(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ ИЗДЕЛИЙ
12
Изобретение относится к станкостроению и может быть использовано в различных областях машиностроения, где требуется выполнять операции сборки деталей в условиях их асинхронного поступления на посты сборки, например, при сборке гидродомкратов .
Известна автоматическая линия, содержащая конвейеры с базовыми гнез-, дами для деталей, портал с перегрузчиком и систему управления 1.
Эта автоматическая линия малопроизводительна при использовании ее для сборочных процессов из-за асинхронного поступления деталей и узлов на позиции сборки, т.к. цикл сборочных операций на предыдущих позициях различен.
Цель изобретения - повышение производительности при. сборке различных узлов и изделий, например гидродомкратов .
Цель достигается тем, что автоматическая линия снабжена расположенными под базовыми гнездами конвейеров подпружиненными щупами, расположенными на корпусе перегрузчика неподвижным упором и связанными с системой управления регистрируюиими.
устройствами с чувствительными элементами, установленными под щупами гнезд конвейеров и над порталом перёгрузчика с возможностью взаимодействия со и упами и с упором перегрузчика.
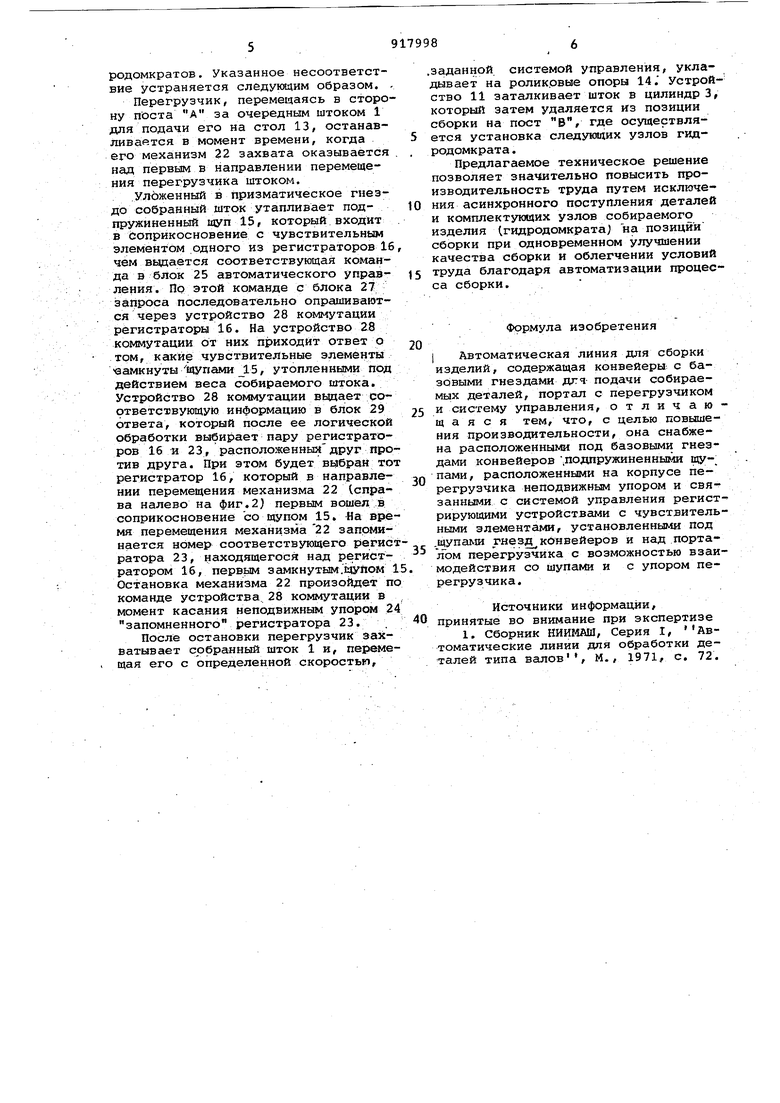
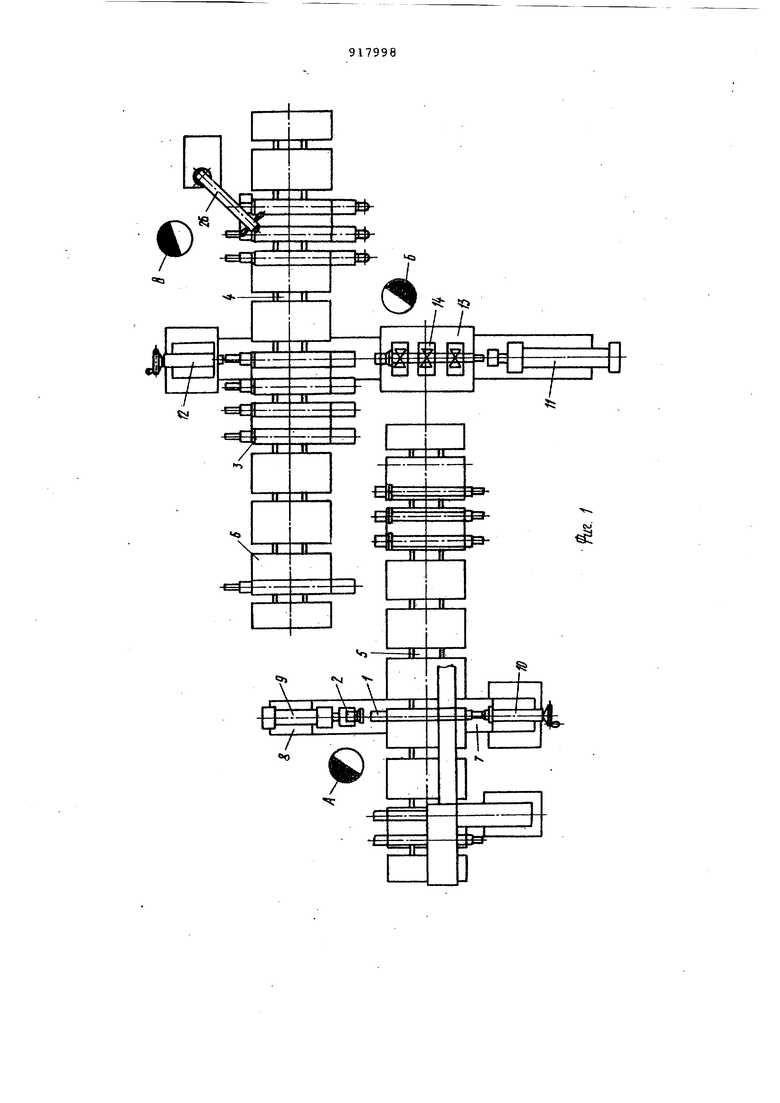
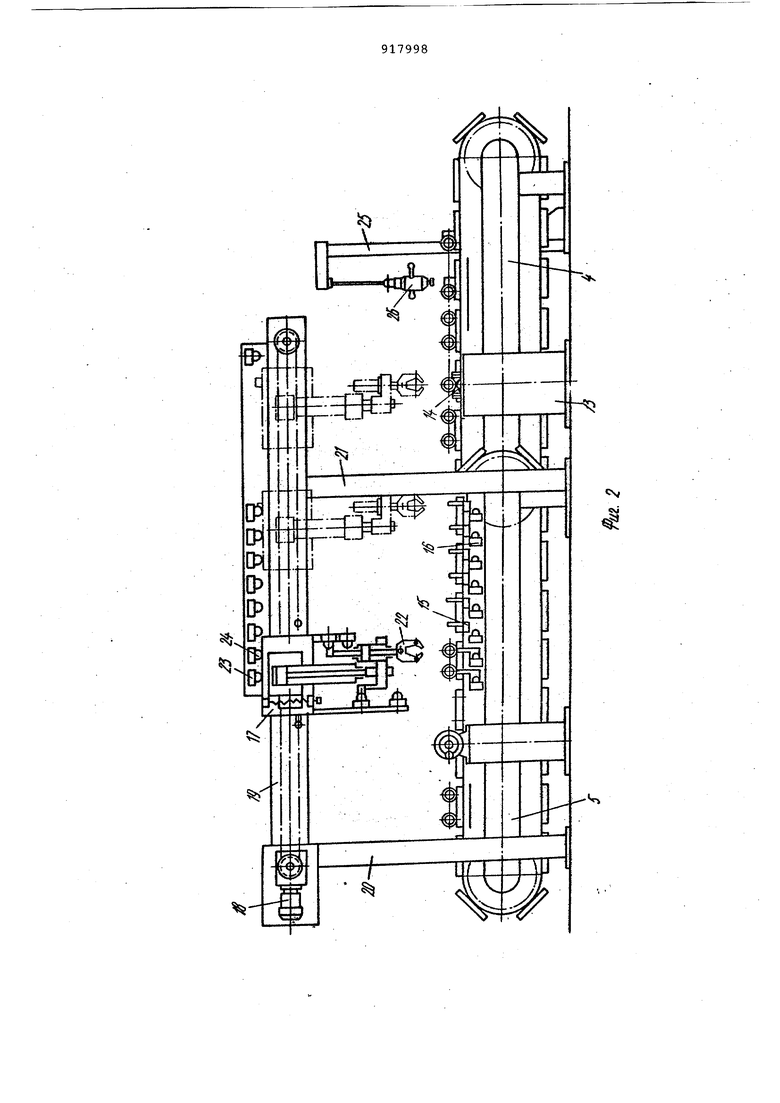
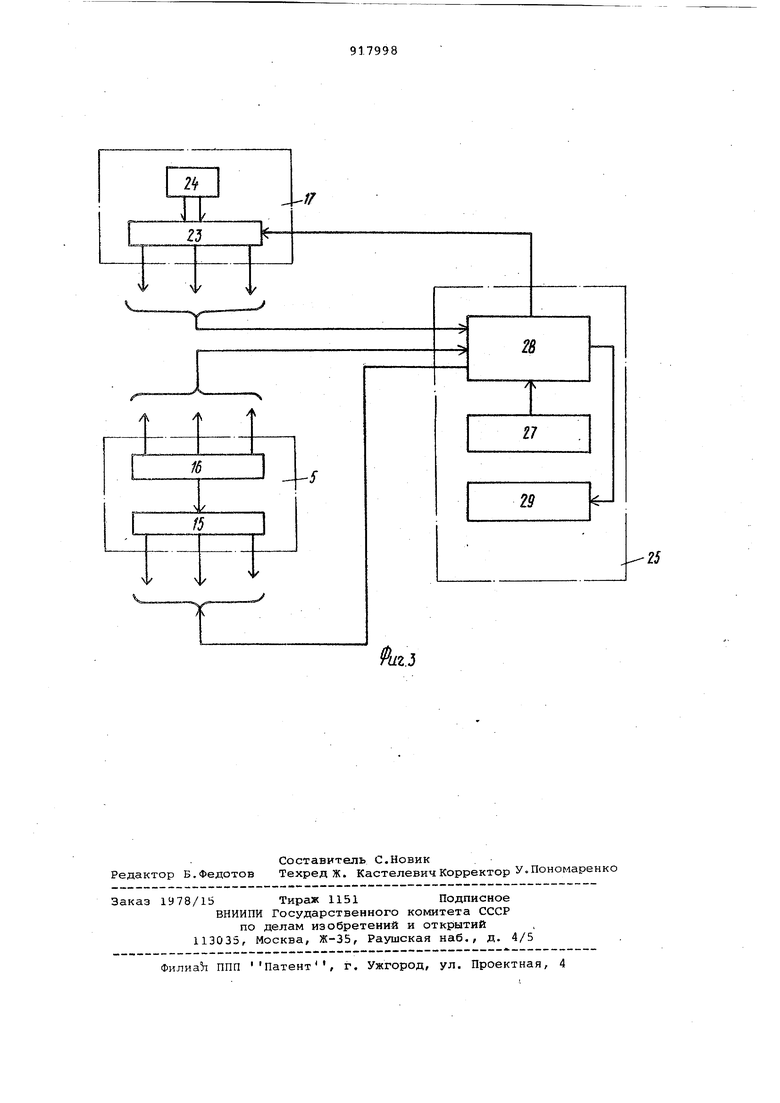
На фиг.1 изображен общий вид устройства (вид в плане) на фиг.2 то же, вид спереди; на фиг.З - блок10схема устройства.
Процесс сборки изделия, например гидробуксы, состоит из следующих операций:
1)сборка штока 1 с поршнем и .15 грундбуксой 2 (пост А);
2)сборка штока 1 с цилиндром 3 . (пост Б)г
3)установка на цилиндр 3 гидрораспределителёй (пост В).
20
Устройство содержит конвейер 4 для транспортирования цилиндров 3 и конвейер 5 для транспортирования штоков, причем конвейеры снабжены устройствами для контроля заполнения
25 заготовками (на чертежах не показаны 7 и отличаются друг от друга только количеством тележек 6, содержащих призматические гнезда для укладки собираемых деталей. Установка
30 для сборки штока 1 с поршнем и грундбуксой 2 выполнена в виде рамы 7 с двумя стойками 8, расположенными друг против друга по обе стороны конвейера 5. На одной стойке 8 смонтировано гидравлическое устройство с подпружиненным прессующим шпинделем 9, предназначенное для нанизывания поршня и грундбуксы 2 на шток 1, а на другой стойке 8 смонтирован регулируемый по продольной оси упор 10. Установка для сборки штока 1 с цилиндром 3 выполнена аналогично и содержит закрепленные на раме гидравлическое устройство 11 и регулируемый упор 12, между которыми установлен стол 13 с роликовыми опорами 14 о Каждая из тележек 6 под приз матическими гнездами содержит подпружиненные, щупы 15, установленные с возможностью утапливания под действием веса собранных узлов - штока 1 и поршня с грундбуксой 2. В накопительной части конвейера 5 за постом А под тележками расположевы п регистраторов 16 таким образом что при перемещении тележек б на один шаг конвейера 5 чувствительный элемент каждого регистратора 16 уст навливается под соответствующим под пружиненным щупом 15.. Транспортирование собранного што ка 1 после выполнения первой сборочной операциис.конвейера 5 на конвейер 4 осуществляется перегрузч ком, содержащим тележку 17, которая перемещается в горизонтальной плоскости приводом 18 по траверсе 19, установленной на опорах 20 и21. Рычажный механизм 22 захвата, перегрузчика приводится в действие; от гидроцилиндра. Тележка 17 снабжена устройством для регулирования положения механизма 22 захвата относительно заготовки, в вертикальной пло кости. На траверсе 19 над тележкой 1 в горизонтальной плоскости располож НЫ:;|у+1 регистраторов 23 (регистриру щих- устройств) , причем п из них находятся над соответствующими регист раторами 16 конвейера 5 и совместно с ними участвуют в захвате заготовки из накопительной послеоперационн зоны KOHBf/iepa 5, а п+1 регистратор (на фиг.2 - крайний справа) ограничивает величину хода тележки 17 по траверсе 19. Чувствительные элементы регистраторов 23 расположены так, что касаются поочередно неподг вижного упора 24, установленного на тележке 17 при перемещении последней по траверсе 19. Регистраторы 16 и 23 подключены к блоку 25 автомати ческого управления работой устройства.. Устройство для установки гидрораспределителей на цилиндр 3 постВ) выполнено в виде поворотной ве икальной стойки, на консольной пеекладине которой закреплен пневмоайковерт 26. Блок автоматического управления (фиг.3) содержит последовательно оединенные блок 27 запроса, устройтво 28 коммутации и блок 29 отвеа. При этом выходы устройства 28 оммутации подключены соответственно чувствительным элементам регистраторов 23, установленных на травер- е 19, ко входу блока 29 ответа и к одпружиненным шупам 15 тележек 6, а входы устройства 18 коммутации оединены соответственно с выходами каждого из регистраторов 23, установленных на траверсе 19, и с выхоами каждого из регистраторов 16. Устройство для сборки гидродомкратов работает следующим образом. Тележки. 6 дооперационных накопительных зон конвейеров 4 и 5 (до постов В и А соответственно) посредством консольных кранов (на чертежах НЕ показаны) периодически заполняются собираемыми деталями-цилиндрами 3 и штоками 1 соответственно. На позиции сборки штока 1 с поршнем и грундбуксой 2 (пост А) последние, предварительно надетые на съемную оправку, устанавливаются вместе с ней в подпружиненный шпиндель 9 прессующего устройства. Движением шпинделя 9 вперед собираемые детали псщводятся к штоку и далее выталкиваются с оправки, на шток, который другим концом упирается в регулируемый упор 10. Собранный шток перемещением конвейера 5 удаляется из позиции сборки с послеоперационный накопитель конвейера 5 (за постом А) и далее механизмом 22 перегрузчика укладывается на роликовые опоры 14 установки для сборки штока с цилиндром (пост Б). Укладка цилиндров 3 в накопительную дооперационную .зону конвейера 4 осуществляется значительно быстрее, чем заполнение послеоперационного . накопителя Конвейера 5 собранные.™ штоками, например, в силу определенных временных затрат на сборку штока с поршнем и грундбуксой. Заполнение послеоперационного накопителя конвейера 5 собранными штоками осуществляется нерегулярно, т.е. на все призматические гнезда тележек 6 заполнены подряд. Значит, на сборку с цилиндрами 3 собранные штоки 1 тоже могут поступать нерегулярно, в то время как цилиндры 3 конвейером 4 подаются на сборку строго периодически. Таким образом, в силу непериодичности поступления штоков 1 на сборку с цилиндрами 3 ритмичность рабо ы установки в целом может быть нарушено, что ведет к снижению производительности сборки гидродомкратов. Указанное несоответствие устраняется следующим образом. .
Перагрузчик, перемещаясь в сторону поста А за очередным штоком 1 для подачи его на стол 13, останавливается в момент времени, когда его механизм 22 захвата оказывается над первым в направлении перемещения перегрузчика штоком.
.Уложенный в призматическое гнездо собранный шток утапливает подпружиненный щуп 15, который входит в соприкосновение с чувствительным элементом .одного из регистраторов 16 чем вьадается соответствующая команда в блок 25 автоматического управЛенин. По этой команде с блока 27 запроса последовательно опрашиваются через устройство 28 коммутации регистраторы 16. На устройство 28 коммутации от них приходит ответ о том, какие чувствительные элементы замкнуты щупами 15, утопленньами под действием веса собираемого штока. Устройство 28 коммутации выдает соответствующую информацию в блок 29 ответа, который после ее логической обработки выбирает пару регистраторов 16 и 23, расположенные друг против друга. При этом будет выбран тот регистратор 16, который в направлеНИИ перемещения механизма 22 справа налево на фиг.2) первым вошел в соприкосновение со щупом 15. На время перемещения механизма 22 запоминается номер соответствующего регистратора 23, находящегося над регистратором 16, первым замкнутым.щупом 1 Остановка механизма 22 произойдет по команде устройства 28 коммутации в момент касания неподвижным упором 24 запомненного регистратора 23. .
После остановки перегрузчик захватывает собранный шток 1 и, перемещая его с определенной скоростью.
.заданной системой управления, укладывает на роликовые опоры 14. Устройство 11 заталкивает шток в цилиндр 3, который затем удаляется из позиции сборки на пост В, где осуществляется установка следуиядих узлов гидродомкрата .
Предлагаемое техническое решение позволяет значительно повысить производительность труда путем исключения асинхронного поступления деталей и комплектующих узлов собираемого изделия (гидродомкрата; на позиции сборки при одновременном улучшении качества сборки и облегчении условий труда благодаря автоматизации процесса сборки.
Формула изобретения
I Автоматическая линия для сборки изделий, содержащая конвейеры с базовыми гнездами дгч подачи собираемых деталей, портал с перегруэчиком и систему управления, отличающаяся тем, что, с целью повышения производительности, она снабжена расположенными под базовыми гнездами конвейеров .подпружиненными щу- пами, расположенными на корпусе перегрузчика неподвижнБМ упором и связанными с системой управления регистрирующими устройствами с чувствительными элементами, установленными под .щупами гнезд конвейеров и над порталом перегрузчика с возможностью взаимодействия со шупами и с упором перегрузчика.
Источники информации, принятые во внимание при экспертизе
1, Сборник НИйМАШ, Серия I, Автоматические линии для обработки деталей типа валов , М., 1971, с. 72.
-17

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия изготовления плоских металлоконструкций | 1986 |
|
SU1581539A1 |
| УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ ЭЛЕМЕНТОВ ОБЪЕМНОЙ КОНСТРУКЦИИ | 1971 |
|
SU315555A1 |
| Автоматизированная линия для сборки кронштейна крепления кабины | 1984 |
|
SU1199560A1 |
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Поточно-механизированная сборочнаялиНия | 1978 |
|
SU804548A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Транспортная тележка полуавтоматической линии сборки червячных редукторов | 1979 |
|
SU856755A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
NK f
ч/
ll/
y
25
