(54) ЭЛЕКТРОПЕЧЬ ДЛЯ ТЕРМООБРАБОТКИ МЕТАЛЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для термообработки | 1980 |
|
SU983425A1 |
| Электропечь для термообработки металлов | 1981 |
|
SU1002783A2 |
| Вертикальная конвейерная печь | 1980 |
|
SU939910A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU387006A1 |
| Электропечь для термообработкииздЕлий | 1978 |
|
SU800560A1 |
| УСТАНОВКА ДЛЯ ЗАГРУЗКИ ШИХТОВЫХ МАТЕРИАЛОВ В ИНДУКЦИОННУЮ ПЕЧЬ ДЛЯ ПЛАВКИ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 2013 |
|
RU2526360C1 |
| Линия термообработки деталей | 1982 |
|
SU1073303A1 |
| Барабанная печь | 1978 |
|
SU779775A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2007 |
|
RU2367871C1 |
| Карусельная электропечь для термообработки мелких деталей | 1979 |
|
SU857683A1 |

Изобретение относится к термической обработке металлов, в частности к печам с механическим перемещением нагреваемого материала и может быть использовано, например для нагрева деталей под,закалку, s
Известна установка для обработки, содержащая корпус, загрузочный и разгрузочный лотки, винтовой транспортер и приводной механизм. Винтовой транспортер жестко закреплен в корпусе и вся конструкция установлена на вибраторе 1.
Наиболее близкой по технической сущности к предлагаемой является электропечь для термообработки металлов, содержащая футерованный .корпус с нагревательными элементами, вертикальный винтовой транспор- 15 тер с приводом, загрузочный и разгрузочный лотки 2.V
Однако такая электропечь не может быть использована для термической обработки изделий при 850-950°С, так как не имеет , достаточной термоизоляции,, а вибрационный привод не обеспечивает продвижение нагретых до высоких температур деталей ввиду резкого возрастания коэффициента трения, между деталями и винтовой поверхностью ( 0,6 ...1).
Кроме того, в данной конструкции при передаче тепла от одних деталей к другим создается недопустимый перепад температур что приводит к нарушению технологического процесса, а установка винтового транспортера, нагретого до 850-950°С, на диске может привести к его деформации.
Цель изобретения - повышение надежности работы печи.
Поставленная цель достигается тем, что электропечь для термообработки металлов, содержащая футерованный корпус с нагревательными элементами, вертикальн| 1Й винтовой транспортер, загрузочный и разгрузочный лотки, снабжена установленной на футерованном корпусе посредством амортизаторов плитой с подшипниковой опорой, в которой расположен конец винтового транспортера, а привод размещен на плите; загрузочный лоток имеет горизонтальные оси с шарнирно подвешенными на них заслонками.
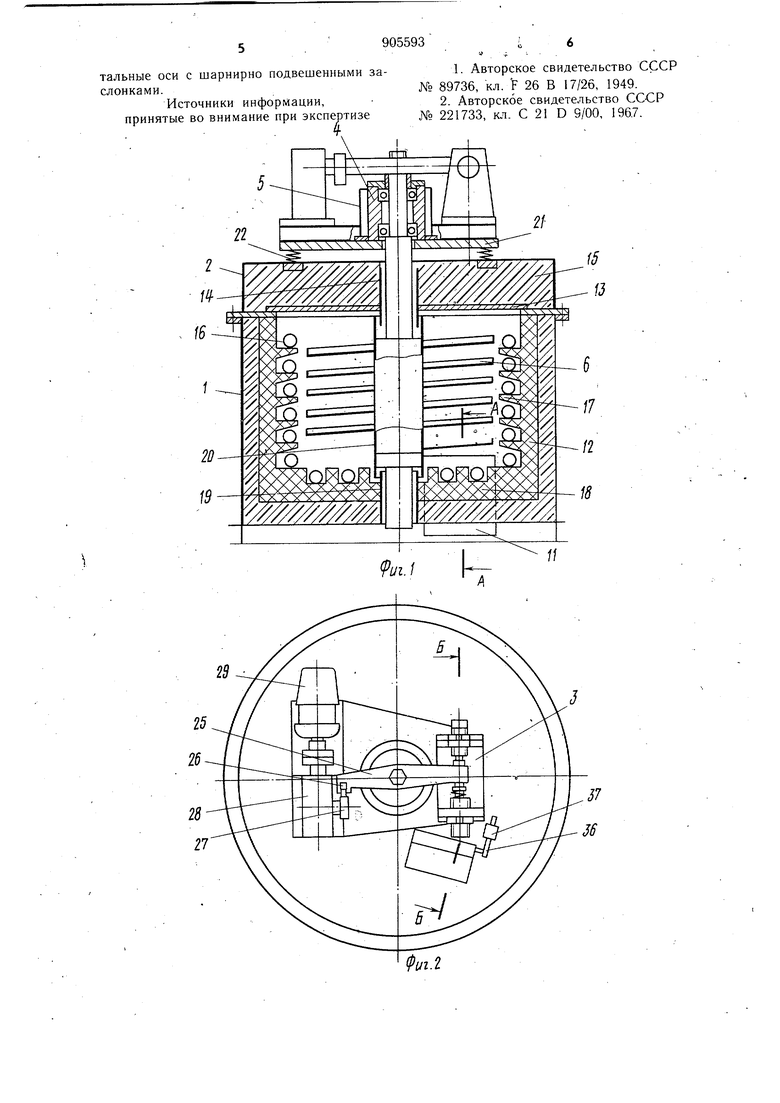
На фиг. 1 схематически изображена электропечь; на фиг. 2 - печь, вид сверху;
на фиг. 3 - - разрез А-А на фиг. 1; на фиг, 4 - разрез Б-Б на фиг. 2.
Электропечь для термообработки содержит корпус 1, крышку 2, пульсирующий привод 3, подшипниковую опору 4 с кожухом 5, под, выполненный в виде винтового, транспортера 6, загрузочный лоток 7 с заслонками 8 и 9, установленными на осях 10, разгрузочный лоток 11. Корн.ус 1 футерован огнеупным кирпичом 12, а крышка имеет жаропрочную плиту 13 со стаканом 14 и теплоизоляцию 15. Нагреватели 16 размеш.ены на керамических полках 17 и по дну 18 печи, в котором установлен стакан 19. Стаканы 14 и 19 входят в трубу 20 винтового транспортера и создают с ней лабиринты, препятствующие попаданию воздуха в печь снаружи. Привод 3 и опора 4 закреплены на плите 21, установленной на пружинах 22 и болтах 23, соединяемых с плитой через втулки 24 из упругого материала. На винтовом транспортере жестко закреплен двухплечий рычаг 25, одним концом через ролик 26 контактируюШ.ИЙ с кулачком 27, насаженным на выходной вал редуктора 28, соединенного эле.ктродвигателем 29. Другим концом рычаг 25 через штангу 30 поджат к пружине 31, расположенной в регулировочном стакане 32. На стойке 33 закреплен регулируемый упор 34, периодически взаимодействующий с упругой вставкой 35 рычага 25.-На одной оси с заслонкой 9 жестко закреплен рычаг 36 с грузом 37 для поджатия заслонки 8 к днищу лотка 7.
Печь работает следующим образом.
Предварительно устанавливается с помощью груза 37 легкость открывания заслонки 8 под воздействием загружаемых деталей, перемещением упора 34 - величина хода рычага 25, а регулировкой стакана 32 создается определенная сила поджатия пружины 31 через щтангу 30 к рычагу 25.
Это необходимо для создания определенной амплитуды колебаний рычага 25 и скорости его поворота в направлении движения деталей, а вместе с ними винтового транспортера, что обеспечивает определенную скорость перемещения деталей по транспортеру в соответствии со временем их нагрева.
При вращении редуктора 28 кулачок 27 воздействует через ролик 26 на рычаг 25, который через щтангу 30 сжимает пружину 31 и вдвигает ее в стакан 32.
Поворачиваясь, кулачок 27 соскакивает с ролика 26 и рычага 25, и вместе с ним витки транспортера 6, резко останавливаются. В результате этого винтовой транспортер испытывает резкие толчки, и детали толчками перемещаются по нему и попадают через разгрузочный лоток 11 в закалочный бак. Копец загрузочного лотка 11 опущен в закалочную жидкость, вследствие чего образуется затвор и воздух не попадает в печь. Винтовой транспортер 6 установлен в подщипниковой опоре 4, которая вместе с приводом 3 смонтирована на плите 21, соединяясь с металлоконструкцией печи через посредство амортизирующих пружин 22.
Такая конструкция свободной подвески
транспортера 6 сводит до минимума вибрационные воздействий на футеровку 12 печи и удлиняет срок ее службы.
Плита 13 со стаканом 14 свободно установлена в крыщке 2 ввиду чего под воздействием высоких температур она расщиряется, не коробясь. Для охлаждения прдщипникового узла 4, в зависимости от интенсивности работы печи, в кожух 4 подается воздух или вода.
Свободная подвеска винтового транспортера на оси во вращающейся опоре обеспечивает самовосстановление его при нагреве до 950°С, что удлиняет срок службы транспортера и повышает надежность работы печи. - Закрепление витков транспортера на оси уменьшает рабочее пространство печи и, следовательно, уменьщает теплоотдачу от корпуса печи в окружающее пространство, а подвеска транспортера на оси во вращающейся опоре также уменьшает потери Tenла потому, что утечка тепла происходит только через ось транспортера.
Установление привода на отдельной плите с зазором улучщает отбор тепла от оси
транспортера и предохраняет привод от перегрева, тем самым повыщается надежность его работы.
Выполнение привода на амортизаторах уменьщает воздействие вибрации на футеровку печи, ее разрушение и, как следствие,
потери тепла через поврежденную футеровку.
Наличие заслонок на загрузочном лотке и попеременное их срабатывание от загружаемых деталей уменьшает радиационные потери тепла через загрузочный лоток. Уменьщение потерь тепла печью снижает энергозатраты на нагрев деталей.
Формула изобретения
Электропечь для термообработки металлов, содержащая футерованный корпус с нагревательными элементами, вертикальный
винтовой транспортер с приводом, загрузочный и разгрузочный лотки,, отличающаяся тем, что, с целью повышения надежности работы печи, она снабжена установленной на футерованном корпусе посредством амортизаторов плитой с подщипниковой опорой,
в которой расположен конец винтового транспортера, а привод размещен на плите.
