(5) СПОСОБ МНОГОИНСТРУМЕНТАЛЬНОЙ ТОКАРНОЙ
ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2009 |
|
RU2412785C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ | 1991 |
|
RU2044610C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| СИЛОВАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ЗАГОТОВОК | 2017 |
|
RU2738271C2 |
| Устройство для обработки деталей сложной формы | 1973 |
|
SU653029A1 |
| Токарный станок | 1987 |
|
SU1530333A1 |
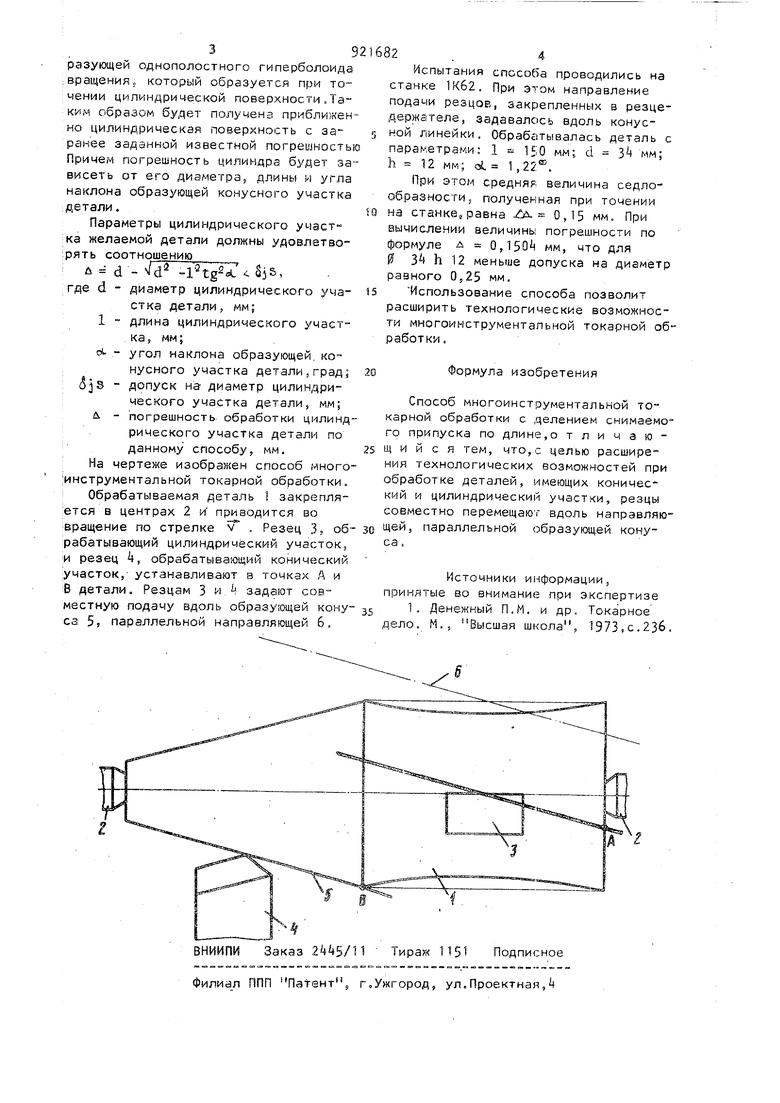
Изобретение относится к механической обработке материалов и может быть использовано при точении деталей с цилиндрическими и коническими поверхностями. Известны способы многоинструментальной токарной обработки, при которых одновременная работа несколькими предварительно установленными резцами обеспечивает высокую производительность и точность обработки. В частности, известен способ многоинструментальной токарной обработки с делением снимаемого припуска по длине. При этом одну поверхность обрабатывают несколькими резцами, каждый из которых протягивает только часть этой поверхности по длине. Причем резцы перемещают вдоль образующей обрабатываемой поверхности Однако применение данного способа невозможно при обработке деталей, имеющих конический и цилиндрический участки.., Цель изобретения - расширение технологических возможностей способа при обработке деталей имеющих конический и цилиндрический участки. Поставленная цель достигается тем, что резцы, обрабатывающие конический и цилиндрический участки совместно перемещают вдоль направляющей, параллельной образующей конуса. Причем резцы не меняют своего взаимного расположения в процессе резания. Поэтому резцы, обрабатывающие различные поверхности движутся параллельными траекториями, но поверхности, получаемые в результате резания, в связи с различным расположе- . нием траекторий вершин режущих кромок резцов относительно общей от вращения обрабатываемых участков, различны. Поскольку обработку ведут параллельно образующей конуса, то конусные поверхности формируются обычным способом. Обработка же цилиндрического участка детали ведется вдоль об
