(54) ПРЕСС ДЛЯ СКЛЕИВАНИЯ ФАНЕРНЫХ ЗАГОТОВОК «НА ЗУБЧАТЫЙ ШИП
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для склеивания абразивных лент | 1974 |
|
SU486987A1 |
| УСТРОЙСТВО для СОЕДИНЕНИЯ «встык» ЗАГОТОВОК ИЗ ЛИСТОВОГО ОБРЕЗИНЕННОГО МАТЕРИАЛА | 1969 |
|
SU250442A1 |
| Поточная линия для сборки заготовки верха обуви | 1981 |
|
SU1233853A1 |
| Пресс для склеивания заготовок по длине | 1976 |
|
SU642172A1 |
| Устройство для подачи заготовок | 1985 |
|
SU1296368A1 |
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |
| Пресс для склеивания листовыхМАТЕРиАлОВ | 1979 |
|
SU829422A1 |
| ГИБОЧНЫЙ СТАНОК | 1973 |
|
SU367932A1 |
| Устройство для соединения брусковых элементов по длине | 1982 |
|
SU1054057A1 |
| Установка для склеивания деревянных брусков на продольный зубчатый шип | 1989 |
|
SU1639966A1 |
1
Изобретение относится к устройствам для изготовления фанерных заготовок и может быть использовано в деревообрабатывающей промышленности.
Известен пресс для склеивания фанеры, включающий станину, нагреваемью плиты, силовой цилиндр 1.
Известен пресс для склеивания фанерных заготовок, включающий станину, стол, прижим и силовые цилиндры 2.
Недостатками известных прессов являются невозможность качественного соединения «на зубчатый щип фанерных заготовок. В частности в известных прессах не достигается одновременно равномерное распределение давления по.длине соединяемых кромок и принудительное совмещение боковых кромок склеиваемых заготовок диагонального раскроя.
Цель изобретения - повышение качества склеиваемых заготовок.
Поставленная цель достигается тем, что пресс снабжен подвижной скобой, в которой установлены шарнирный прижим и пневмо- цилиндр с опорнымбашмаком на штоке, а на столе пресса закреплен ловитель в виде пластины с коническим пазом.
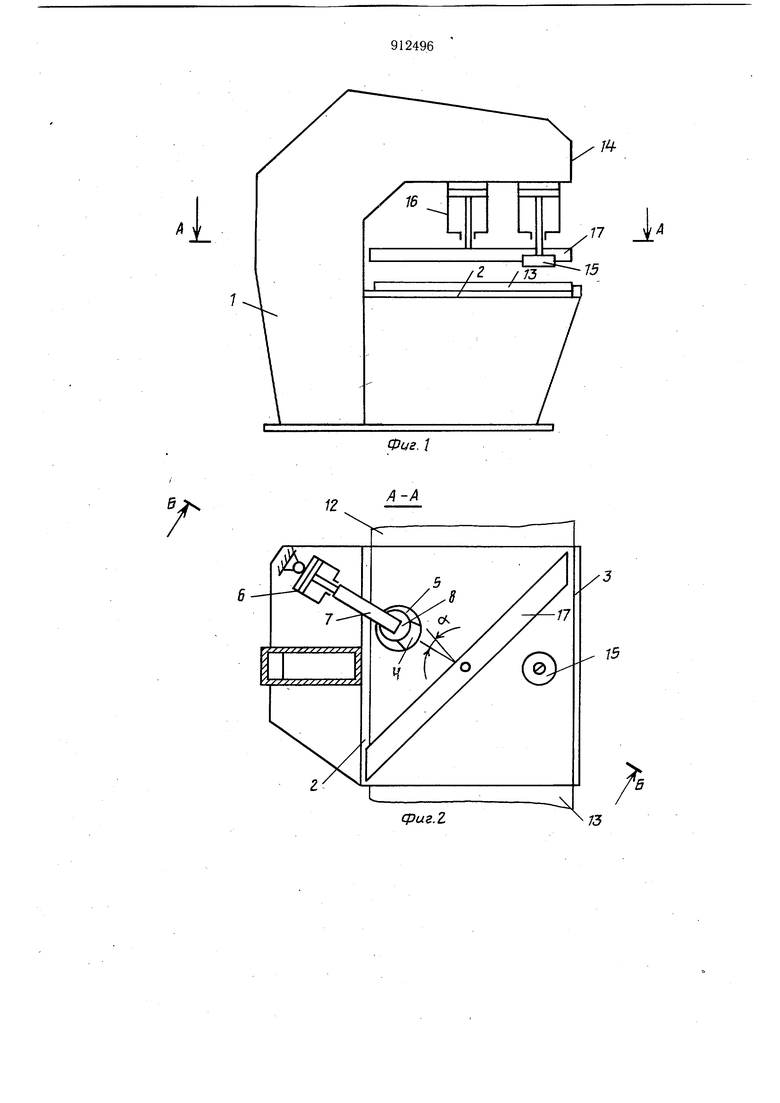
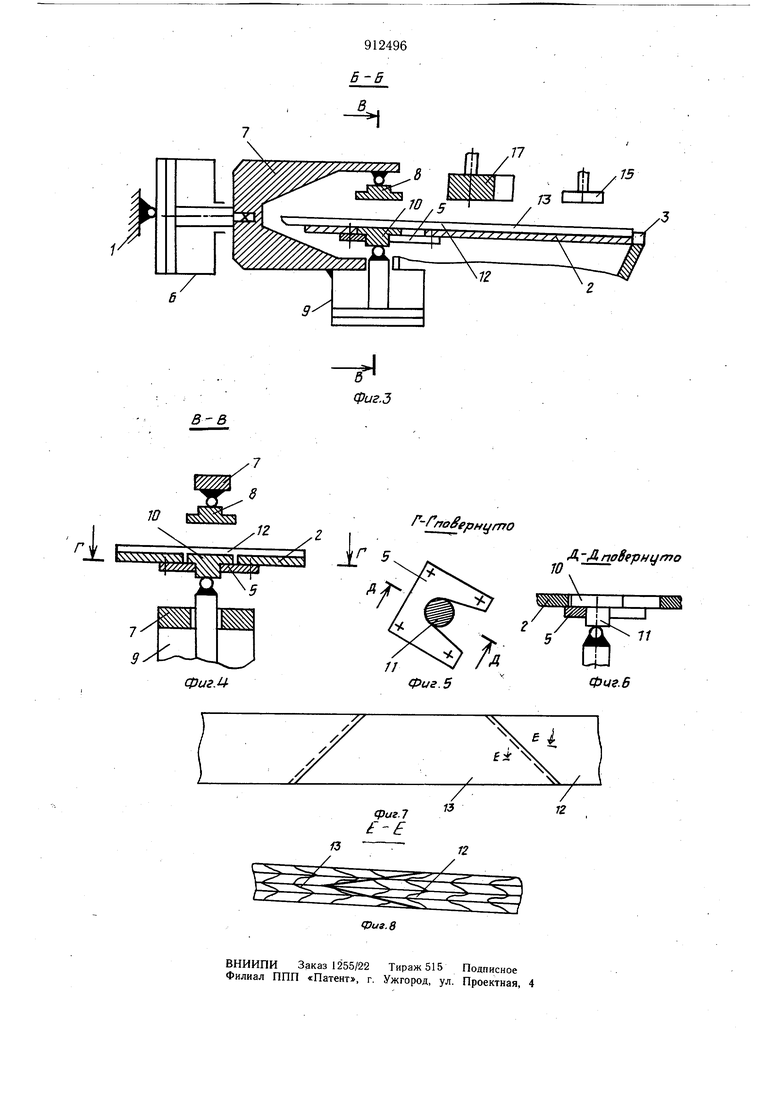
На фиг. 1 изображен пресс, вид с торца; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-Б на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 4; на фиг. 6 - разрез Д-Д
5 на фиг. 5; на фиг. 7 - склеиваемая на прессе фанерная лента, вид сверху; на фиг. 8 - разрез Е-Е на фиг. 7.
Пресс для склеивания фанерных заготовок «на зубчатый шип содержит станину 1
Q со столом 2 и выступом--3. В столе 2 выполнено отверстие 4 большого диаметра. Здесь же к столу 2 снизу прикреплен ловитель 5 в виде пластины с коническим пазрм. Пневмоцилиндр 6 своей задней крышкой соединен со станиной 1 пресса с помощью шарового
15 шарнира, обеспечивающего свободный поворот этого цилиндра как в горизонтальной, так и в вертикальной плоскостях. На штоке пневмоцилиндра жестко укреплена подвижная скоба 7, охватывающая часть стола 2
20 сверху и снизу и имеющая вместе с пневмоцилиндром 6 свободу поворота в вертикальной и горизонтальной плоскостях. Верхнее крыло скобы 7, расположенное выше стола 2, снабжено щарнирньщ прижимом 8. Нижнее крыло этой скобы располагается
ниже стола 2, и к нему жестко прикреплен корпус пневмоцилиндра 9, на штоке которого шарнирно установлен выполненный в виде фланца опорный башмак 10 с цилиндрической шейкой 11. Фланец башмака 10 помеш,ен в отверстие 4 стола 2 (диаметр отверстия 4 больше диаметра фланца башмака 10 на величину хода пневмоцилиндра 6). Цилиндрическая шейка И башмака 10 помещена в конический паз ловителя 5, а нижний торец фланца этого башмака опирается сверху на ловитель 5. За счет этого подвижная скоба 7, соединенная с башмаком
10через пневмоцилиндр 9, опирается на ловитель 5 и тем самым удерживается в горизонтальном положении. Размещение шейки
11башмака 10 в пазу ловителя 5 обеспечивает определенное исходное положение скобы 7 и пневмоцилиндра 6 в плане - таким образом, что ось штока пневмоцилиндра 6 проходит примерно через середину соединяе.мых кромок склеиваемых заготовок 12 и 13 и составляет с нормалью к этим кромкам угол, тангенс которого равен или несколько больше коэффициента трения между этими заготовками. .
Кроме того, на станине 1, установлены пневмоцилиндр 14, на штоке которого укреплен прижим 15 для прижатия заготовки 13 к столу 2, и пневмоцилиндр 16 с обогреваемой плитой 17 на штоке, предназначенной для обжима зубчатого соединения фанерных заготовок 12 и 13.
В исходное положении штоки всех пневмоцилийдров втянуты (штоковые полости цилиндров соединены с магистралью сжатого воздуха), за счет чего прижим 15 и плита 17 подняты в верхнее положение, скоба 7 отведена к пневмоцилиндру 6, шейка 11 башмака 10 находится у вершины конуса паза ловителя 5. Так как башмак 10 опорой скобы 7 в вертикальной плоскости, то при втянутом штоке пневмоцилиндр 9, скоба 7 с прижимом 8 занимают крайнее верхнее положение.
Пресс работает следующим образом.
Фанерные заготовки 12 и 13 с предварительно нанесенным клеем на склеиваемые поверхности (в паз заготовки 13 и на гребень заготовки 12) вручную стыкуют и укладывают на стол 2 таким образом, чтобы линия стыка заготовок проходила под плитой 17, а заготовка 13 прижималась боковой кромкой к выступу 3. Между заготовкой 12 и выступом 3 оставляют небольшой зазор.
Затем сжатый воздух подают в бесштоковую полость пневмоцилиндра 14, в результате чего прижим 15 опускается на фанерную заготовку 13 и фиксирует ее в этом положении. Одновременно воздух подают и в бесщтоковую полость пневмоцилиндра 9, выпуская его из штоковой полости этого цилиндра. При этом шток пневмоцилиндра 9 вместе с соединенным с ним башмаком 10
остаются неподвижными, а корпус этого пневмоцилиндра движется вниз вместе со скобой 7, так как последняя соединена со станиной 1 пресса с помощью пневмоцилиндра 6 шарнирно. Вместе со скобой 7 прижим
8 опускается на фанерную заготовку 12, в результате чего заготовка 12 оказывается зажатой между башмаком 10 и прижимом 8. Затем сжатый воздух подают в бесштоковую полость пневмоцилиндра 6. Усилие от поршня этого цилиндра через шток, скобу 7, башмак 10 и прижим 8 передается фанерной заготовке 12, которая под воздействием этого усилия прижимается к заготовке 13. Так как усилие прижима заготовок направлено не перпендикулярно к линии их стыка, а под
определенным углом, и так как пневмоцилиндр 6, прижим 8 и башмак 10 установлены шарнирно, то заготовка 12, прижимаясь в заготовке 13, одновременно смещается относительно нее в направлении выступа 3 до совпадения с этим выступом боковой кромки заготовки 12, т.е. до совпадения между собой боковых кромок заготовок 12 и 13. Ловитель 5, в паз которого входит цилиндрическая шейка 11 бащмака 10, тоже не препятствует смещению заготовки 12 ввиду
того, что паз этот имеет конусообразную форму. При этом обеспечивается также и равномерное распределение давления между заготовками 12 и 13 -вдоль их стыка, так как линия действия усилия цилиндра 6 проходит примерно через середину стыка заготовок.
Далее сжатый воздух подают в бесштоковую полость пневмоцилиндра 16, обогреваемая плита 17 опускается на фанерные заготовки и дополнительно опрессовывает их
СТЫК.
После определенного времени, необходимого для отверждения клея в стыке заготовок, плиту 17, прижимы 15 и 8 отводят в исходное верхнее положение, освобождая склеенные фанерные заготовки. Затем отводят в исходное положение и скобу 7.
Далее цикл работы пресса повторяется.
Формула изобретения
Пресс для склеивания фанерных заготовок «на зубчатый шип, включающий станину, стол, прижимы и силовые цилиндры, отличающийся тем, что, с целью повышения качества склеивания заготовок, пресс снабжен подвижной скобой, в которой установлены шарнирный прижим и пневмоцилиндр с опорным башмаком на штоке, а на столе пресса закреплен ловитель в виде пластины с коническим пазом.
Источники информации, принятые во .внимание при экспертизе
A-A
фиг. г В-Б
9
ФигМ
фиг.З
fro epHi/mo
А -AnoSfpHumo
Фчг.б
фиг.5
