I
Изобретение относится к обработке металлов давлением, а именно к конструкциям инструмента для изготовления деталей из порошковых материалов.
Известна пресс-форма для изготовления абразивных сегментов, содержащая смонтированную на основании с продольйыми бортами разъемную матрицу, включающую дно, две продольные стенки, зафиксированные в верхней части крышкой, а в нижней - упругими элементами, а также размещенные в пазах продольных стенок две торцовые стенки и пуансон. В устройстве изготовление абразивных сегментов производится из порошка путем прессования 111
Недостаток известной пресс-формы сложность сборки и разборки.
Цель изобретения - повышение производительности за счет сокращения времени сборки и разборки.
Цель достигается за счет того, что пресс-форма снабжена дополнительными упругими элементами, установленными между основанием и разъемной матрицей, в нижней части торцовых стенок выполнены пазы, внутренние плоскости продольных бортов выполнены наклонными, а на внешних поверхностях продольных стенок разъемной матрицы на части их высоты выполнены фаски, при этом углы наклона внутренних плоскостей продольных бортов и фасок продольных стенок относительно вертикальнрй оси равны между собой.
Кроме того, пресс-форма может быть выполнена многоместной.
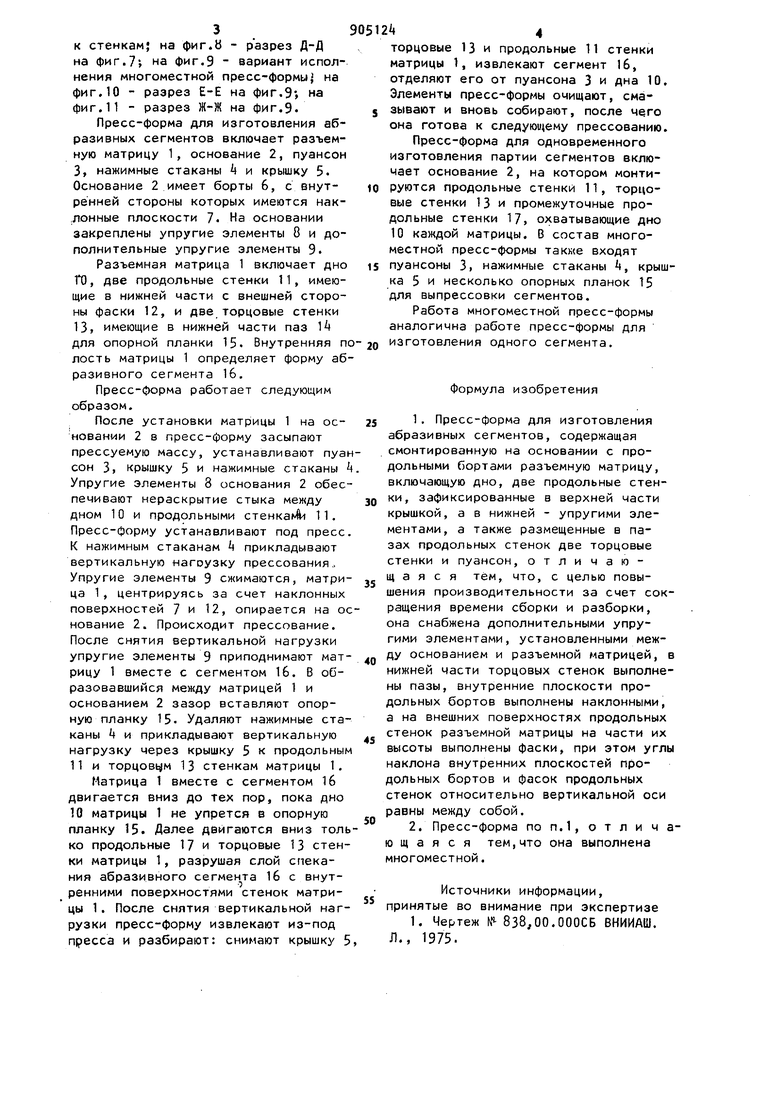
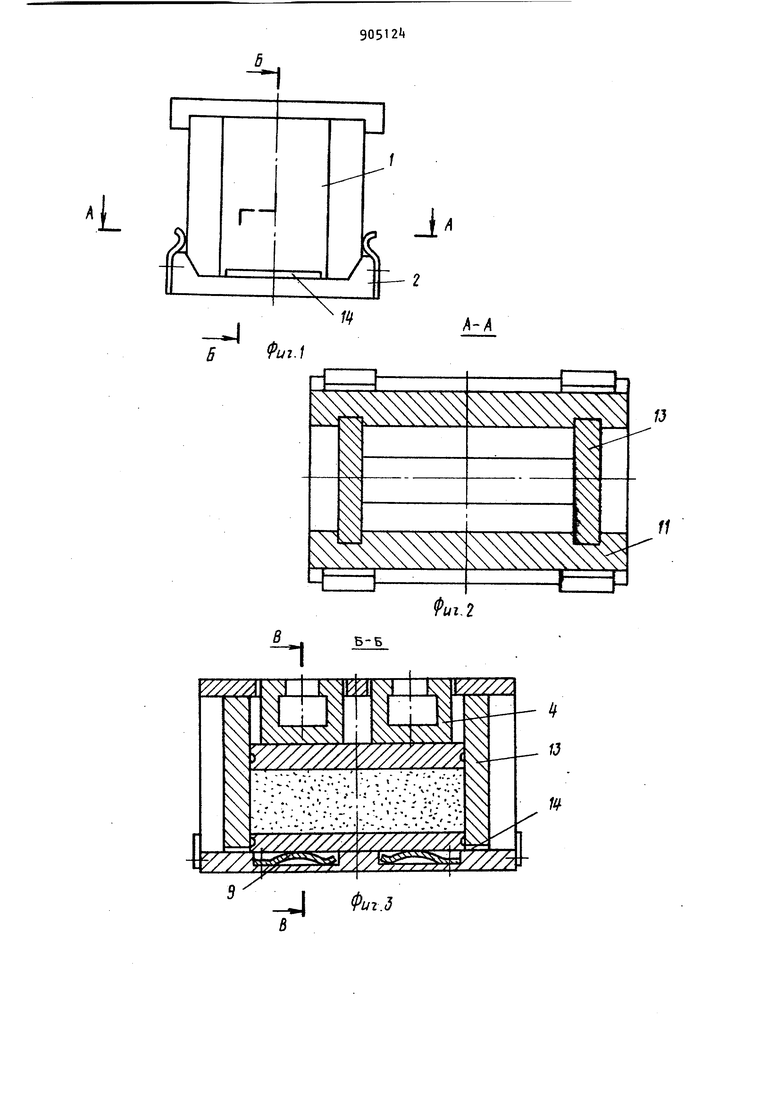
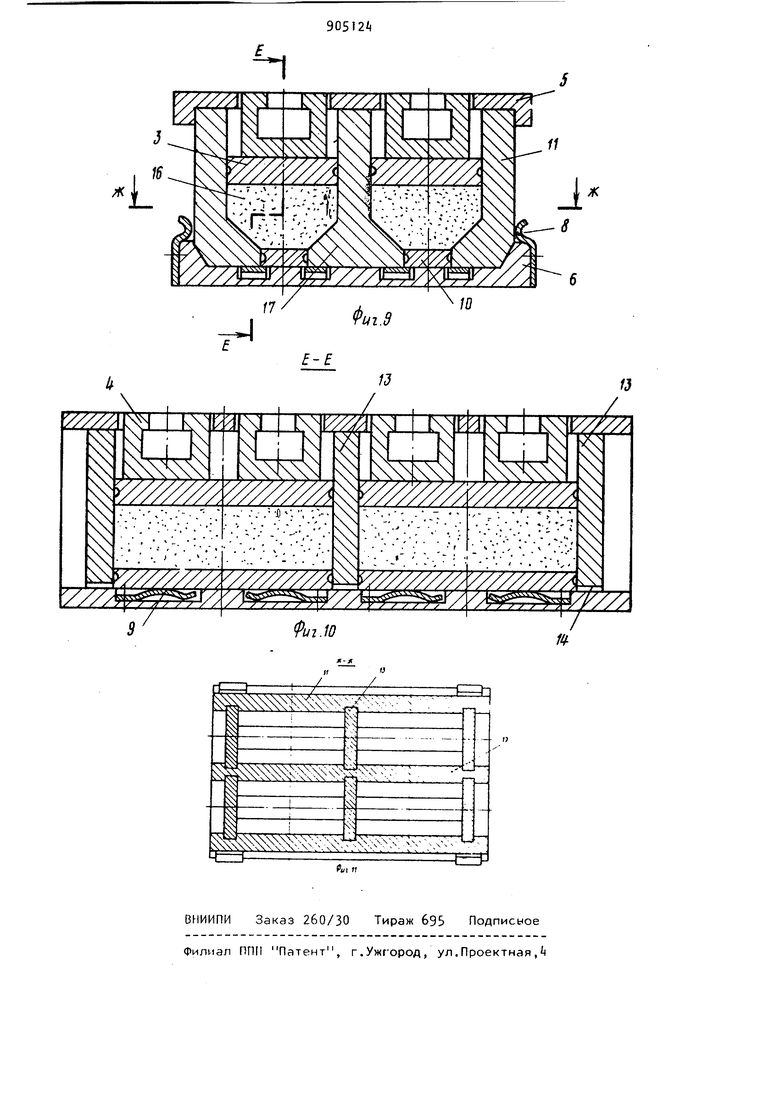
На фиг.1 показана предлагаемая пресс-форма, общий вид; на фиг.2 разрез А-А на фиг.1; на фиг.З Раз рез Б-Б на фиг.1; на фиг. - разрез В-В на фиг.З; на фиг.р - положение деталей пресс-формы после снятия нагрузки; на фиг.6 - разрез Г-Г на фиг.5; на фиг.7 - положение деталей пресс-формы при приложении нагрузки. 3 к стенкам; на фиг.Ь - разрез Д-Д на фиг.7, на фиг.9 - вариант исполнения многоместной пресс-формы на фиг.10 - разрез Е-Е на фиг.9; на фиг.11 - разрез Ж-Ж на фиг.9. Пресс-форма для изготовления абразивных сегментов включает разъемную матрицу 1, основание 2, пуансон 3, нажимные стаканы 4 и крышку 5. Основание 2 имеет борты 6, с внутренней стороны которых имеются нак.