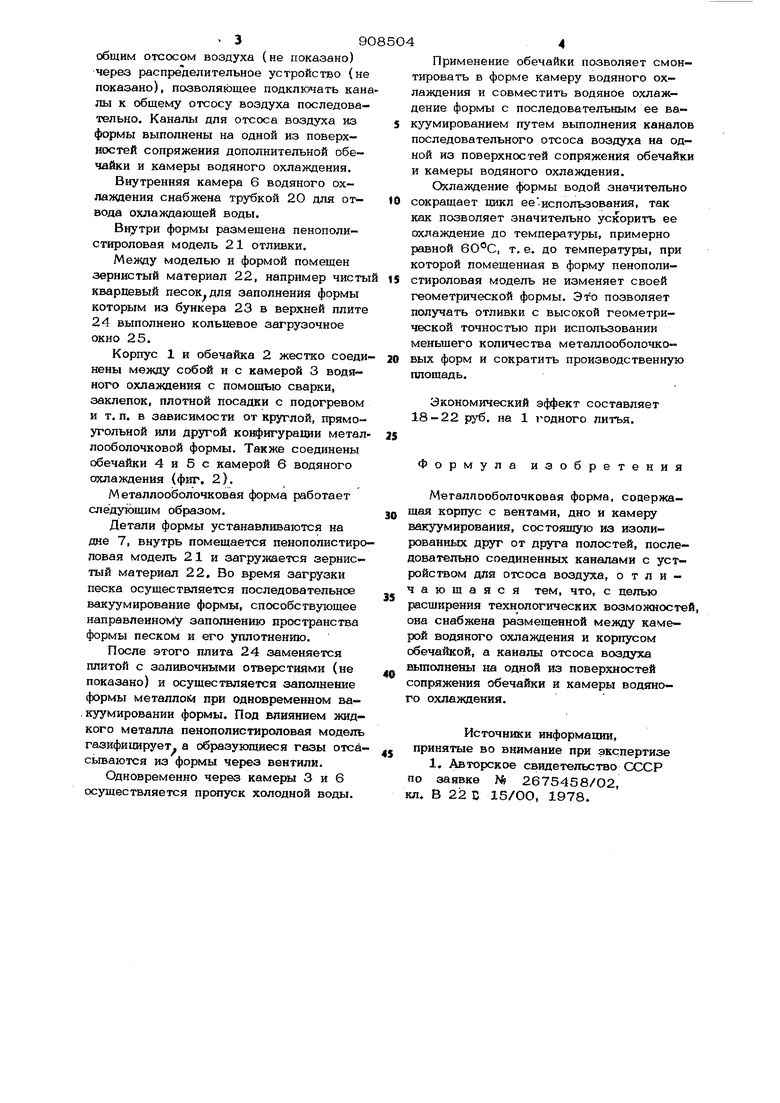
Изобретение относится к литейному производству и может быть использован при литье в металлооболочковые формы. Известна конструкция металлооболочковой формы, содержащая корпус с вентами, дно и камеру вакуумирования, состоящую из изолированных друг от друга полостей, последовательно соединенных каналами с устройством для отсоса воздуха 1 . Недостаток данной конструкции заключается в , что после изготовлени в ней отливки по газифицируемой модели следует затрачивать продолжительное время на охлаждение кокиля для установки следующей пенополистироловой модели, геометрическая форма которой сохраняется при температуре не вьпие бО Цель изобретения - расширение технологических возможностей. Указанная цель достигается-тем, что металлооболочковая форма, содержащая корпус с вентами, дно и камеру вакууми рования, состоящую из изолированных друг от друга полостей, последовательно соединенных каналами с устройством для отсоса воздуха, снабжена размещенной между камерой охпазкдения и корпусом обечайкой, а каналы отсоса воздуха выполнены на одной из поверхностей сопряжения обечайки и камеры водяного охлажде ния. На фиг. 1 изображена форма, общий вид; на фиг. 2 - сечение А-А на фиг. 1. Металлооболочковая форма состоит из корпуса 1, обечайки 2, камеры 3 водяного охлаждения, обечайки 4 внутреннего стержня, дополнительной внутренней обечайки 5, внутренней камеры 6 водяного охлаждения, смонтированных на дне 7 и состоящих из одной и более частей. В корпусе 1 и обечайке 4 смонтированы венты 8 и 9 (фиг. 2), соединенные соответственно отверстиями 1О и 11 (фиг. 2) с изолированными полостями 12 и 13 камеры вакуумирования, которые в свою очередь через отверстия 14-16 и каналы 17-19 соединены с - 39 общим отсосом воздуха (не показано) через распределительное устройство (не показано), позволяющее подключать кан лы к общему отсосу воздуха последовательно. Каналы для отсоса воздуха из формы выполнены на одной из поверхностей сопряжения дополнительной обечайки и камеры водяного охлаждения. Внутренняя камера 6 водяного охлаждения снабжена трубкой 20 для отвода охлаждающей воды. Внутри формы размещена пенополистнроловая модель 21 отливки. Между моделью и формой помещен зернистый материал 22, например чисты кварцевый песок для заполнения формы которым из бункера 23 в верхней плите 24 выполнено кольцевое загрузочное окно 25. Корпус 1 и обечайка 2 жестко соеди нены между собой и с камерой 3 водяного охлаждения с помощью сварки, заклепок, плотной посадки с подогревом и т. п. в зависимости от круглой, прямоугольной или другой конфигурации метал лооболочковой формы. Также соединены обечайки 4 и 5 с камерой 6 водяного сослаждения (фиг, 2). М еталлооболочковая форма работает следующим