(54) ШТАМП ДЛЯ ЗАГИБКИ ФЛАНЦА
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| Штамп для вытяжки полых изделий | 1979 |
|
SU845971A1 |
| Штамп для изготовления деталей из листового материала | 1985 |
|
SU1294415A1 |
| Штамп для листовой штамповки | 1982 |
|
SU1091964A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1970 |
|
SU262606A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для отбортовки полых корпусных деталей | 1983 |
|
SU1110516A1 |
| Штамп для вытяжки полых изделий | 1990 |
|
SU1773533A1 |

1
Изобретение относится к обработке металлов давлением и касается, в част ности, конструкции штамповой оснастки для загибки фланш на полой детали.
Известен штамп для загибки фланца, содержащий пуансои, матрицу и подпружиненные прижим и вкладыши с клиновыми поверхностями tl .
Недостатком этого штампа является низкая точность штампуемых деталей, обусловленная тем, что загибка фланпа на этом штампе производится в свободном состоянии заготовки.
Наиболее близким по технической сущности и достигаемому результату к изобретению 5тляется штамп для загибки фланца, содержащий подвижную и неподвижную плиты, установленные на подвижной плите пуансон и прижим, секционную матрицу и фиксатор, 2 .
Недостатком этого штампа является его сложность вследствие наличия большого количества подвижных деталей, требующих тщательной подгонки для
обеспечения правильного их взаимодействия. Рабочие детали штампа : наружн ные ползушки (пуансон) и внутренние ползушки (матрицы) движутся ot кшпгьев в направлении, перпендикулярном движению ползуна пресса, в результате чего только часть усилия пресса идет на формообразование.
Целью изобретения является упро. щение конструкции штампа.
Указанная цель достигается тем, что в штампе для загибки фланца, содержащем подвижную и неподвижные плиты, установленные на подвижной плите пуанtsсон и прижим, секционную матрицу и фиксатор, пуансон жестко связан с подвижной плитой, матрица подпружинена к этой плите, а составляющие ее секции связаны с пуансоном с возможностью
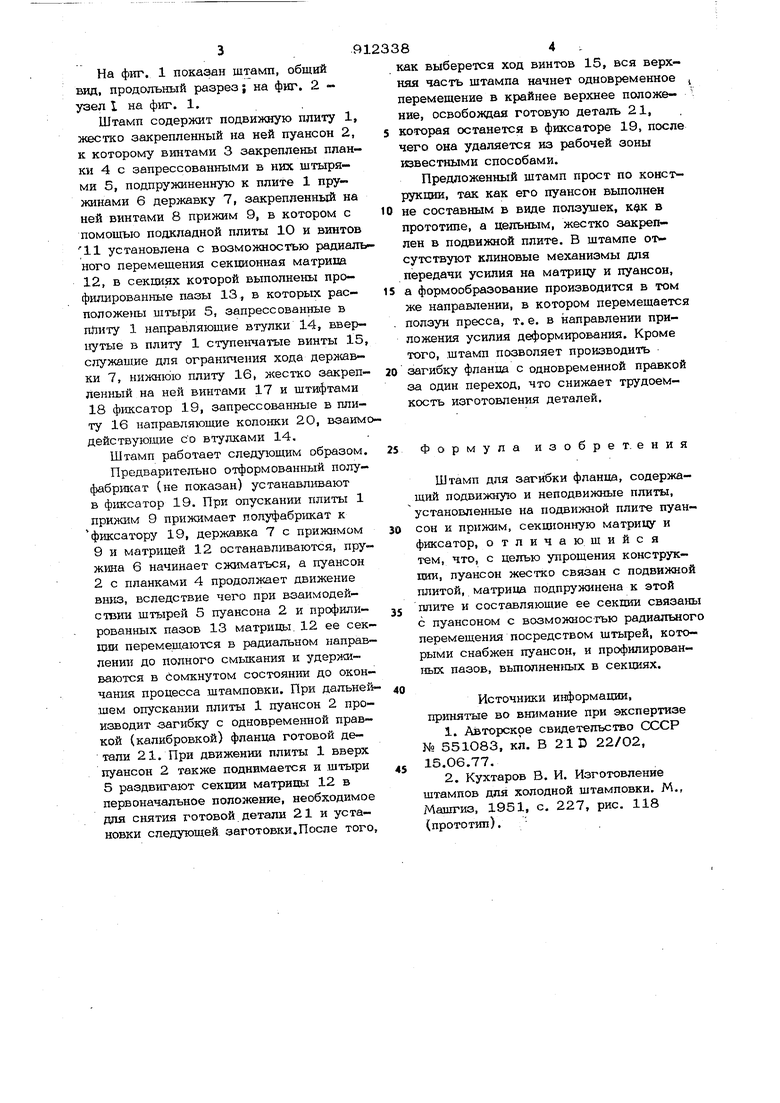
30 радиального перемещения посредством штырей, которыми снабжен пуансон, и профилированных пазов, вьшолненнъгх в секшкгх. На фиг. 1 показан штамп, общий вид, продольный разрез; на фиг. 2 - узел 1 на фиг. 1. Штамп содержит подвижную плиту 1, жестко закрепленный на ней пуансон 2, к которому винтами 3 закреплены планки 4 с запрессованными в них штырями 5, подпружиненную к плите 1 пружинами 6 державку 7, закрепленный на ней винтами 8 прижим 9, в котором с помошыо подкладной плиты 10 и винтов 11 установлена с возможностью радиаль ного перемещения секционная матрица 12, в секциях которой выполнены профилированные пазы 13 в которых расположешз штыри 5, запрессованные в пЛиту 1 направляющие втулки 14, ввернутые в плиту 1 ступенчатые винты 15 служащие для огран1гчения хода дерясавки 7, нижнюю плиту 16, жестко закрепленный на ней винтами 17 и штифтами 18 фиксатор 19, запрессованные в плиту 16 направляющие колонки 2О, взаим действующие со втулками 14, Штамп работает следующим образом. Предварительно отформованный полуфабршсат (не показан) устанавливают в фиксатор 19. При опускании плиты 1 прижим 9 прижимает полуфабрикат к фиксатору 19, державка 7 с прижимом 9 и матрицей 12 останавливаются, пружина 6 начинает сж11маться, а пуансон 2 с планками 4 продолжает движение вниз, вследствие чего при взаимодействии штырей 5 пуансона 2 и профилированных пазов 13 матрицы. 12 ее секшш перемещаются в радиальном направлении до полного смыкания и удерживаются в бомкнутом состоянии до окончания процесса штамповки. При дальней шем опускании плиты 1 пуансон 2 производит загибку с одновременной правкой (калибровкой) фланца готовой детали 21. При движении плиты 1 вверх пуансон 2 также поднимается и штыри 5 раздвигают секции матрицы 12 в первоначальное положение, необходимое для снятия готовой детали 21 и установки следующей заготовки.После того. 9 84 . ак выберется ход винтов 15, вся верхняя часть штампа начнет одновременное перемещение в крайнее верхнее положа- ние, освобождая готовую деталь 21, которая останется в фиксаторе 19, после чего она удаляется из рабочей зоны известными способами. Предложенный штамп прост по конструкшш, так как его пуансон выполнен не составным в виде ползушек, в прототипе, а цельным, жестко закреплен в подвижной плите. В штампе от сутствуют клиновые механизмы для передачи усилия на матрицу и пуансон, а формообразование производится в том же направлении, в котором перемещается ползун пресса, т. е. в направлении приложения усилия деформирования. Кроме того, штамп позволяет производить загибку фланца с одновременной правкой за один переход, что снижает трудоемкость изготовления деталей. Формула изобрет. ения Штамп для загибки фланца, содержащий подвижную и неподвижные плиты, установленные на подвижной плите пуансон и прижим, секционную матрицу и фиксатор, отличающийся тем, что, с цеяью упрощения конструкции, пуансон жестко связан с подвижной плитой, матрица подпружинена к этой плите и составляющие ее секции связаны с пуансоном с возможнос-гью радиального перемещения посредством штырей, которыми снабжен пуансон, и профилированных пазов, вьшолненных в секциях. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 551О83, кп. В 21 D 22/О2, 15.06.77. 2.Кухтаров В. И. Изготовление штампов для холодной штамповки. М., Машгиз, 1951, с. 227, рис. 118 (прототип).
