I
Изобретение относится к литейному производству и может быть использовано при литье в метаплооболочковые формы (облицованные кокили).
Известна конструкция металлооболочковой формы, в которой камера вакуумирования выполнена из отдельных изолированных друг от друга полостей, каждая из которых соединена с общим отводом воздуха через каналы, в которых соединена с общим отводом воздума через канал, в которых размещены поршни с возможностью возвратнопоступательного движения р}.
Возвратно-поступательное движение поршней может ыть обеспечено с помощью пневматического, рычажного и др. привода, который располагается под металлооболочХовой формой увеличивая ее габариты по высоте.
Цель изобретения - расширение кон структивных возможностей металлооболочковой формы при встраивании ее в автоматические линии.
Поставленная цель достигается тем, что поршни выполнены в виде поворот- ных золотников, на поверхности которых выполнена продольная- фигурная выемка.
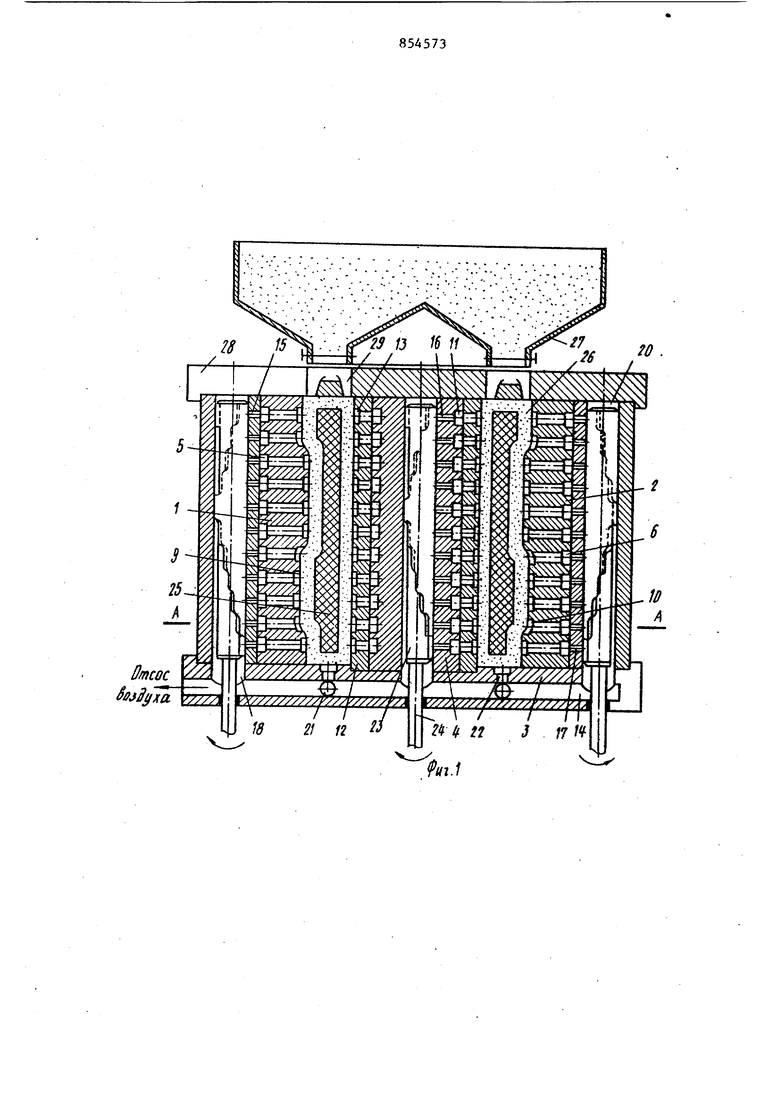
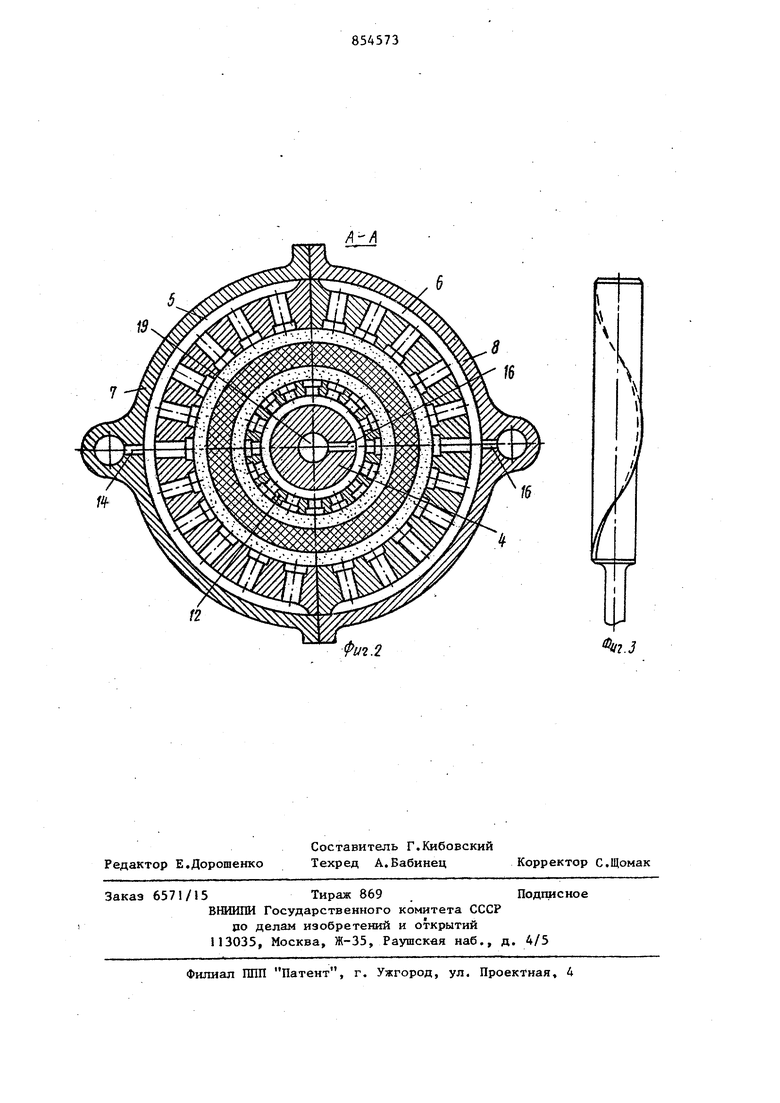
На фиг. i изображена форма общий вид; на фиг. 2 - сечение А-А на фиг.1{ на.фиг. 3 - золотник металлооболочковой формы.