образом. Детали формы устанавливаются на дне 7, внутрь помещается пенополистиро ловая модель 21 к загружается зернистый материал 22, Во время загрузки песка осуществляется последовательное вакуумирование формы, способствующее направленному заполнению пространства формы песком и его уплотнению. После этого плита 24 заменяется плитой с заливочными отверстиями (не показано) и осуществляется заполнение формы металлом при одновременном ва. куумировании формы. Под влиянием жидкого металла пенополистироловая модель газифицирует, а образующиеся газы отса сьгоаются из формы через вентили. Одновременно через камеры 3 и 6 осуществляется протгуск холодной воды. Применение обечайки позволяет смонтировать в форме камеру водяного охлаждения и совместить водяное охлаждение формы с последовательным ее вакуумированием путем выполнения каналов последовательного отсоса воздуха на одной из поверхностей сопряжения обечайки и камеры водяного охлаждения. Охлаждение формы водой значительно сокращает цикл ееиспользования, так как позволяет значительно ускорить ее охлаждение до температуры, примерно равной 60®С, т. е. до температуры, при которой помещенная в форму пенополистироловая модель не изменяет своей геометрической формы. Это позволяет получать отливки с высокой геометрической точностью при использовании меньшего количества металлооболочковых форм и сократить производственную площадь. Экономический эффект составляет 18-22 руб. на 1 годного литья. Формула изобретения Мвгаллооболочковая форма, содержащая корпус с вентами, дно и камеру вакуумирования, состоящую из изолированных друг от друга полостей, последовательно соединенных каналами с устройством для отсоса воздуха, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена размещенной между камерой водяного охлаждения и корпусом обечайкой, а каналы отсоса воздуха вьшолнены на одной из поверхностей сопряжения обечайки и камеры вод$то- го охлаждения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке N 2675458/О2, кл. В 22 С 15/ОО, 1978.
(Риг.1
9
11
(риг. 2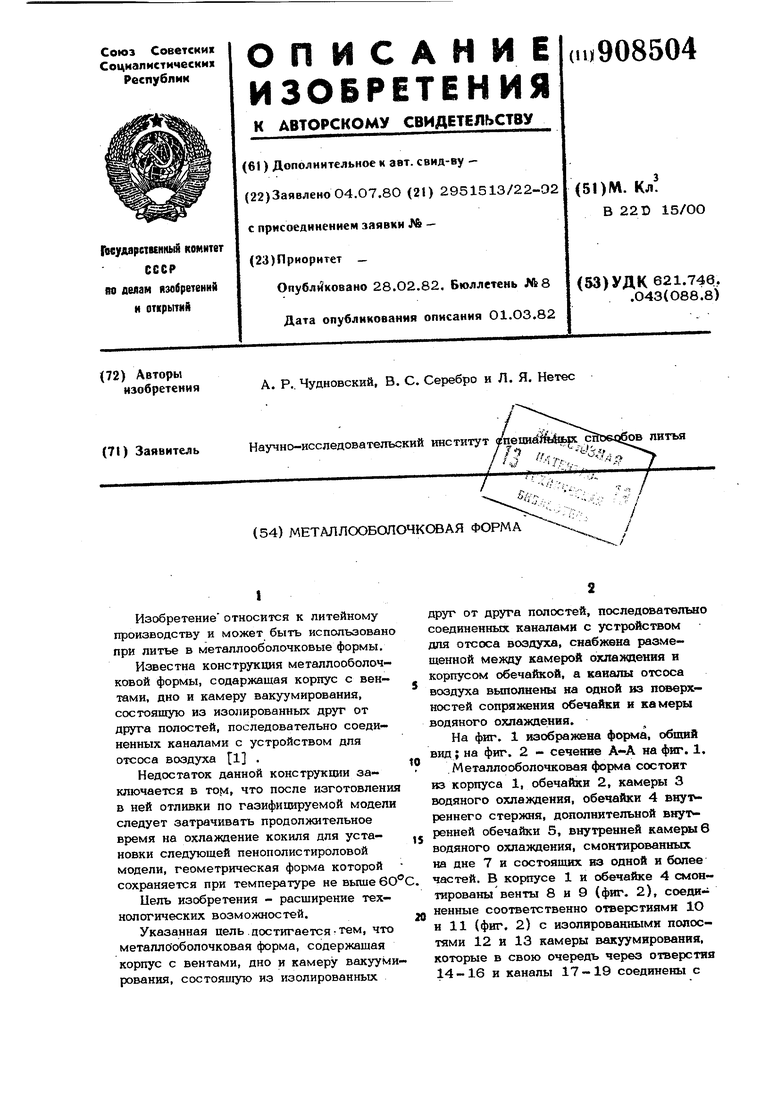
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлооболочковая форма | 1978 |
|
SU854572A1 |
| Способ получения металлооболочковых форм | 1978 |
|
SU854571A1 |
| Металлооболочковая форма | 1978 |
|
SU854573A1 |
| Способ изготовления литейной формы | 1980 |
|
SU950493A1 |
| Стопочная литейная форма | 1982 |
|
SU1066720A1 |
| Способ литья по газифицируемым моделям | 1990 |
|
SU1731407A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |
| Способ изготовления облицованных кокилей и устройство для его осуществления | 1977 |
|
SU753530A1 |
| Литейная оснастка | 1976 |
|
SU662253A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) | 2005 |
|
RU2305612C2 |


