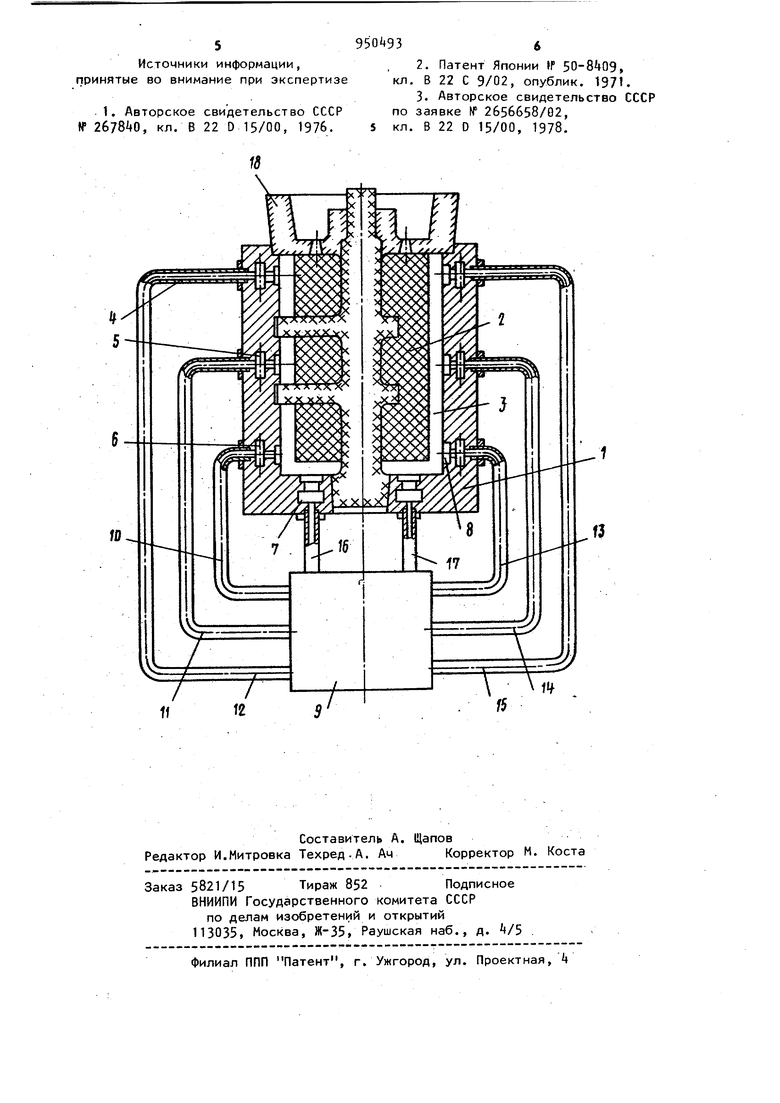
Изобретение относится к литейному производству и может быть использовано при изготовлении литейных форм из сыпучих материалов. Известен способ получения металло оболочковых форм, заключающийся в то что при заливке жидкой самотвердеюще смеси в зазор, образованный металлическим контурным основанием (обечайкой) и моделью, в зазоре создают вакуум 1Д. Известен способ изготовления формы, заключающийся в том,- что модель с плотноприкрепленной к ее поверхности пленкой, помещают в разъемную форму, состоящую как минимум из двух частей. Каждую часть формы заполняют жаростойким сыпучим наполнителем через загрузочные отверстия, закрываемые пробками. После загрузки формы жаростойким наполнителем осуществляют вакуумирование его объема. Благодаря этому пленка прижимается к наполнителю и после удаления модели сохраняет конфигурацию отпечатка моели в наполнителе. В полученную фору заливается жидкий металл 2. . Недостатком этого способа являет-Т ся то, что при заполнении зернистым наполнителем пространства между моделью, покрытой пленкой, и стенками формы зерна наполнителя укладываются произвольно в связи со свободной загрузкой их, а после включения отсоса воздуха для создания вакуума отжимаются пленкой в направлении к внутренним стенкам формы. Отжим зернистого наполнителя в направлении, отличном от направления укладки его при свободной загрузке, приводит.к некоторой переупаковке зерен между собой. Это не обеспечивает достаточного уплотнения наполнителя и способствует нарушению точности формы за счет некоторого увеличения раз|меров в сторону отжима зернистого наполнителя пленкой во время создания в форме вакуума. Наиболее близким к изобретению. по техническому существу является способ получения металлооболочковых форм, включающий заполнение огнеупорным наполнителем зазора между металлическим ее опорным слоем и моделью, из которого производят отсос воздуха, начиная со стороны, про тивоположной загрузке огнеупорного сыпучего наполнителя {З} По этому способу при последовательном вакуумировании формы во время .заполнения, или после заполнения ее наполнителем обеспечивается направленное заполнение и уплотнение зернистого наполнителя между моделью и формой, однако возможность уплотнения его в форме с помощью отсоса воздуха используются не полностью, Целью изобретения является интенсификация уплотнения зернистого наполнителя формы. Цель достигается тем, что согласно способу изготовления литейных фор включающему заполнение огнеупорйым с пучим наполнителем зазора меаду ее металлическим опорным слоем и модель из которого производят отсос воздуха начиная со стороны,противоположной з грузке огнеупорного сыпучего наполнителя, отсос воздуха осуществляют п очередно или одновременно в противоположных и пересекающихся направлениях. На чертеже представлена форма, по перечный разрез. Форма состоит из опорного металли ческого слоя 1, который образован разъемной обечайкой, внутри которой установлена, например, пенополистиро ловая модель 2 со стержнем. Простран ство 3 между моделью и формой заполнено зернистым материалом. В обечайке выполнены отдельные полости 4камеры вакуумирования, соединенные с пространством между моделью и формой 3 вентами 8, а с устройством для отсоса воздуха 9 трубопроводами 10-17Литниковая чаша 18 служит для заливки металла в форму. Способ осуществляют следующим образом. В обечайку 1 устанавливают, напри.мер, неразъемную пенополистироловую модель 2 со стержнем,и пространство между моделью и формой 3 засыпают сыпучим огнеупорным материалом. Затем через полости k-J венты 8 и трубопроводы 10-17 осуществляют отсос воздуха с помощью устройства 9 из пространства между моделью и формой. Отсос воздуха осуществляют поочередно через полость 7, затем подключают полость 6, затем полость 5 и последнюю полость Ц, либо сразу через все полости одновременно. При этом попеременно изменяют направления отсоса воздуха, т.е. сначала через трубопроводы 10-12, затем через 13-15 и далее через трубопроводы 16 и 17. В показанном на чертеже варианте отсос воздуха осуществляют в трех направлениях, но возможно осуществление его в четырех и более направлениях для обеспечения уплотнения зернистого материала в зависимости от конфигурации модели и модельной оснастки. При отсосе воздуха пбочередно с двух противоположных направлений - происходит уменьшение объема песка до 5,6 после его уплотнения в тес. чение Реализация изобретения позволяет за счет попеременного изменения направления отсоса воздуха и воздушно-динамического эффекта осуществить интенсивное уплотнение формы без специального вибрационного оборудования, повысить качество отливок за счет увеличения жесткости формы и исключить брак отливок по поверхностным дефектам. Формула изобретения Способ изготовления литейной формы, включающий заполнение огнеупорным сыпучим наполнителем зазора между ее металлическим опорным слоем и моделью из которого производят отсос вйздуха, начиная со стороны противоположной загрузке огнеупорного сыпучего наполнителя, отличающийся тем, что, с целью интенсификации уплотнения наполнителя, отсос воздуха осуществляют поочередно или одновременно в противоположных и пересекающихся на- , правлениях. 5 Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 2(78kO, кл. В 22 D 15/00, 1976. 950i493 2.Патент Японии fP 50-8i 09, кл. В 22 С 9/02, опублик. 1971, 3.Авторское свидетельство СССР по заявке tf 2б5бб58/02, 5 кл. В 22 D 15/00, 1978.
fj
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения металлооболочковых форм | 1978 |
|
SU854571A1 |
| Металлооболочковая форма | 1978 |
|
SU854572A1 |
| Способ изготовления тиглей | 1975 |
|
SU531986A1 |
| Устройство для непрерывного получения полосы из расплава | 1990 |
|
SU1836841A3 |
| Способ изготовления литейных форм и опока для его осуществления | 1978 |
|
SU772683A1 |
| Способ изготовления литейных форм и устройство для его осуществления | 1980 |
|
SU908477A1 |
| Металлооболочковая форма | 1980 |
|
SU908504A1 |
| Способ изготовления отливок | 1981 |
|
SU952413A1 |
| Модель для вакуумной формовки | 1986 |
|
SU1371757A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1981 |
|
SU973214A1 |
