I
Изобретение касается обработки ме-лов давлением и относится к куз-нечно-прессовому оборудованию.
Известно устройство для вытяжки полых заготовок, содержащее ползун с пуансоном-и кольцевую матрицу-филь-еру tl.
Недостатком этого устройства является низкое качество штампуемых деталей, обусловленное тем, что в процессе вытяжки между матрицей и заготовкой возникают большие силы ; трения, и поэтому возможен прорыв донышка и задиры поверхности деталей . Происходит также интенсивный износ матриц, который прогрессирует из-за их перегрева.
Наиболее близок к предлагаемому устройство для вытяжки полых заготовок, содержащее пуансон, закрепленный на ползуне, и матрицу в виде набора роликов, свободно устаноь ленных на осях и связанных с приводом посредством конических зубчатых колес, жестко закрепленных на роликах 2.
Недостатком этого устройства является низкое качество штампуемых деталей, обусловленное тем, что вследствие упругой деформации и износа опор роликов между ними (в стыке) образуется зазор, и на деталях появляются продольные выступы.
. Цель изобретения - повышение ка10 .честна штампуемых деталей за счет ликвидации зазора между роликами при износе их опор.
Указанная цель достигается тем, что в устройстве для вытяжки полых
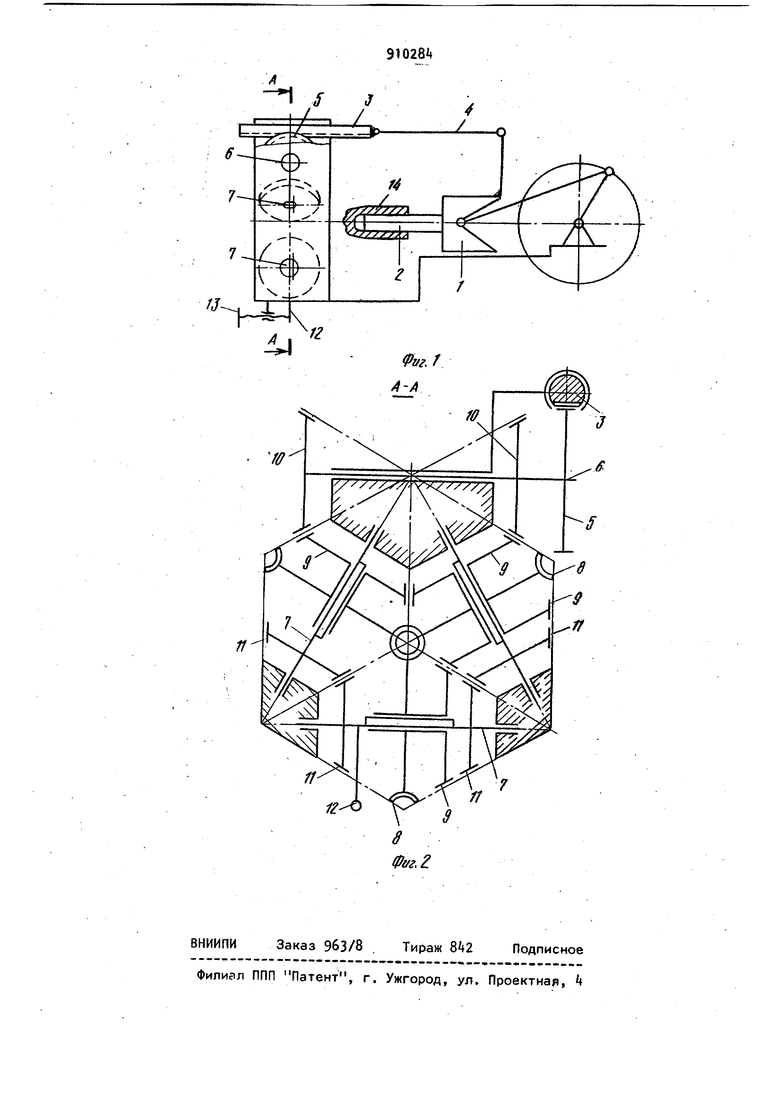
15 заготовок, содержащем пуансон, закрепленный на ползуне, и матрицу в виде набора роликов, свободно установленных на осях и связанных с приводом посредством конических зуб20чатых колес, жестко закрепленных на роликах. Оси роликов выполнены эксцентричными и кинематически связаны между собой. При этом устройство снабжено закрепленным на одной из осей роликов водилом с нажимным вин том, а также дополнительными зубчатыми колесами, составляющими кинема тическую связь между осями роликов. На фиг. 1 изображен общий вид ус ройства; на фиг. 2 показан разрез п А-А фиг.1. Устройство содержит ползун 1, за репленный на нем пуансон 2, привод «в виде зубчатой рейки 3, связанной при помощи соединительного звена А ползуном t, и связанной с рейкой 3 шестерни 5, жестко закрепленной на валу 6; матрицу в виде свободно установленных на эксцентричных осях 7 роликов 8, которые связаны с привод . посредством конических зубчатых колес 9, закрепленных на роликах 8, и жестко закрепленных на валу 6 конических зубчатых, колес 10. Оси 7 кинематически связаны между собой пос редством закрепленнь1х на них дополнительных конических зубчатых колес IT, на одной . из кото| ых закреплено водило 12 с нажимным винтом 13. Устройство работает следующим,образом. Полую заготовку 14 надевают на пуансон 2. При рабочем ходе ползуна 1 рейка 3 вращает шестерню 5, от которой движение через вал 6 передается зубчатым колесам 10, приводящим в движение зубчатые колеса 9 и ролики 8. При протягивании заготовки Н через вращающиеся ролики 8 уве личивается ее высота, т.