Форма состоит, например, из двух
to полуформ I и 2, смоитированных на нижней плите 3, внутри которых разме-i. щен стержень 4. В каждой из полуформ 1 и 2 выполиесш изолированные друг от друга полости 5 и .6, конструктивно
15 офорнляе1« 1е полуобоймами 7 и 8, ас внутренней стороны в каждой вмонтированы венты 9 и 10. В стержне 4 выполнены изолированные друг от друга полости II, оформлеиные обоймой 12,
20 в которой вмонтированы венты 13.
Полости 5, II и 6 соединены с каналом 14 общего отсоса воздуха, выполнены в плите 3 через отверстия )5, 16 и 17, и каналы 18 19 и 20, выполненнь1е в полуфо1жах I и 2 и стер жне 4. С каналом 14 через кольцевой канал 21 соединены венты 22 в нижней части формы. Внутри каналов 18, 19 и 20 раз мещены три зoлotш кa 23 соединенные через штоки 24 с поворотным приводом (не показан). На поверхности золотника выполнена продольная выемка, ступенчат&я (фиг. 1) или спиральная (фиг, З), с учетог перекрытия при его повороте всех отвере-тй мелщу изолированными полостями и каналами. Внутри формы размещена пенополисти роловая модель 25 детали гильза. Между пеномоделью и формой помещен зернистый материал 26, например чистый кварцевый песок, для заполнения формы, для которого из бункера 27 в верхней плите 28 выполнено кольцевое загрузочное окно 29. Метаплооболочковая форма работает следующим образом. После сборки полуформ 1 и 2 с полубоймами 7 и 8 стержня 4 с обоймой I2 на плите 3 внутрь помещается пено полистироловая модель 25. Затем включается отсос воздуха че рез канал 14 в плите 3 и начинается загрузка зернистого материала 2Ь в форму из бункера 27 через кольцевое окно 29 в верхней плите 28. Одновременно с помощью привода через штоки 24 осуществляется поворот золатинков 23 в каналах 18, 19 и 20. При этом по мере загрузки формы песком путем поворота золотников осу ществляется последовательное подклю734чение полостей 5, 6 и 11 к общему от- сосу воздуха, выполненному в плите 3. В результате осуществляется последовательное вакуумирование формы: вначале через венты 22, а затем через венты 9, 10 и 12, полости 5, 6 и II, отверстия 15, 16 и 17 и каналы 18, 19 и 20. Применение поворотных золотников, для которых в качестве.привода могут служить, например, шестеренчатые передачи, уменьшает габариты металлооболочковой формы и позволяет расширить возможность ее применения в автоматических линиях. Металлооболочковая форма позволяет получить зкономический эффект в раз- . мере 10-12 руб. на 1 т. годного литья. Формула изобретения Металлооболочковая форма, включающая камеру вакуумирования, состоящую из отдельных, изолированных одна от другой полостей с помещенш 1ми в них поршнягш,каждая из которых соединена с отсосом воздуха через канал, отличающаяся тем, что, с целью расширения конструктивных возможностей формы при встраивании ее в автоматические линии, поршни выполнены в виде поворотных золотников, на поверхности которых выполнена продольная фигурная выемка. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке 2675458/02, кл. кл. В 22 D 15/00, 19.10.78. Отсос 2iH П J 1Щ
3
П
А16
.J
Фич.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлооболочковая форма | 1978 |
|
SU854572A1 |
| Металлооболочковая форма | 1980 |
|
SU908504A1 |
| Способ получения металлооболочковых форм | 1978 |
|
SU854571A1 |
| Способ изготовления литейной формы | 1980 |
|
SU950493A1 |
| Стопочная литейная форма | 1982 |
|
SU1066720A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |
| Механизм запирания форм многопозиционной литьевой машины | 1982 |
|
SU1058788A1 |
| Пресс-форма для изготовления изделий из пластмасс методом прямого прессования | 1980 |
|
SU903145A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ ФОРМЫ ВАКУУМНОЙ ФОРМОВКОЙ ПО МЕТОДУ А.П.АБАКУМОВА | 1992 |
|
RU2048236C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |