1
Изобретение относится к машиностроению I и может быть использовано при автоматизации технологических процессов сборки гибких рукавов высокого давления, т.е. оснащения их концов присоединяемой арматурой.
Известен автомат для сборки рукавов высокого давления, содержащий устройство подачи рукава, технологическое оборудование для выполнения сборочных операций, поворотный многопозиционный стол с закрепленными на его позициях зажимными устройствами 1.
Недостатками известного устройства являются низкая производительность и большие габариты.
Цель изобретения - повышение производительности и снижение габаритов.
Цель достигается тем, что автомат снабжен разъемными кондукторами, выполненными из элементов, .причем один из элементов кондуктора неподвижно закреплен на каждой позиции поворотного многопозиционного стола, а другой элемент расположен с возможностью возвратно-поступательного перемещения, кроме того, устройство подачи рукавов расположено со стороны, противоположной расзюложению кондуктора.
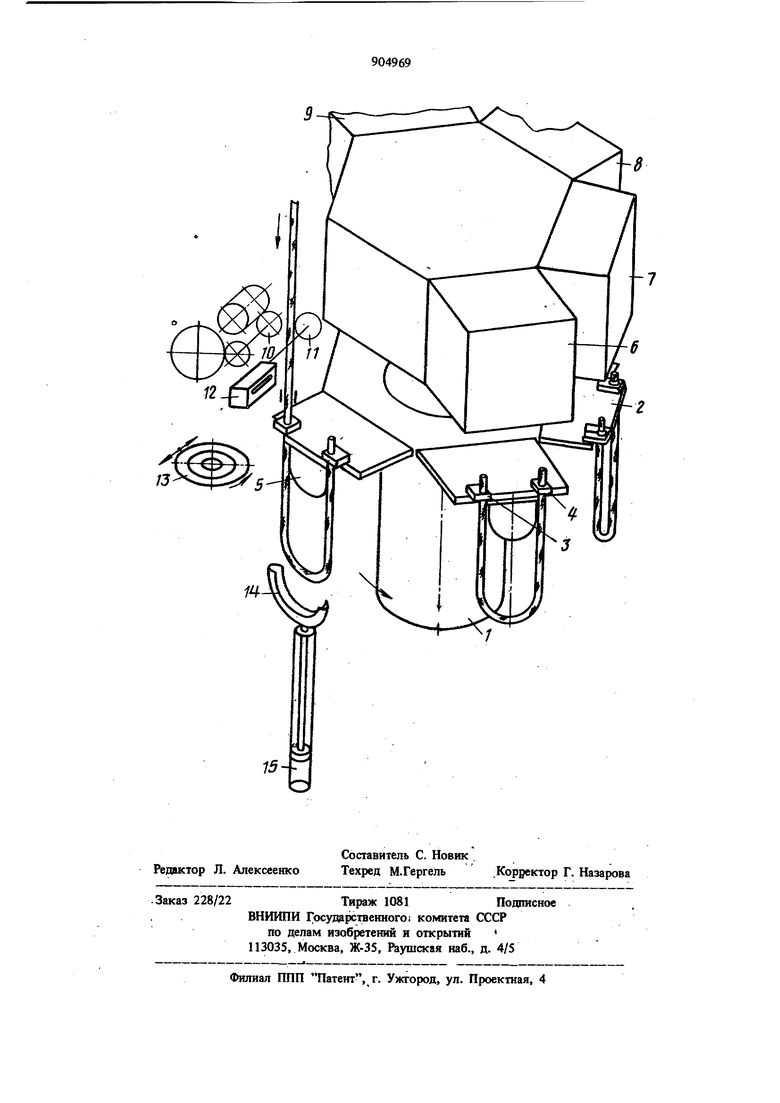
На чертеже схематически изображен предлагаемый автомат, общий вид.
Автомат для сборки рукавов высокого давления состоит из основания 1, многопозиционного поворотного стола 2 с равномерно расположенными на нем парами зажимными устройствами 3 и 4 для обоих концов рукава. С нижней стороны стола закреплены равположенные между зажимными устройствами элементы 5 разъемного кондуктора. По окружности стола в технологической последовательности расположено технологическое оборудование, состоящее из устройства 6 для снятия слоя резины с концов рукава, устройства 7 для надевания муфт на концы шланга, устройства 8 для запрессовки ниппелей с гайками, устройства 9 для обкатки муфт.
Устройства 10 подачи рукава из бухты установлено на первой технологической позиции и находится в комплекте с прижимным роликом И, счетчиком 12 для отмера дли3ны и устройством 13 для отрезки заготовки рукава. На первой позиции расположены также нижний подвижный зпемент 14 разъемного кондуктора, находящийся в контакте с элементом 5. Автомат снабжен механизмом 15 перемещения подвижного элемента 14 кон дуктора. Автомат работает следующим образом. Рукав подается из бухты сверху вниз в направлении, указанном стрелкой. В исходном состоянии зажимные устройства 3 и 4 стола 2разжаты, а подвижньш элемент 14 кондуктора с помощью механизма 15 поднят вверх до контакта с элементом 5 кондуктора, расположенным в нижней части стола. Подача рукава осуществляется роликом механизма 1 Проходя по петле кондуктора, рукав поступает в правьш зажим 4. При этом подача рукава прекращается, если требуется получение рукавов минимальной длины, производит ся зажатие левого конца рукава зажимом 3 и отрезка заготовки с помощью подвижного (по стрелке) устройства 13, оснащенного вращающимся отрезным кругом. Если же требуется получение рукавов длины больше минимальной, то после срабатывания правого зажима 4 производится отвод подаижного элемента 14 кондуктора и дальнейшая подача рукава.( длина которого отсчитьгоается с помощью счетчика 12, подсоединенного к ролику И. После срабатьтания левого зажима 3и отрезки заготовки стол 2 автомата проворачивается на один шаг (на чертеже против часовой стрелки) и заготовка поступает на первую рабочую позицию 6 для снятия слоя резины. Далее заготовка последовательно проходит последующие рабочие позиции, оснащенные устройствами 7, 8 и 9. После окончания сборки собранный рукав снимается с автомата, для чего на рабочей позиции 6 производится разжатие зажимов. Применение автомата позволит повысить производительность сборочных работ за счет исключения ручного труда и высвобождения рабочих, занятых на сборке рукавов высоко- го давления. Формула изобретения Автомат для сборки рукавов высокого давления, содержащий устройство подачи рукава, технологическое оборудование для выполнения сборочных операций, поворотный многопозиционный ртол с закрепленными на его позициях зажимными устройствами, о тл и чающийся тем, что, с целью повышения производительности и уменьшения габаритов, он. снабжен разъемными кондукторами, вьшолненными из элементов, причем один из элементов кондуктора неподвижно закреплен на каждой позиции поворотного многопозиционного стола, а другой элемент расположен с возможностью возвратно-поступательного перемещения, кроме того, устройство подачи рукавов расположено со сторош 1, противоположной расположению кондуктора. Источшпси информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 601115, кл. В 23 Р 21/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Автоматическая линия сборки рукавов высокого давления | 1989 |
|
SU1742023A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ШЛАНГОВ ИЛИ ТРУБОК С ИХ КОНЦЕВОЙ АРМАТУРОЙ | 1991 |
|
RU2022755C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 1965 |
|
SU172904A1 |
| Многопозиционный автомат | 1980 |
|
SU933388A1 |
| Сборочная линия | 1981 |
|
SU921789A1 |
| Автомат для сборки деталей завальцовкой | 1983 |
|
SU1094716A1 |
| Способ изготовления ячеистой решетчатой структуры и устройство для его осуществления | 1978 |
|
SU1156589A3 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |