Изобретение относится к полиграфической технике, в частности к оборудованию для обработки пробельных участков ротационных и плоских стереотипов.
Известна фрезерная головка пробельно-фрезерного станка, содержащая гильзу и расположенный в ней полый шпиндель, несущий режущий инструмент 1 .
Недостатком известного устройства является сравнительно низкая производительность при обработке различных по ширине пробельных йчастков стереотипов, возникающая за счет потерь времени на смену фрез нужного диаметра (что требует остановки станка) или на осуществление многократных проходов фрезой малого диаметра.
Целью изобретения является повышение, производительности станка пуfeM обеспечения возможности переналадки ширины фрезерования в процессе работы станка.
Цель достигается тем, что фрезерная головка пробельно-фрезерного станка, содержащая гильзу и расположенный в ней полый шпиндель, несущий режущий инструмент, имеет механизм
радиального перемещения режущего инструмента относительно вращения шпинделя, состоящий из штбка, ползуна, на котором закреплен режущий
5 инструмент, противовеса и привода для осевого перемещения штока, причем последний размещен внутри шпинделя и соединен с ползуном и противовесом посредством пары двуплечих
10 рычагов, а на шпинделе имеются направляющие, расположенные в плоскости , перпендикулярной оси шпинделя, в которых установлены ползун и противовес.
15
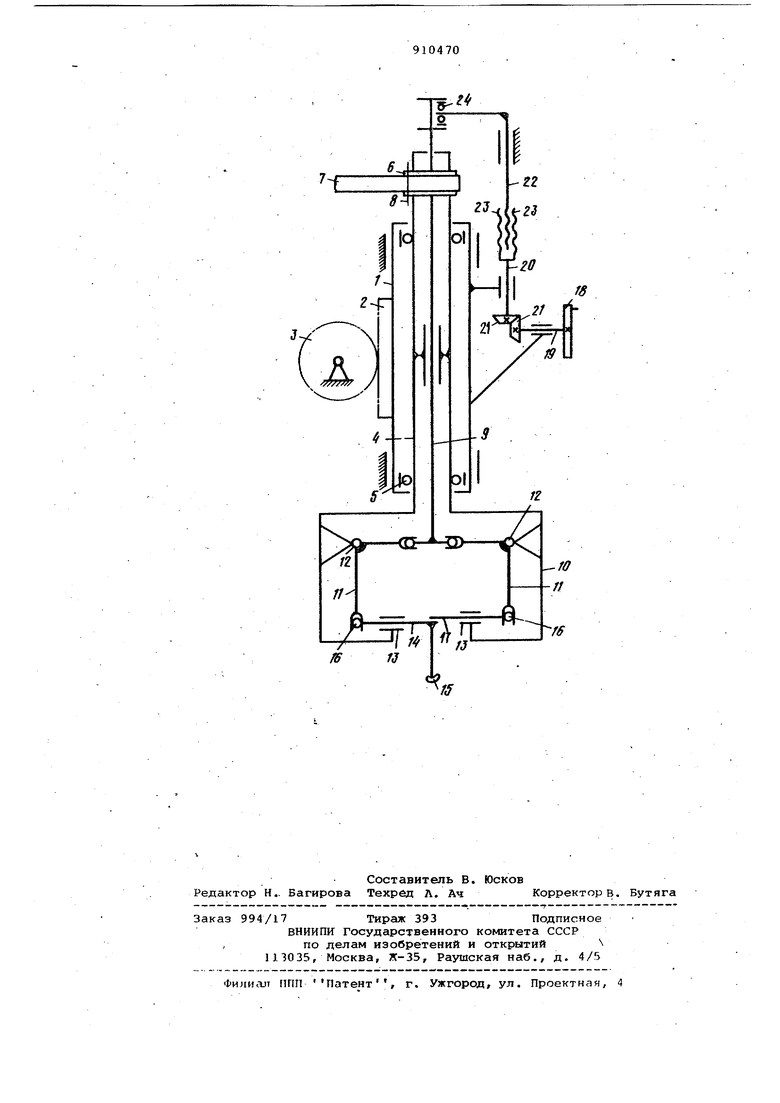
На чертеже изображ.ена кинематическая схема фрезерной головки фрезерно-пробельного станка.
Фрезерная головка фрезерно-пробельного станка имеет гильзу 1
20 шпинделя, расположенную вертикально и содержащую на боковой поверхности зубчатую рейку 2, сопряженную с зубчатой шестерней 3 механизма осевого перемещения гильзы шпинделя, шпин25дель 4, посаженный на подшипники 5 и установленный внутри гильзы 1; шкив б, приводимый во вращение плоским ремнем 7 привода шпинделя,
передает вращательное движение с /.
