1
Изобретение относится к литейному производству, в частности к способам изготовления литейных форм (преимущественно средних и высоких) прессованием.
Известен способ изготовления форм, включающий заполнение модельно-опочной оснастки и камеры с прессовыми элементами, установленной по периметру опоки, имеющей в боковых . стенках окна, смесью с последующим уплотнением путем прессования гибкой диафрагмой Щ.
Однако данным способом невозможно получить формы с высоким удельным давлением (например, выше 7 кг/см 7 и вакуумировать смесь через стенки опоки, что снижает качество изготавливаемых форм.
Известен способ изготовления форм, включающий заполнение модельно-опочной оснастки смесью и уплотнение ее через окна с двух противоположных сторон опоки 2 3.
Однако в известном способе не обеспечивается прессование полуформы со всех четырех сторон, что снижает равномерность и качество уплотнения .
Целью изобретения является улучшение качества уплотнения полуфор.-ы.
Цель достигается тем, что согласно способу, включающему заполнение модельно-опочной оснастки формовочной смесью с последую1цим уплотнением путем прессования сверху и через окна с двух противоположных сторон опоки, прессование осуществляют допол10нительно с двух других противоположных сторон опоки с отсосом воздуха из полуфорьы через все плиты.
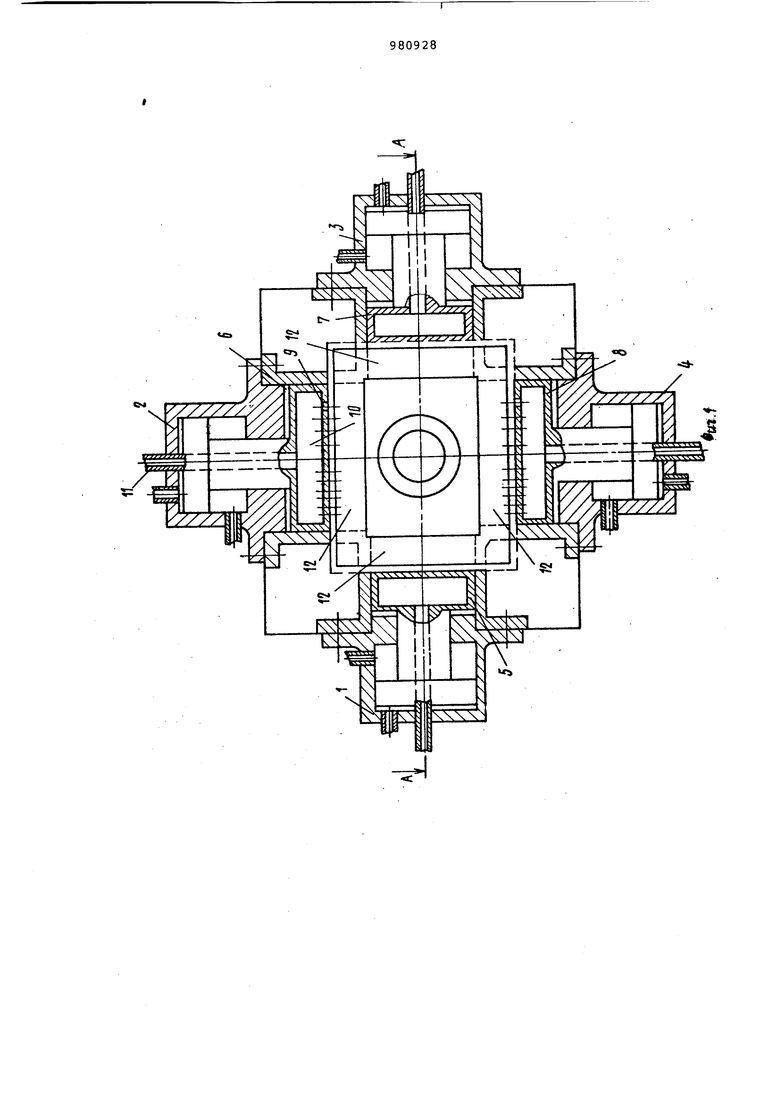
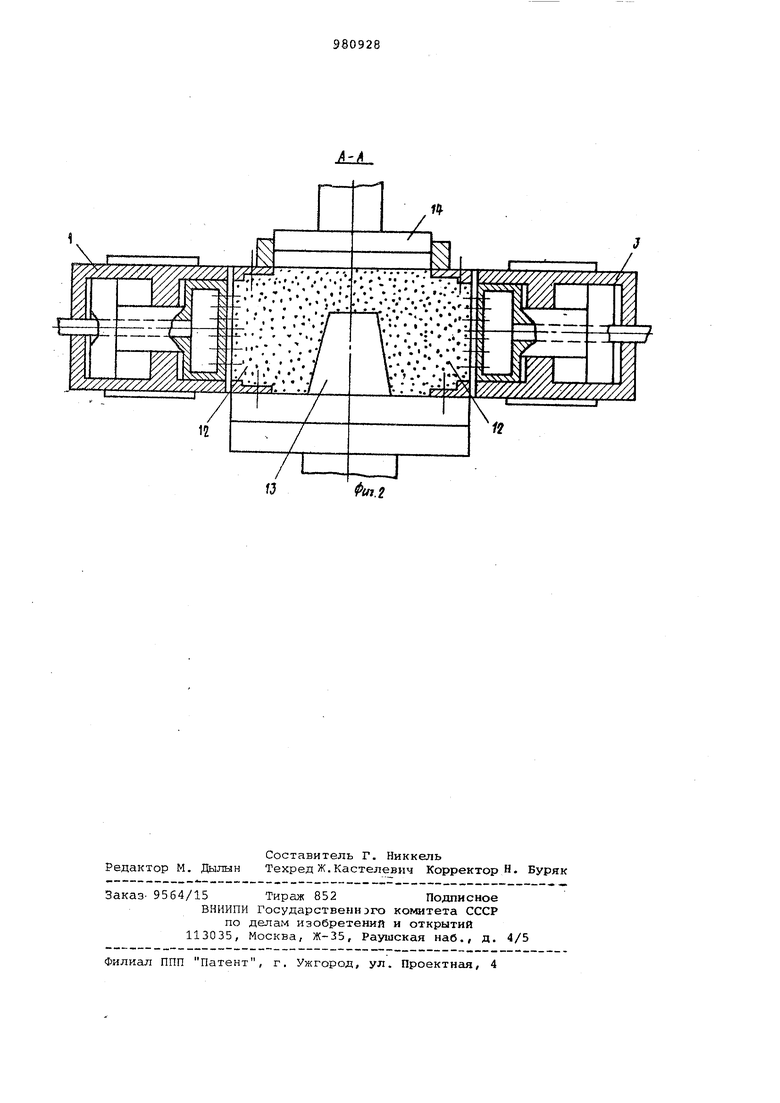
На фиг. 1 изображено устройство для осуществления предлагаемого спо15соба, обисий вид в плане ; на фиг.2 разрез А-А на фиг. 1.
Устройство для осуществления предлагаемого способа включает формовочную камеру, в которой с четырех сто20рон встроены поршневые циЛиндры 1, 2, 3 и 4,.на штоках которых закреплены прессовые полые плиты 5,6, 7 и 8 с отверстиями 9, полостью 10 и каналами 11, соединенными с вакуумной системой (не показаноJ. Камера охватывает опоку с боковыми стенками 12, в каждой из которых выполнены окна.,
Способ осуществляется следующим
30 образом.
Опоку, с модельным комплектом 13 устанавливают в формовочную камеру, прессовые полые плиты 5, 6, 7 и В которой разжаты, и- заполняют формовочной смесью.После засыпки подйодится прессовая колодка 14. Включением пориневых цилиндров 1, 2, 3 и 4 прессовые плиты 5, 6, 7 и 8 и прессовая колодка 14 сжимают смесь. Через отверстия 9 полых плит в камере во время засыпки и прессования происходит отсос воздуха из полуформл.
Таким образом происходит уплотнение смеси вокруг модели со стороны стенок опоки прессовыми плитами и сверху прессовой колодкой с одновременным отсосом воздуха. Далее известным способом производят вытяжку модели.
Изготовление литейных форм прессованием предпагаемым способом имеет преимущества: прессование вокруг модели со всех сторон обеспечивает равномерное уплотнение смеси и улучЫенное качество форм; процесс отсоса воздуха из полуформы в процессе засыпки и прессования смеси улучшает текучесть смеси, уменьшает усилие прессования и улучшает качество уплотнения , усилия прессования не
действуют йа опоку, что упрощает ее конструкцию вес; улучшаются условия сутствуют шум и пыль.
Экономический эффект предлагаемого способа в хозяйство составляет 94
Формула изобретения
Способ изготовления литейных фор включающий заполнение модельноопочной оснастки формовочной смесью с последуюЕЧИМ уплотнением путем пресования плитами сверху и через окна с двух противоположных сторон опоки, отличающий ся тем что, с целью улучшения качества уплотнения полуформл, прессование осуществляют дополнительно с двух других противоположных сторон опоки с отсосом воздуха из полуформы через все плиты.
Источники информации, принятые во внимание при экспертизе
1.Патент ОНА 2864136, кл. 164-171, опублик. 1958.
2.Авторское свидетельство СССР 329955, кл.-В 22 С 21/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| Способ изготовления литейных форм | 1982 |
|
SU1052314A1 |
| Способ изготовления литейных форм | 1977 |
|
SU1119768A1 |
| Способ изготовления литейных форм | 1988 |
|
SU1565572A1 |
| Способ изготовления разъемных магнитных форм и модельная плита для его осуществления | 1986 |
|
SU1388188A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1992 |
|
RU2033291C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Способ изготовления литейных форм | 1988 |
|
SU1613242A1 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| Прессово-встряхивающая формовочная машина | 1982 |
|
SU1090489A1 |