(54) КОЛЬЦЕВОЕ СВЕРЛО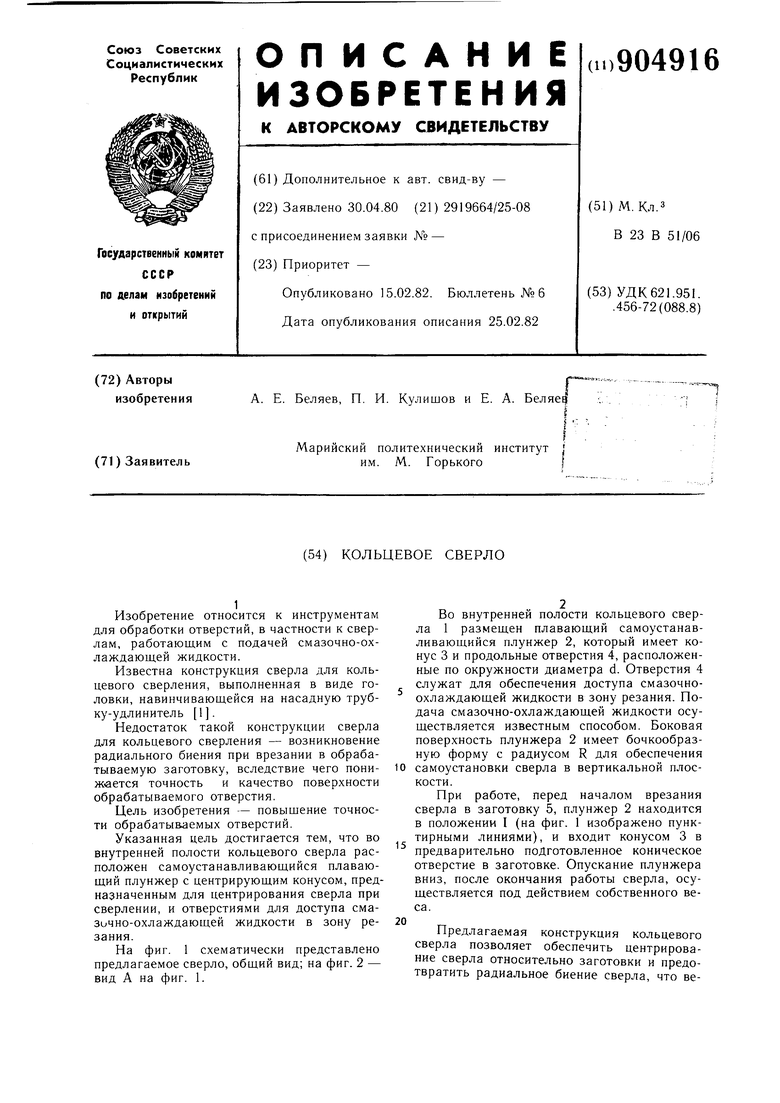
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |
| Способ сверления глубоких отверстий и сверлильная головка для глубокого сверления | 1975 |
|
SU695073A1 |
| Устройство для направления инструмента с подводом смазочно-охлаждающей жидкости (СОЖ) при глубоком сверлении | 1985 |
|
SU1348079A1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169059C2 |
| Способ сверления с подогревом | 2016 |
|
RU2661321C1 |
| СПОСОБ УПЛОТНЕНИЯ УЗЛА ПОДВОДА СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ РЕЗАНИЯ ПРИ ОБРАБОТКЕ ГЛУБОКИХ ОТВЕРСТИЙ | 2010 |
|
RU2432245C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ УЗКОПРОФИЛЬНЫХ КОЛЬЦЕВЫХ ПАЗОВ | 2017 |
|
RU2650443C1 |
| Алмазное сверло для изготовления кольцевых деталей | 1981 |
|
SU1018853A1 |
| СПОСОБ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ЗАГОТОВКАХ | 2012 |
|
RU2488463C1 |
| Кольцевое сверло | 1987 |
|
SU1468679A1 |
1
Изобретение относится к инструментам для обработки отверстий, в частности к сверлам, работающим с подачей смазочно-охлаждающей жидкости.
Известна конструкция сверла для кольцевого сверления, выполненная в виде головки, навинчивающейся на насадную трубку-удлинитель 1.
Недостаток такой конструкции сверла для кольцевого сверления - возникновение радиального биения при врезании в обрабатываемую заготовку, вследствие чего понижается точность и качество поверхности обрабатываемого отверстия.
Цель изобретения - повыщение точности обрабатываемых отверстий.
Указанная цель достигается тем, что во внутренней полости кольцевого сверла расположен самоустанавливающийся плавающий плунжер с центрирующим конусом, предназначенным для центрирования сверла при сверлении, и отверстиями для доступа смазично-охлаждающей жидкости в зону резания.
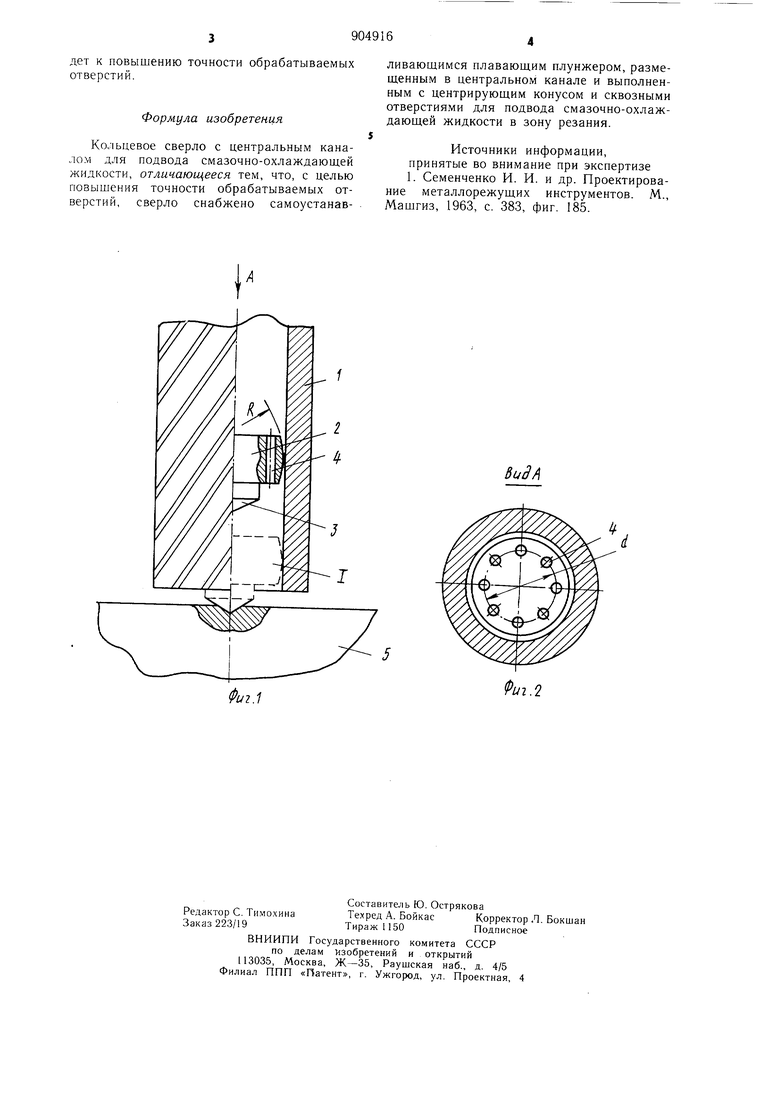
На фиг. 1 схематически представлено предлагаемое сверло, общий вид; на фиг. 2 - вид А на фиг. 1.
Во внутренней полости кольцевого сверла 1 размещен плавающий самоустанавливающийся плунжер 2, который имеет конус 3 и продольные отверстия 4, расположенные по окружности диаметра d. Отверстия 4 служат для обеспечения доступа смазочноохлаждающей жидкости в зону резания. Цодача смазочно-охлаждающей жидкости осуществляется известным способом. Боковая поверхность плунжера 2 имеет бочкообразную форму с радиусом R для обеспечения 10 самоустановки сверла в вертикальной плоскости.
При работе, перед началом врезания сверла в заготовку 5, плунжер 2 находится в положении I (на фиг. 1 изображено пунктирными линиями), и входит конусом 3 в предварительно подготовленное коническое отверстие в заготовке. Опускание плунжера вниз, после окончания работы сверла, осуществляется под действием собственного веса.
Предлагаемая конструкция кольцевого сверла позволяет обеспечить центрирование сверла относительно заготовки и предотвратить радиальное биение сверла, что ведет к повышению точности обрабатываемых отверстий.
Формула изобретения
Коочьцевое сверло с центральным каналом для подвода смазочно-охлаждающей жидкости, отличающееся тем, что, с целью повышения точности обрабатываемых отверстий, сверло снабжено самоустанавливающимся плавающим плунжером, размещенным в центральном канале и выполненным с центрирующим конусом и сквозными отверстиями для подвода смазочно-охлаждающей жидкости в зону резания.
Источники информации, принятые во внимание при экспертизе 1. Семенченко И. И. и др. Проектирование металлорежущих инструментов. М., Мащгиз, 1963, с. 383, фиг. 185.
Фиг.1
Риг.2