е. происходит вытяжка. Размеры шестерни 5 согласованы с размерами роликов 8 так, что окружная скорость последних равна скорости пуансона 2, и поэтому прорыв донышка или повреждение поверхности изделия из-за разности скоростей-ролика 8 и пуансона 2 исключается. При износе подшипников в опорах роликов 8 в стыке между ними образуется зазор, вследствие чего на боковой поверхности штампуемых деталей появляются продольные выступы. Для устранения зазора между роликами 8 перед началом работы (до вытяжки) воз действуютвинтом 13 на водило 12. Оси 7 поворачиваются при взаимодей.ствии зубчатых колес 9 между собой, а средние (эксцентричные) части осей сближаются, благодаря чему ролики 8 также сближаются друг с другом. Это позволяет не только ликвидировать зазор в стыках между роликами 8, но и создать предварительный натйг между ними, предотвращающий раскрытие стыка роликов 8. . Предложенное устройство позволяет значительно повысить качество штампуемых деталей благодаря ликвидации J3a3opa между роликами, появляющегося в результате износа опор подшипникоф роликов, и устранению продольных выступов на боковой поверхности деталей. Формула изобретения Устройство для вытяжки полых заготовок, содержащее пуансон, закрепленный на ползуне, и матрицу в виде набора роликов, свободно установлен-. ных на осях и связанных с приводом посредством конических зубчатых колес, жестко закрепленных на роликах, отличающееся тем, что, с целью повышения качества штампуемых деталей за счет ликвидации зазора между роликами при износе их опор, оси роликов выполнены эксцентричными и кинематически связаны между собой, при этом устройство снабжено закрепленным на одной из осей роликов водилом с нажимным винтом, а также дополнительными зубчатыми колесами, составляющими кинематическую связь между осями роликов. Источники информации, принятые во внимание при экспертизе 1.Мансуров А. М. Технология горячей штамповки. М., Машиностроение, 197Ь с. 186, рис. 162. 2.Авторское свидетельство СССР № , кл. В 21 С 3/08, 29.03.7t (прототип).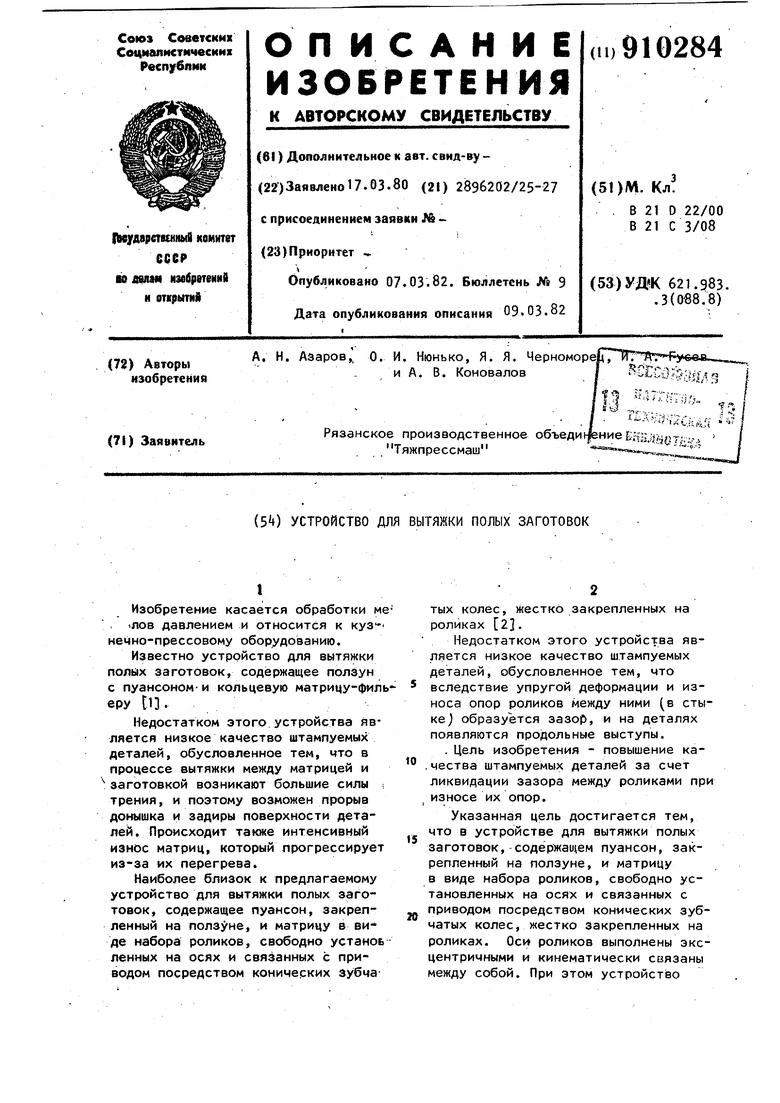
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки полых деталей | 1979 |
|
SU912349A1 |
| Устройство для глубокой вытяжки | 1982 |
|
SU1049141A1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ ЛИСТОВЫХ ИЗДЕЛИЙ | 2003 |
|
RU2255828C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Роторно-конвейерная машина | 1985 |
|
SU1286428A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
| Навивочное устройство автомата для изготовления спиральных пружин | 1977 |
|
SU657894A1 |
| Автомат для изготовления деталей из проволоки | 1991 |
|
SU1787630A1 |
| Штамп для вырубки и вытяжки деталей с фланцем | 1982 |
|
SU1039613A1 |
| РОТОРНАЯ МАШИНА ДЛЯ ШТАЛ1ПОВОЧНЫХ ОПЕРАЦИЙ | 1966 |
|
SU186381A1 |