(54) СТЕНД ДЛЯ СБОРКИ И СВАРКИ СТЕНОК КУЗОВОВ ТРАНСПОРТНЬК СРЕДСТВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки под сварку | 1986 |
|
SU1375426A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| Стенд для сборки под сварку | 1978 |
|
SU764911A1 |
| Передвижной стенд для ремонта кузовов грузовых вагонов | 1982 |
|
SU1046140A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1989 |
|
SU1810263A1 |
| КРУПНОТОННАЖНЫЙ КОНТЕЙНЕР | 1992 |
|
RU2040451C1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Стенд для сборки и сварки крупногабаритных изделий | 1981 |
|
SU1038159A1 |
| ТРАНСПОРТНО-ПУСКОВОЙ КОНТЕЙНЕР ДЛЯ РАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166166C1 |


t
Изобретение относится к сбороч- но-сварочш 1М работам, а именно к устройствам для сборки и сварки стенок, кузовов из листовой обшивы и каркасных- элементов. .
Известны устройства для сборки и сварки стенок кузовов и тому подобных конструкций, включакицее основание, постель с упорами ориентирования для деталей сборки, пневмоцилиндры с двуплечими рычагами прижима деталей сборки, нижнюю плиту поджатия или прорезиненный рукав как средство поджатия листа к каркасу сборки СП.
Однако монолитная прижимная плита указанных устройств не обеспечивает плотного поджатия токнолистового металла, а прорезиненный ошанг и тому подобные приспособления под действием температуры сварки прожигаются, разрушаются, из-за чего возникают простои, брак, снижается производительность.
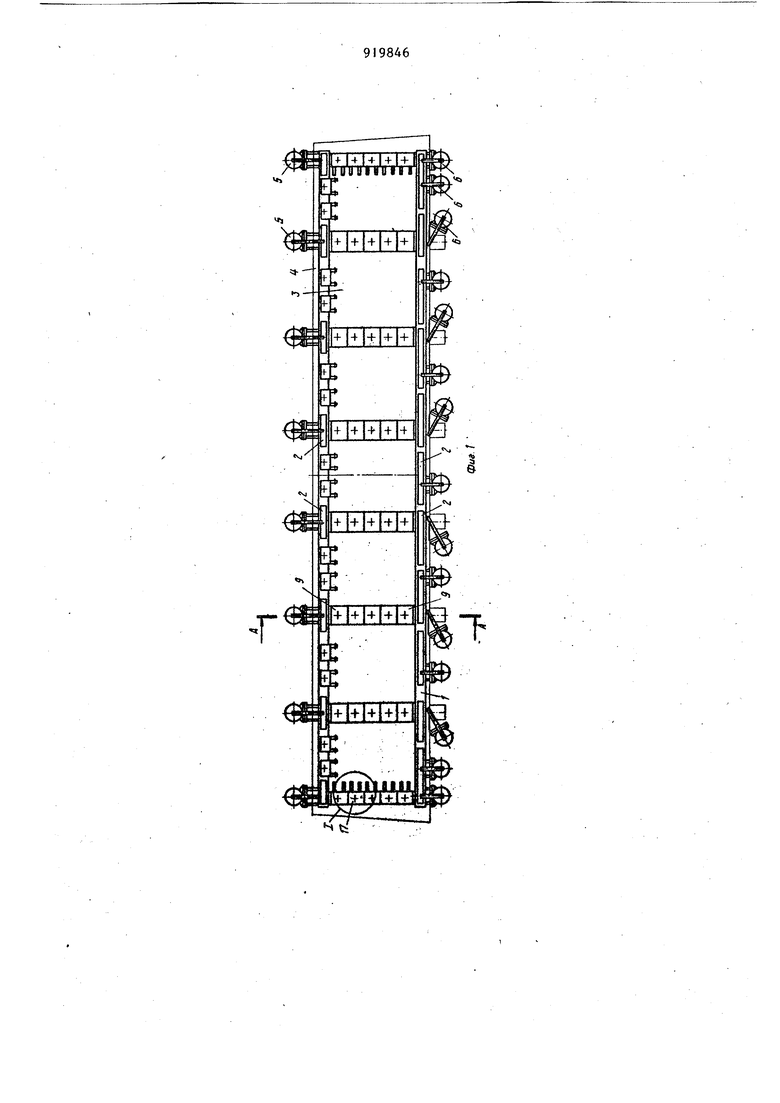
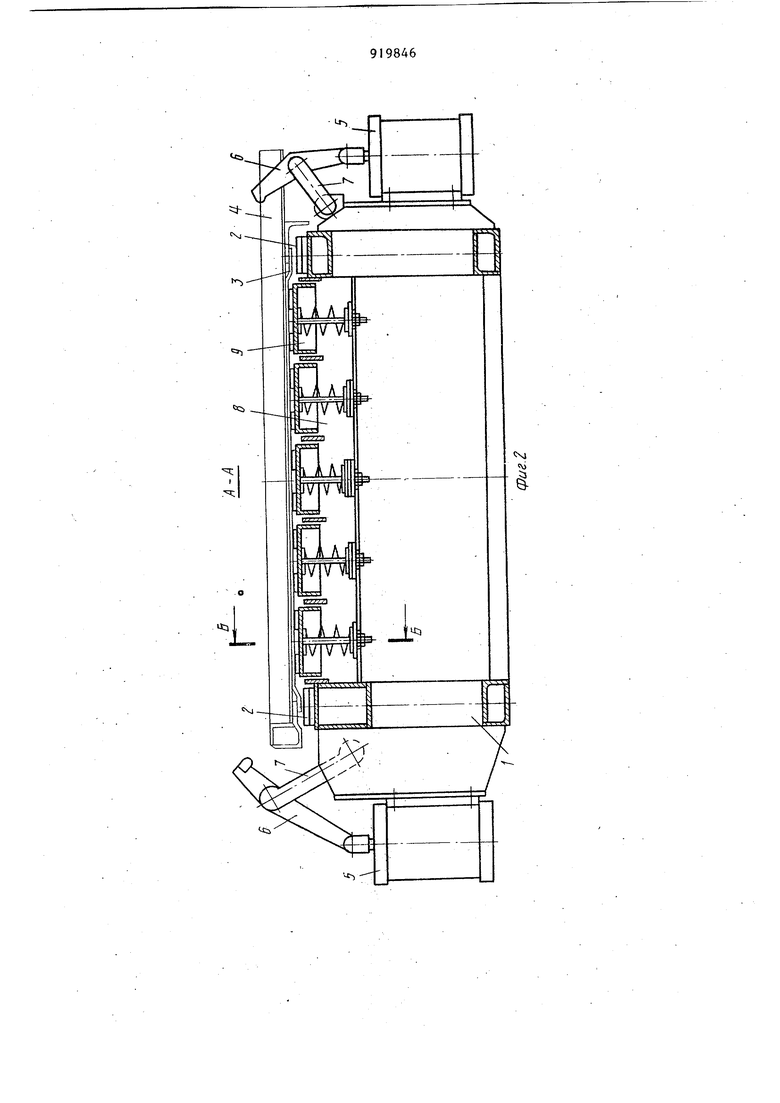
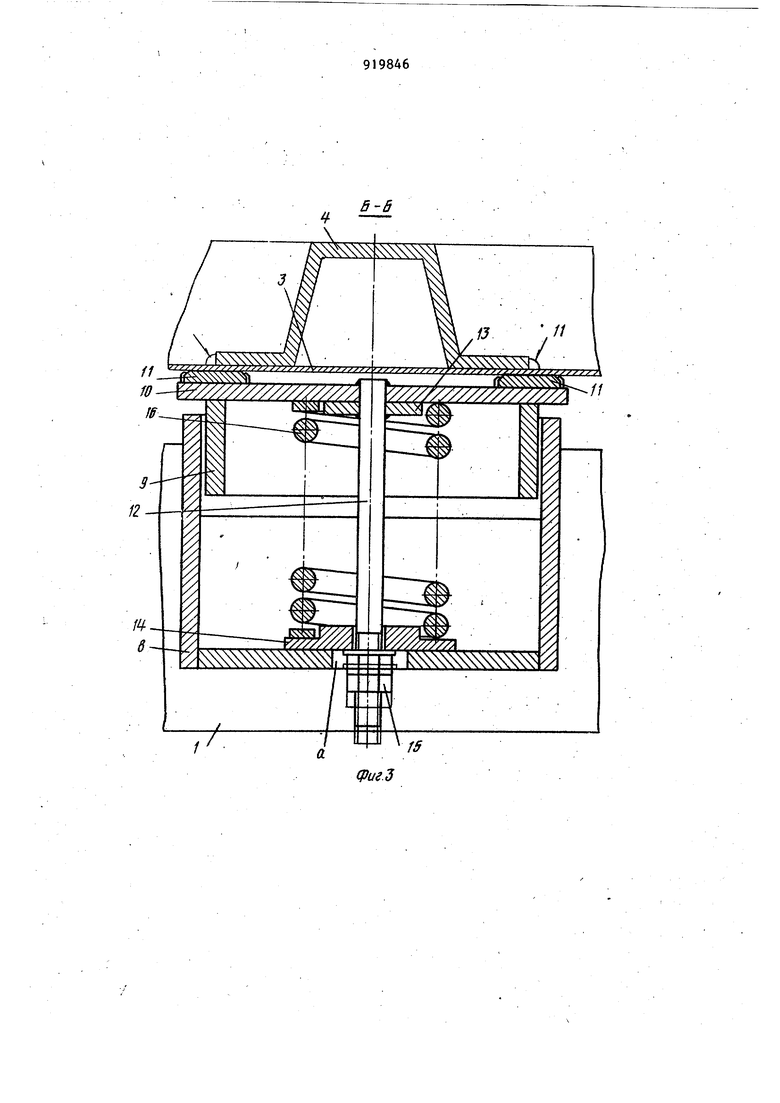
Наиболее близким к изобретению является стенд для сборки и сварки боковой стенки полувагона, содержащий основание, часть которого служит постелью для укладки стенок, закрепленные на основании пневмоцилиндры, штоки которых через двуплечие рычаги связаны с прижимными клавишами, а также трубопровод с кранаг-м управления, соединенный с пневмоцилиндрами, Данный стенд имеет две автономш 1е, последовательно сраб атываюцие пневмосистены прижимных устройств. Первая система осуществляет прижим каркаса и листов к постели стенда при помощи закрепленных на основании пневмоцилиндров и рычагов. Количество, расположение и суммарное усилие пневмоцилиндров выбирается из условий преодоления сварочных деформаций в конструкции. Вторая система обеспечивает поджатие снизу листа к зле.ментам каркаса при помощи клавишей, находящихся на прорезиненных рукавах, уложенных в коробчатых балках основания. В свободном состоянии ве ний уровень клавиш расположен ниже уровня постели стенда. При подаче в рукава сжатого воздуха клавиши пере мещаются вверх и устраняют зазоры между листами и элементами каркаса в местах наложения сварных швов. Соотношение суммарных усилий пневмосистем должно быть равно .2Ррц (0,5-0,85)tP, , чтобы сборка листов с каркасом всегда оставалась прижатой к постели стенда 2l. Недостатками указанного стенда являются малый срок службы прорезиненных рукавов из-за перегрева и прожогов в листах сварки и невоз можности обеспечить эффективное охлаждение указанных участков и отсюда, как следствие, возникновение брака по сварке за счет неликвидиро ванных зазоров между свариваемыми элементами в местах повреждения рукавов; сложность конструкции за сче установки 46 пиевмоцилиндров пяти типоразмеров, 2-х пневмосистем с четырьмя кранами управления, установки 23 м прорезиненных рукавов и т.д.; значительная энергоемкость за счет расхода сжатого воздуха на питание рукавов и пневмоцилиндров. Цель изобретения - повышение качества и производительности сварочных работ, упрощение конструкции стенда и уменьшение его энергоемкости. Указанная цель достигается тем, что в стенде для сборки и сварки стенок кузовов транспортных средств содержащем основание, часть которого служит постелью для укладки стенок , з акрепленные на основании пнев мощшиндры, штоки которых через дву плечие рычаги связаны с прижимными клавишами, а также трубопровод с кр нами управления, соединенный с пнев моцилиндрами, каждая клавиша выполнена в виде плиты коробчатого сечения, смонтированной на стяжном болте, закрепленном в основании, и под пружиненной к основанию через центр руюцие шайбы пружиной, при этом рабочая поверхность плиты выступает над уровнем постели на величину, ра ную 0, отношения,,суммарного уснпия двуплечих рйчагов и суммарной жесткости пружин. На фиг. изображен стенд, вид сверху4 на фиг. 2 - сечение А-А на фиг. 1 в свободном.состоянии; на фиг. 3 - сечение Б-Б на фиг. 2; на фит. 4 - узел I на фиг. 1; на фиг.5- , схема усилий от действия цилиндров и пружин; на фиг. 6 - сечение А-А на фиг. 1 в рабочем, состоянии. Стенд д.гхя сборки и сварки содержит основание 1, верхняя часть которого является постелью 2 для укладки листов обшивы 3 и каркаса 4 и снабжена упорами (не показаны) для их взаимного ориентирования при сборке под сварку, пневмоцилиндры 5 закрепленные неподвижно на основании 1, двуплечие рычаги 6, шарнир- . но соединеннь1е со штоками пневмоцилиндров и через серьги 7 с основанием (фиг. 2). В балках 8 U-образного вида (фиг. З) основания установлены прижимные клавиши 9 , включающие в себя плиту 10 коробчатого вида, снабженную сверху теплоотводящими подкладками 11, расположенными по осям сварных швов, стяжной болт 12 в центре плиты 10, на котором при помощи центрирующих шайб 13 и 14 и гаек 15 поджимается пружина 16. Клавиши 17, расположенные по периметру стенда, конструктивно аналогичны клавишам 9 и отключаются только шарнирным креплением верхней плиты к основанию. Пружины 16 в клавишах 9 поперечных балок 8 и клавишах 17, расположенных по периметру стенда, установлены одинаковые как по размерам, так и по характеристикам, что упрощает конструкцию, уменьшает затраты на изготовление, обслуживание и ремонт .. Клавиши 17 для поджатия листа 3 к каркасу 4 одним сварньгм швом, симметрично расположенным относительно оси пружины 16, при помощи петель 18, жестко соединенных с плитой Ш, шариирно закреплены на балках 8 основания 1 (фиг. 4), при помощи петель 19, жестко закрепленных на балках, и осей 20. Клавиши 9 и 17 Б свободном состоянии выступают над уровнем постели на величину Ь, которая соответствует зазору между собранным под сварку изделием и постелью. Величина зазора h ориентировочно принимается равной 0,5-0,83 отношения суммарного усилия рычагов к суммарной жесткости пружин и зависит от толщины поджимаемых листов. Каркасные элементы имеют значительную длину и при нагружении равномерно распределенным усилием клавиши 5 9 (фиг. 5) получают упругий прогиб на величину Ah , Ahj, для компенсации которого под центрирующие шайбы 14 устанавливаются регулировочные прокладки, -при этом толщина их соответственно выбирается равной h и дИ,. ь- - I Предложенный стенд работает следующим образом. Подготовленные листы обшивЬ 3 при помощи механизма перекатки (не показан) подаются в стенд и устанавливаются по упорам, а сверху на них монтируется каркас 4. В собранном состоянии листы и каркас опи- раются на клавиши 9 и 17 с зазором над постелью 2 на величину fi . При подаче сжатого воздуха в цилиндры 5 их штоки выходят вверх, и поворачиваются, до горизонтального поло.жения (фиг. б) двуплечие рычаги .6, которые свободнь1ми концами воздействуют на элементы каркаса 4 и прижимают сборку (листы + каркас) к по стели 2 плотно без зазора. Одновременно происходит сжатие пружины 16 (фиг. З) дополнительно на величину Ъ , концы болта и гайки перемещаются в отверстии а балки 8. Таким образом, действие сверху активных сил рычагов и цилиндров Рц вызывают действие реактивных сил пружин клавиш „„, кото1рые полезно используются для поджатия листов кэлементам каркаса в местах наложения швов без затраты дополнительной энергии. Система независимых клавиш поджатия обшивы к каркасу стенки кузова транспортного сред ства позволяет на каждом отдаленном участке сварного шва уплотнить сбор ку, ликвидировать зазор, что особен но важно при тонколистовой обшиве. В зависимости отГабаритов сборки стенки кузова предложенная к онструк ция поджатия как регулируемая систе ма клавиш позволяет в каждом отдель .6 ном случае настроить требуемый предварительный прогиб сборки. Вместе с тем предложенный стенд обеспечивает высокое качество сварки, так как отпадает необходимость доварки сборки, непрерывность технологического цикла, а следовательно, и высокую производительность труда, а система идентичных подпружиненных на заданное усилие клавиш упрощает конструкцию, обслуживание и ремонт устройства. Формула изобретения Стенд для сборки и сварки стенок кузовов транспортных средств, содержащий основание, часть которого служит постелью для укладки стенок, з-акре- пленные на основании дневмоцилиндры, штоки которых через двуплечие рычагисвязаны с прижимными клавишами, а также трубопровод с кранами управления, соединенный с пневмоцилиндрами, отличающийся тем, что, с целью повьш1ения качества и производительности при сборке и сварке тонкостенных кузовов, каждая клавиша выполнена в виде плиты коробчатого сечения, смонтированной на стяжном болте, укрепленном в основании, и под пружиненной к основанию через центрирующие шайбы пружиной, при этом рабочая поверхность плиты,выступает над уровнем постели на величину, равную 0,5-0,85 отношеьшя суммарного усилия двуплечих рычагов к суммарной жесткости пружин. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 624756,. кл. Б 23 К 37/04, 21.03.77. 2.Каталог нестандартного оборудования и оснастки сварного производства грузового вагоностроения. ВПТИвагон, Минтяжмаш, СССР. Кременчуг, 1973, ч. 1, с. 50-51 (прототип).
«J:
фиг. 6 г
