Изобретение относится к оборудованию для прокатного производства, в частности .к конструкциям устройств для осевой установки валков сортовой прокатной клети и ее поддержания в процессе прокатки, °и может быть использовано на всех сортовых и проволочных прокатных станах.
Известно устройство для стабилизации осевой установки валков прокатной клети, содержащее механизм осевой настройки валков, гидросистему торцового гидроподпора подшипни.ковых опор валков прокатной клети с трубопроводами псэдвода рабочей жидкости высокого давления к гидроЦилиндрам торцового подпора подшипниковых опор валков прокатной клети 1. Известное устройство обеспечивает Цезлюфтовую осевую установку валков а счет создания натяга в подшипниках в осевом направлении, причем натяг поддерживается постоянным в процессе прокатки и превышает максимальное суммарное усилие, необходимое для устранения люфтов в подшипниковой опоре, и осевое усилие от давления металла в процессе прокатки. Так как натяг поддерживается постоянным, причем осевое усилие поддерживается
очень высоким для создания большой жесткости в осевом направлении, упорные подшипники испытывают, длительные высокие нагрузки, за счет чего снижается их стойкость. .
Целью изобретения является повышение ртойкости упорных подшипников валков за счет снижения осевых нагрузрк на упорные подшипники.
10
Для достижения поставленной цели в известном устройстве Для стабилизации осевой установки валков прокатной клети, содержащем гидросистему торцового гидроцилиндра подшипниковых
15 onojf валков прокатной клети с трубопроводами подвода рабочей жидкости высокого давления к гидроцилиндрам торцового подпора подшипниковых опор валков прокатной клети, гидросистема
20 торцового гидроподпора дополнительно содержит регулятор давления и фотоэлектрический датчик осевой -установки валков, расположенной в прокатной клети напротив контрольного калибра,
25 причем выходы фотоэлектрического датчшса соединены с входом регулятора давления, выходы которого соединены с входами гидросистемы торцового гидропрдпора подшипниковых опор валков
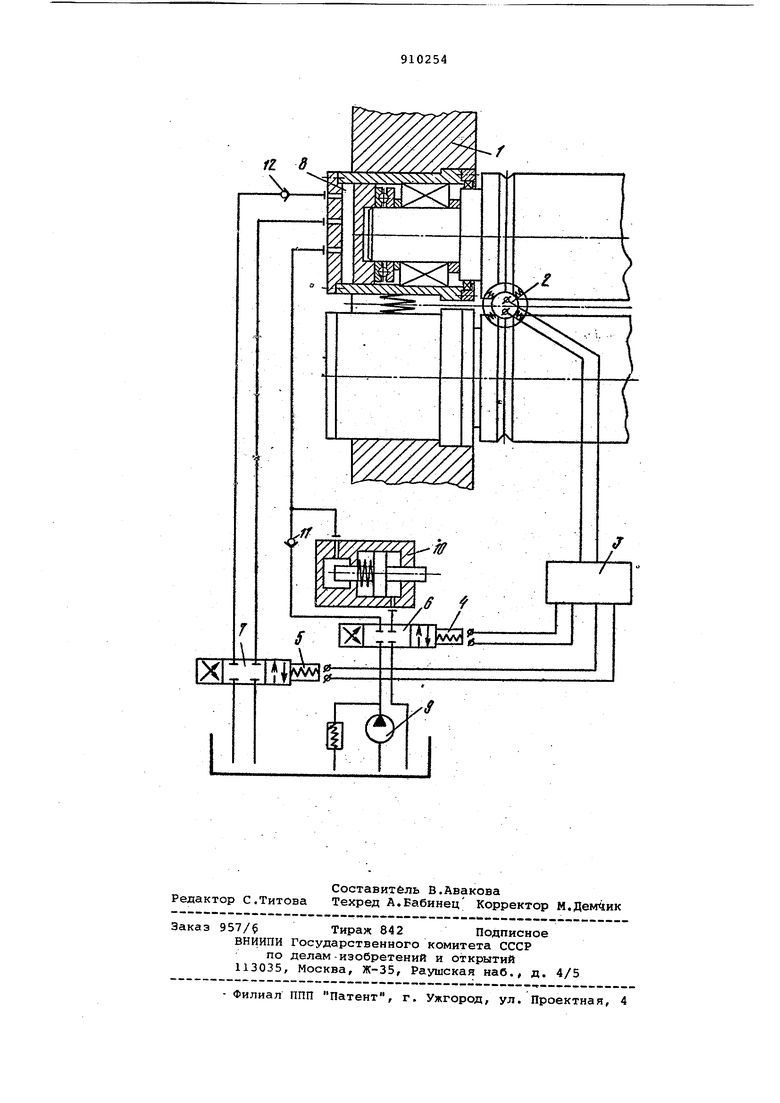
30 прокатной клети. На чертеже изображено предлагаемое устройство-о В прокатной клети 1 против контр лируемого калибра установлен фотоэл трический датчик 2 осевой установк валков. Фотоэлектрический датчик 2 через регулятор 3 давления последовательно подключен к электромагнитны Ьеле 4 и 5, Электромагнитное реле 4 управляет распределителем б, а реле 5 распределителем 7, Гидросистема подключения гидроцилиндра 8 торцовог .гидроподпора валков содержит насос 9 распределитель б и 7, преобразовател 10 давления, обратный клапан 11 и клапан 12 максимального давления, которые трубопроводами соединены с гидроцилиндром 8 торцового гидроцилиндра валков. Устройство работает следующим образом. Окончательную осевую настройку валков производят с использованием фотоэлектрического датчика 2 и механизма осевой установки валков, пос чего в гидроцилиндр 8 торцового гидр подпора подают от насоса 9 по трубопроводам некоторое -начальное давлени РО, необходимое и достаточное для вы бора люфтов в осевом направлении, причем это давление подбирают минималЬЕ ыг4, в процессе работы возникающее осевое смещение валков регистрируется- датчиком 2, который при помощи электромагнитного реле 4 производит переключение давления от насоса 9 к преобразователю 10 давления, где давление увеличивается, и в гидроцилиндр 8 подается повышенное давление (РО+ АР) , причем его величина должна обеспечить возврат валков в исходное положение.. Одновременно может также включаться световая или звуковая сигнализация. Момент возврата валков в исходное (правильное) положение также .регистрируется датчиком 2, который включает реле 5, управляющее распределителем 7, в результате чего производится сброс повышенного давления из гидродилиндра 8, в котором устанавливается пер воначальное давление Р. Клапан 12 максимального давления предохраняет систему от превышения давления выше допустимого. В качестве преобразователя 10- давлении может быть использован сервомеханизм обеспечивающий повышение давления в гидроцилиндре пропорционально смещению валков. Если в процессе прокатки получается так, что повышенное давление включается очень часто, необходимо произвести корректировку осевой настройки или увеличить первоначальное давление Р . Так как большую часть времени в гидросистеме торцового подпора действует пониженное давление, то упорные подшипники также большую часть времени работают с уменьшенной нагрузкой, за счет чего улучшаются условия их работы и повБшается стойкость, сокращаются простои стана на перевалку клетей. Использование предложенного устройства позволит повысить стойкость подшипников и сократить простои стана на перевалку клетей на 5-10%, повысить производительность на 1-2%f а также автоматизировать процесс осевой настройки валков.. Экономический эффект от внедрения составит около 100000 руб. в год на одном стане. Формула изобретения Устройство для стабилизации осевой установки валков прокатной клети, содержащее механизм осевой настройки валков, гидросистему торцового гидроподпора подшипниковых опор валков прокатной клети с трубопроводами подвода рабочей жидкости высокого давления к гидроцилиндрам торцовбго подпора подшипниковых опор валков пр окатной клети., отличающее.с я тем, что, с целью повышения стойкости упорных подшипников валков, гидррсистема торцового гидропЬдпора дополнительно содержит регулятор давления и фотоэлектрический датчик осевой установки валков, расположенный в прокатной клети напротив контрольного калибра, причем выходы .фотоэлектрического датчика соединены с входами регулятора давления, выходы которого соединены с входами гидросистемы торцового гидроподпора подшипниковых опор валков прокатной клети . Источники информации, принятые во внимание при экспертизе 1. Труды ВНИИМЕТМАШ. М., 1974, сб. №36, С. 365-374 (прототип) . 
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел валка рабочей клети | 1980 |
|
SU994067A1 |
| Механизм установки валков вертикальной клети штрипсового стана | 1980 |
|
SU863033A1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Устройство для автоматической коррекции осевой настройки валков сортопрокатной клети | 1981 |
|
SU969344A1 |
| Устройство для адаптивной настройкиРЕгуляТОРА ТОлщиНы пРОКАТА HA ТРЕбуЕМыйпАРАМЕТР | 1976 |
|
SU806187A1 |
| Устройство для измерения раствора валков в процессе прокатки | 1978 |
|
SU759164A1 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU882672A1 |
| Валковая опора прокатной клети | 1980 |
|
SU933141A1 |
| Устройство для осевой установки прокатных валков | 1987 |
|
SU1687027A3 |
| Устройство для автоматического регулирования разнотолщинности проката | 1978 |
|
SU766691A1 |