помощью скользящей шпонки 8 шпинделю 4; шток 9, обладающий возможностью одновременного совершения дпух видов движения (вращательного и 1юс;тупательно-реверсивного в осевом направлении) соединяется в наконечнике 10 шпинделя с одноименHiJMH ппечами одинаковых двуплечих ричагов 11, установленных на симметрично расположенных осях 12, при|крепленных к внутренней части стен ки наконечника 10 шпинделя с направляющими 13; ползун 14, на которо .закреплена фреза 15, соединен с одним вильчатообразным плечом рычага 11. посредством пальца 16, с вторыми вильчатообразным плечом рычага 11 посредством пальца 16 соединен противовес 17.
Устройство снабжено приводом, содержащим маховик 18, установлен ный н-а горизонтальном- валу 19, соединенном с вертикальным валом 20 посредством двух конических шестерен 21. Толкатель 22 -одним концом- при прмощи винтовой пары 23 соединен с вертикальном валом 20, от которого посредством вращения маховика 18 происходит .зави-нчивание или развинчивание сопряженных элементов винтовой пары 23, а другой конец толкателя 22 содержащий подшипник 24, взаимодействует с дисковыми площадками штока
Устройство работает следуюшим образом.
Привод шпинделя плоским ремнем 7 приводит во вращение шкив 6, который передает посредством скользящей шпонки 8 крутящий момент шпинделю 4/ посаженному на подшипйики 5 и совершсшэщему в результате этого вращение. В это время, поворачивая маховик 18 по часовой стрелке, сообщают через горизонтальный вал 19, конические шестерни 21 вращательное движение вертикальному валу 20, вращение которого производит завинчивание сопряженных элементов пары 23 сопровождаемое опусканием толкателя 22, который подшипником 24 надавливает на нижнюю дисковую площадку штока 9 и перемещает его вниз.. Нижний конец штока 9 воздействует на плечи рычагов 11, поворачивая их относительно осей 12, первый по часовой стрелке, а второй против часовой стрелки, другие плечи этих рычагов вильчатообразными концами контактируют с пальцами 16 ползуна 14 с закрепленной на нем фрезой 15 и противовеса 17 и перемещают их в радиальном направлении в направляющих J3. При -.п ом ползун 14 с фг--. 15 перемегцаютгя ь Л(:вую сторону, а противовес: -, i; t;x;-::.-;o сторону. Вращение махорико .18 г.роизводится до тех пор, пока не булет установлена необходимая ширина фрезерования. После этого нажимают на меха. Низм осевого перемещения гильзы .шпинделя, который начинает вращать - по часовой стрелке шестерню 3, наQ ходящуюся.в зацеплении с зубчатой рейкой 2, перемещая тем самым вниз гильзу 1 шпинделя с установленным в ней шпинделем 4.. Как только фреза 15 коснется поверхности стереотипа, начнется непосредственно процесс
5 обработки пробела. Переналадку ширины фрезерования можно осуществлять и непосредственно в процессе обработки пробельных участков -стереотипов.
0 Положительный эффект от использования изобретения выражается повышением производительности фрезернопробельных станков за-счет механизации подготовительно-заключительных
5 процессов.
Формула изобретения
Фрезерная головка пробельно-фрезерного станка, содержащая гильзу и расположенный в ней полый шпиндель, несущий.режущий инструмент, отличающаяся тем, что, с Целью повышения производительности станка
путем обеспечения возможности переналадки ширины фрезерования в процессе работы, она имеет механизм ради.ального, перемещения .режущего инструмента относительно оси враще0 НИН шпинделя, состоящий из штока, ползуна, на котором закреплен режущий инструмент, противовеса и привода для осевого перемещения щтока, причем последний размещен внутри
5 шпинделя и соединен с ползуном и противовесом посредством пары двух рычагов, а на шпинделе имеются направляющие, расположенные в плоскости, перпендикулярной оси, шпинделя,
Q в которых установлены ползун и противовес. I
Источники информации, принятые во внимание при экспертизе 1. Грибов. А.В. и Розенфельд П. Я..
Стереотипное и Фотомеханическое
оборудование.-М,, Книга, 975, с. 94 (прототип).
/ fS
р-V T-r НГFL
y/f
V
/j
| название | год | авторы | номер документа |
|---|---|---|---|
| Планетарная головка | 1974 |
|
SU515595A1 |
| Копировальная фрезерно-шлифовальная головка | 1976 |
|
SU662279A1 |
| Прецизионный станок для фрезерования пазов с точным шагом между ними | 1939 |
|
SU55497A1 |
| Фрезерный станок для изготовлениядЕРЕВяННыХ фАСОННыХ издЕлий | 1979 |
|
SU804434A1 |
| Фрезерная головка | 1985 |
|
SU1268314A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Фрезерная головка | 1990 |
|
SU1798058A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Копировальная фрезерно-шлифовальная головка | 1987 |
|
SU1442335A2 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |