(5) УСТАНОВКА ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ НА ЦЕНТРОБЕЖНЫХ ЛИТЕЙНЫХ МАШИНАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1991 |
|
RU2014946C1 |
| Способ центробежного литья ювелирных изделий и устройство для его осуществления | 1990 |
|
SU1827321A1 |
| Литейная форма для получения отливок по газифицируемым моделям | 1979 |
|
SU880610A1 |
| АППАРАТ ДЛЯ ПЛАВКИ И ЦЕНТРОБЕЖНО-ВАКУУМНОГО ЛИТЬЯ | 2005 |
|
RU2304035C2 |
| Устройство для отливки зубных протезов | 1990 |
|
SU1813421A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Оснастка для литья в формы из сухих формовочных материалов | 1976 |
|
SU612752A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532750C1 |
| Индукционная центробежная печь для плавки и литья | 1976 |
|
SU582890A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2328359C1 |

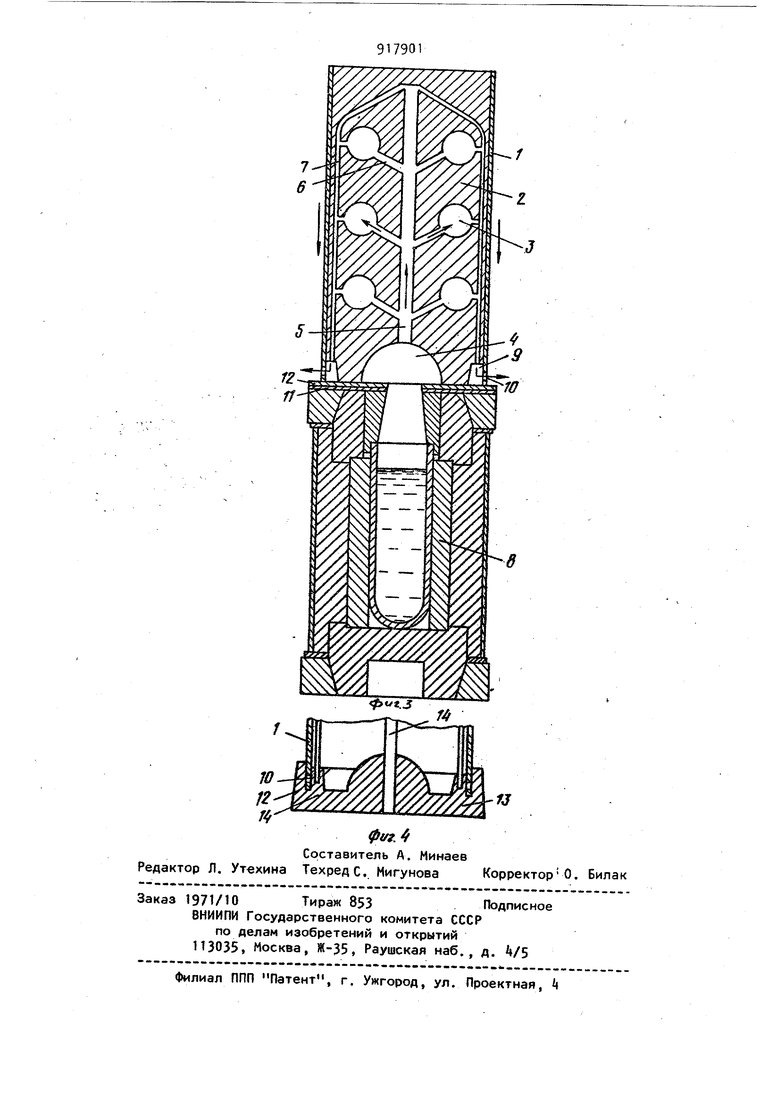
Изобретение относится к области литейного производства, в частности к оборудованию для центробежного литья. Наиболее близким техническим решением к изобретению является устройство, содержащее блок литейных форм, заформованных в опоку с литниковой системой и литниковой воронкой , и тигель для расплавленного металла tn . Недостаток известного устройства заключается в том, что в полученных отливках образуются воздушные поры и раковины. Целью изобретения является уменьшение образования в отливках воздушных пор и раковин. Поставленная цель достигается тем что в установке, содержащей блок литейных форм, заформованных в опоку с литниковой системой и литниковой воронкой, и тигель для расплавленного металла, блок литейных форм снабжен системой газоотводящих каналов, соединяющих каждую полость формы с атмосферой, причем со стороны литниковой воронки и внутренней стенки опоки выполнен кольцевой паз, к которому подведены газоотводящие каналы, а в стенках опоки против кольцевого паза выполнены отверстия. На фиг. 1 показан блок литейных форм, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - блок литейных форм в сборе с тигелем; на фиг. - подопочное донышко. Блок литейных форм состоит из металлической опоки 1, формовочной массы 2, литейные формы 3 собранные в блок (условно показаны шариками), литниковая воронка , стояк 5, питатели 6 литниковой системы и газоотводящие каналы 7. Установка работает следующим образом. Расплав под действием центробежной силы движется сверху вниз и заполняет полости блока литейных форм снизу вверх, вытесняя воздух и газы в атмосферу (на фиг. 1 ,3 показано стрелками).
Количество газоотводящих каналов, их сечение и расположение могут быть различными в зависимости, от структуры блока моделей.
Для предотвращения перелива металла при выходе его из газоотводящих каналов их выход в атмосферу делается -выше возможной высоты прибыли в литниковой воронке. При полном заполнении полостей блока литейных форм металл в литниковой системе, литейных формах и газоотводящих каналах распределяется по закону сообщаюв{ихся сосудов.
На фиг. 3 представлен блок литейных форм состыкованный с тиглем в для металла электроплавильной установки .
На чертежах не показано устройство для скрепления блока литейных форм с тиглем 8 для металла, а также и механизм опрокидывания, так как они не являются предметом данной pa3paf6oTKM, В описании не приводится ни устройства, ни работы электроплавильной установки, так как они общеизвестны.
Со стороны литниковой воронки k у внутренней стенки опоки 1 выполнен кО|||ьцевой паз 9, к которому подведены газоотводящие каналы 7, а в стенН6Ц опоки t против кольцевого паза выполнены отверстия tO, Для предотв|}щения металла при олрокиf( блока литейных форм совместно с тиглем между ними установлены уп/ютиительные прокладки из асбеста П и «3 слюды 12.
На фиг. k представлено подопечное резиновое доньшкр 13 с выполненным на нем кольцевым выступом 14, которым форм(4руется кольцевое пространство в блоке литейных форм на фиг. 3. Одновременно кольцевым выступом Ik перекрываются отверстия
to в стенке опоки 1 , это исключает попадание формовочной массы в отверстия 10 при заливке ее в опоку 1. На подопочном донышке 13 установлен блок моделей, включающий модель литниковой системы и модель газоотводящих каналов 7, концы которых монтируются в гнездах кольцевого выступа 1.
При заполнении металлом блока литейных форм металл, подаваемый из . л-игля электроплавильной установки, под действием центробежной силы заполняет полости блока, вытесняя из
них в атмосферу воздух и газы по системе газоотводящих каналов через кольцевой паз и отверстия в стенке опоки (показано стрелками на фиг.З). Это позволяет уменьшить образование
в отливках воздушных опор и раковин и значительно повысить качество отливок.
Формула изобретения
Установка для литья по выплавляемым моделям на центробежных литейных машинах, содержащая блок литейных форм, заформованных в опоку с литниковой системой и литниковой воронкой, и тигль для расплавленного металла, отличающаяся тем, что, с целью уменьшения образования в отливках воздушных пор и раковин, блок литейных форм снабжен системой газоотводящих качапов, соединяюв х. каждую полость формы с атмосферой, причем со стороны литниковой
во ронки у внутренней стенки опоки выпЬлнен кольцевой паз, к которому подведены газоотводящие каналы, а в стенках опоки против кольцевого паза выполнены отверстия.
Источники информации,
принятые во внимание при экспертизе