лонные плоскости 7. На основании закреплены упругие элементы 8 и дополнительные упругие элементы 9. Разъемная матрица 1 включает дно ГО, две продольные стенки 11, имеющие в нижней части с внешней стороны фаски 12, и две торцовые стенки 13, имеющие в нижней части паз 1A для опорной планки 15. Внутренняя п лость матрицы 1 определяет форму аб разивного сегмента 16. Пресс-форма работает следующим образом. После установки матрицы 1 на основании 2 в пресс-форму засыпают прессуемую массу, устанавливают пуа сон 3, крышку 5 и нажимные стаканы Упругие элементы 8 основания 2 обес печивают нераскрытие стыка между дном 10 и продольными cтeнкa 4l 11. Пресс-форму устанавливают под пресс К нажимным стаканам k прикладывают вертикальную нагоузку прессования,, Упругие элементы 9 сжимаются, матри ца 1, центрируясь за счет наклонных поверхностей 7 и 12, опирается на о нование 2. Происходит прессование. После снятия вертикальной нагрузки упругие элементы 9 приподнимают мат рицу 1 вместе с сегментом 16. В образовавшийся между матрицей 1 и основанием 2 зазор вставляют опорную планку 15. Удаляют нажимные ста каны 4 и прикладывают вертикальную нагрузку через крышку 5 к продольны 11 и торцовом 13 стенкам матрицы 1. Матрица 1 вместе с сегментом 16 двигается вниз до тех пор, пока дно 10 матрицы 1 не упрется в опорную планку 15. Далее двигаются вниз тол ко продольные 17 и торцовые 13 стен ки матрицы 1, разрушая слой спекания абразивного сегмента 16 с внутренними поверхностями стенок матрицы 1. После снятия вертикальной на;- рузки пресс-форму извлекают из-под пресса и разбирают: снимают крышку 4 H4 торцовые 13 и продольные 11 стенки матрицы 1, извлекают сегмент 16, отделяют его от пуансона 3 и дна 10. Элементы пресс-формы очищают, смазывают и вновь собирают, после чего она готова к следующему прессованию. Пресс-форма для одновременного изготовления партии сегментов включает основание 2, на котором монтируются продольные стенки 11, торцовые стенки 13 и промежуточные продольные стенки 17, охватывающие дно 10 каждой матрицы. В состав многоместной пресс-формы также входят пуансоны 3| нажимные стаканы А, крышка 5 и несколько опорных планок 15 для выпрессовки сегментов. Работа многоместной пресс-формы аналогична работе пресс-формы для изготовления одного сегмента, Формула изобретения 1.Пресс-форма для изготовления абразивных сегментов, содержащая смонтированную на основании с продольными бортами разъемную матрицу, включающую дно, две продольные стенки, зафиксированные в верхней части крышкой, а в нижней - упругими элементами, а также размещенные в пазах продольных стенок две торцовые стенки и пуансон, отличающаяся тем, что, с целью повышения производительности за счет сокращения времени сборки и разборки, она снабжена дополнительными упругими элементами, установленными между основанием и разъемной матрицей, в нижней части торцовых стенок выполнены пазы, внутренние плоскости продольных бортов выполнены наклонными, а на внешних поверхностях продольных стенок разъемной матрицы на части их высоты выполнены фаски, при этом углы наклона внутренних плоскостей продольных бортов и фасок продольных стенок относительно вертикальной оси равны между собой. 2.Пресс-форма по п.1, о т л и ч ю щ а я с я тем,что она выполнена многоместной. Источники информации, принятые во внимание при экспертизе 1. Чертеж N 838,00.ОООСБ ВНИИАШ. Л., 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоместная пресс-форма для прессования порошка | 1984 |
|
SU1154044A1 |
| Многоместная пресс-форма для прессования порошка | 1982 |
|
SU1036450A1 |
| Многоместная прессформа компрессионного прессования | 1975 |
|
SU552203A1 |
| Прибор для определения реологических свойств полимерных материалов | 1978 |
|
SU750342A1 |
| Пресс-форма для прессования винтовых режущих пластин из порошка | 1981 |
|
SU986590A1 |
| Пресс-форма для прессования твердосплавных вставок | 1987 |
|
SU1614899A1 |
| Пресс-форма для изготовления алмазного инструмента | 1985 |
|
SU1242304A1 |
| Штамп для изготовления раздачей сосудов | 1980 |
|
SU937079A1 |
| Пресс-форма для изготовления абразивного инструмента | 1984 |
|
SU1217574A1 |
| Устройство для прессования порошкообразных композиционных материалов | 1990 |
|
SU1735029A1 |
1
J
А-А
13
Б-Б
5-В т 1 шт.
-Н
% у//////////////////
/5
MiEM v -i
У////////А
У////////
) ) j 1л ) ЧЗ
Р7х777777Ж
