| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Расточной станок | 1979 |
|
SU850323A1 |
| Алмазно-расточной станок | 1982 |
|
SU1016085A1 |
| Металлорежущий станок | 1977 |
|
SU704756A1 |
| Алмазно-расточной станок | 1978 |
|
SU841795A1 |
| МНОГОШПИНДЕЛЬНЫЙ АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1971 |
|
SU302180A1 |
| Многооперационный станок | 1982 |
|
SU1047661A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Металлорежущий станок | 1984 |
|
SU1227367A1 |
| Алмазно-расточный станок | 1973 |
|
SU477789A1 |
АЛМАЗНО-РАСТОЧНОЙ СТАНОК, содержащий размещенные на мостике щпиндельные головки для установки инструмента, фиксаторы для ориентирования деталей по предварительно обработанным отверстиям и установленное на столе станка приспособление для зажима деталей, отличающийся тем, что, с целью упрощения конструкции, повыщения производительности и уменьщения погрешности обработки, фиксаторы выполнены в виде полых пальцев с продольным пазом для прохода инструмента, установленных с возможностью перемещения на приспособлении для зажима детали соосно щпиндельным головкам.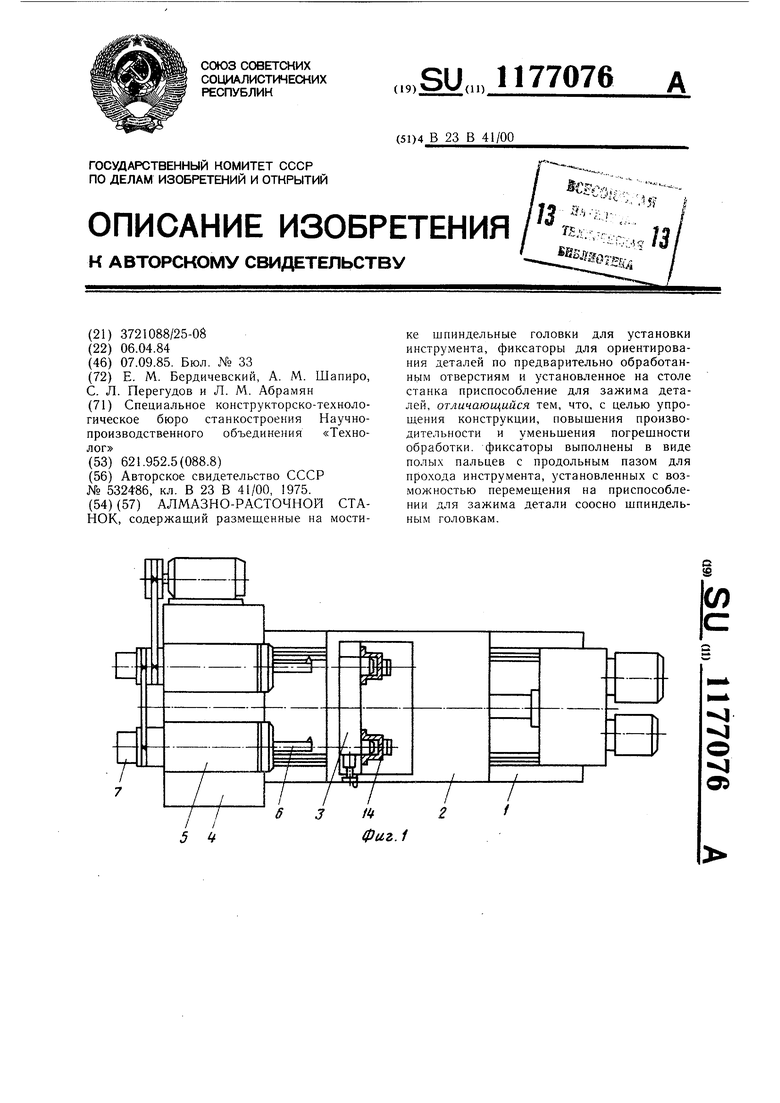
о
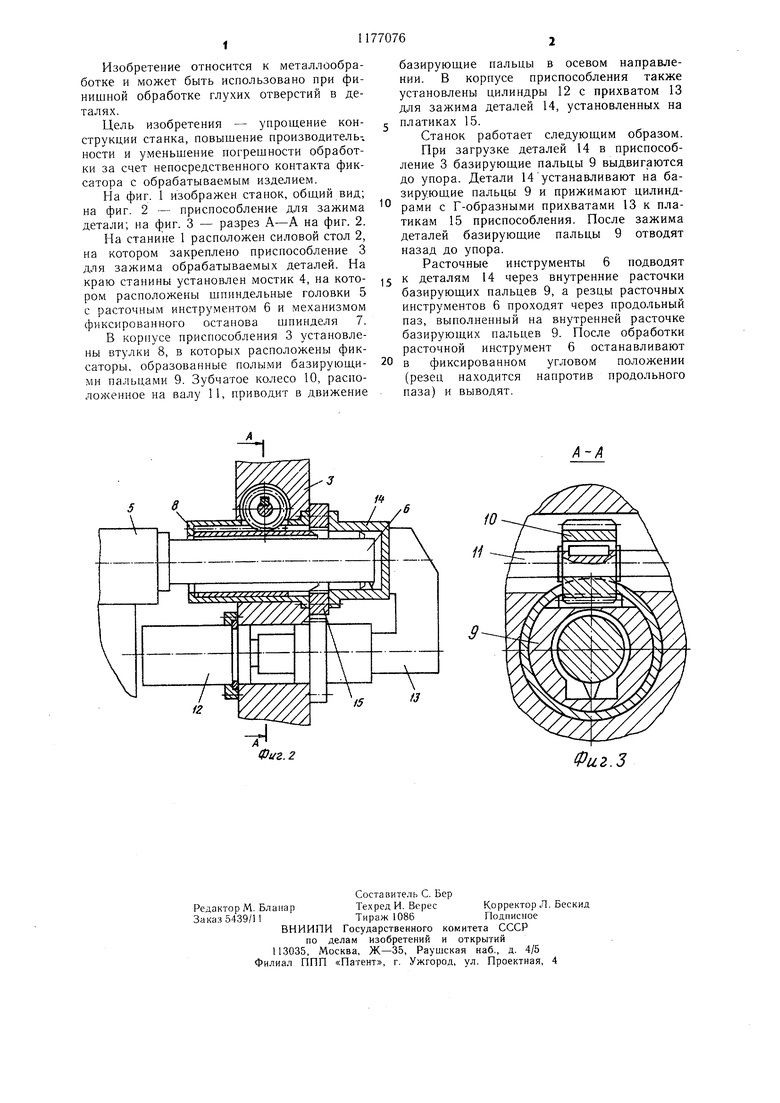
Од Изобретение относится к металлообработке и может быть использовано при финишной обработке глухих отверстий в деталях. Цель изобретения - упрощение конструкции станка, повышение производитель-, ности и уменьшение погрешности обработки за счет непосредственного контакта фиксатора с обрабатываемым изделием. На фиг. 1 изображен станок, общий вид; на фиг. 2 - приспособление для зажима детали; на фиг. 3 - разрез А-А на фиг. 2. На станине 1 расположен силовой стол 2, на котором закреплено приспособление 3 для зажима обрабатываемых деталей. На краю станины установлен мостик 4, на котором расположены шпиндельные головки 5 с расточным инструментом 6 и механизмом фиксированного останова шпинделя 7. В корпусе приспособления 3 установлены втулки 8, в которых расположены фиксаторы, образованные полыми базирующими пальцами 9. Зубчатое колесо 10, расположенное на валу 11, приводит в движение 1770 г 55 20 62 базирующие пальцы в осевом направлении. В корпусе приспособления также установлены цилиндры 12 с прихватом 13 для зажима деталей 14, установленных на платиках 15. Станок работает следующим образом. При загрузке деталей 14 в приспособление 3 базирующие пальцы 9 выдвигаются до упора. Детали 14устанавливают на базирующие пальцы 9 и прижимают цилиндрами с Г-образными прихватами 13 к платикам 15 приспособления. После зажима деталей базирующие пальцы 9 отводят назад до упора. Расточные инструменты 6 подводят к деталям 14 через внутренние расточки базирующих пальцев 9, а резцы расточных инструментов 6 проходят через продольный паз, выполненный на внутренней расточке базирующих пальцев 9. После обработки расточной инструмент 6 останавливают в фиксированном угловом положении (резец находится напротив продольного паза) и выводят.
Фиг. 2
А-/
.
Фиг.З
| Алмазно-расточной станок | 1975 |
|
SU532486A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
