(54) УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1987 |
|
SU1535691A1 |
| Устройство для монтажа и демонтажа прессовых соединений | 1982 |
|
SU1057226A1 |
| СПОСОБ СБОРКИ ТВЕРДОСПЛАВНОЙ ВСТАВКИ С КОРПУСОМ ШИПА ПРОТИВОСКОЛЬЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2373042C2 |
| Устройство для установки упорныхКОлЕц | 1979 |
|
SU831491A1 |
| Сборочный автомат | 1982 |
|
SU1159752A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для съема и обработки заготовок со стороны отрезки на токарных автоматах | 1985 |
|
SU1284707A1 |
| Устройство для автоматической сборки деталей типа вал-втулка | 1988 |
|
SU1542774A1 |
| Устройство для запрессовки | 1977 |
|
SU663524A1 |
| Автомат для сборки резьбовых соединений | 1978 |
|
SU751565A1 |
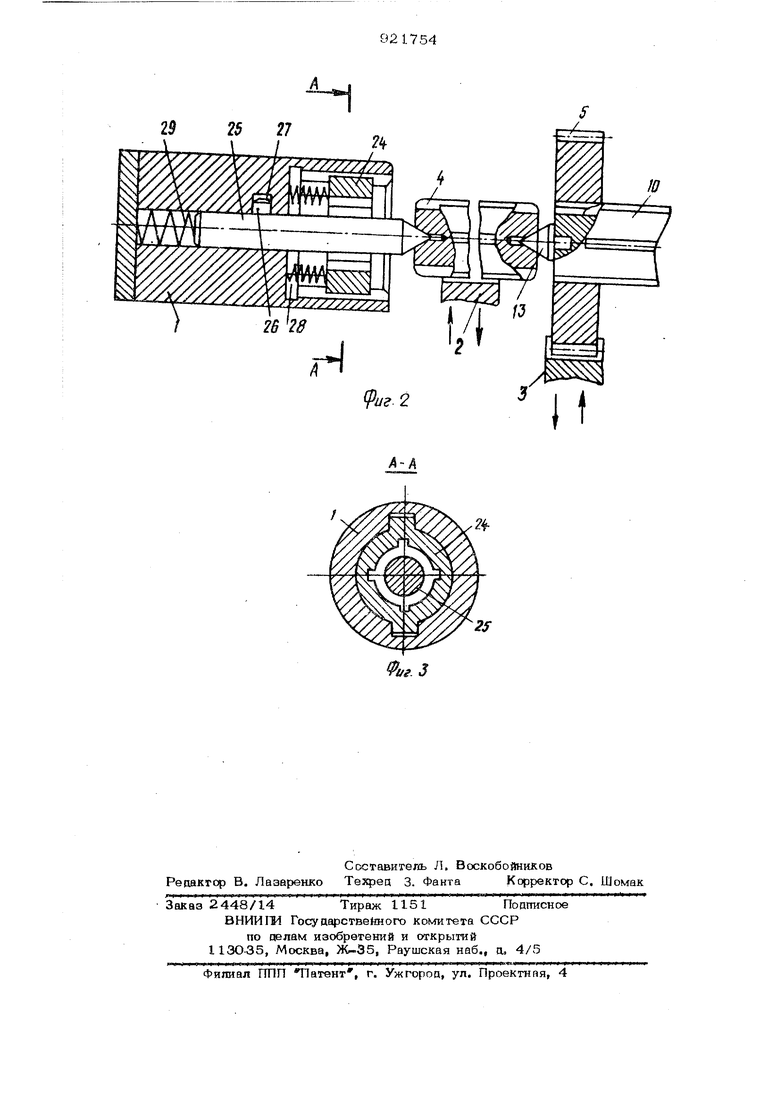
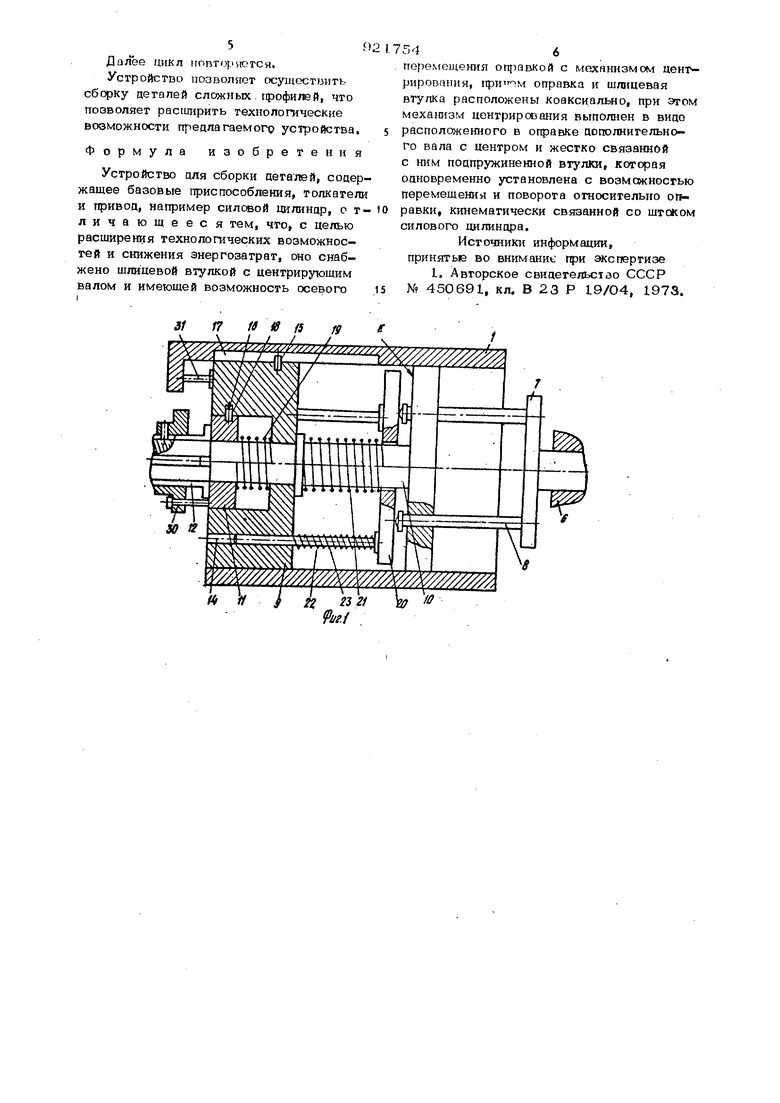
Изобретение относится к созоанито сборочного оборудования и может быть ис пользовано в машиностроении при выпол нении сборочных процессов. Известно устройство опя сборки деталей, содержащее базовью приспособления, толкатели и привод, например силовой цилиндр 1. Недостаток известного устройства невозможность сборки деталей сложного профиля. Цель изобретения - расширение технологических возможностей и снижение энер гозатрат. Цель постигается тем, что устройство снабжено шлицевой втулкой с центрирующим валом и имеющей возможность осевого перемещения оправкой с механизмом центрирования, причем оправки и шлицевая втулка расположены коаксиально, при этом механизм центрирования выполнен в виде . расположешшго в оправке вала с центром и жестко связадаой с ним подпружиненной втулки, причем вал и втулка жестко связаны межоу собой, а втулка установлена с возможностью перемещения и поворота относительно оправки, кроме того, оправка кинематически связана со штоком силового цилиндра. Причем использование одного привода вместо овух ведет к снижению энергозатрат. На фиг. 1 показан общий вид предлагаемого устройства, правая часть; на фиг. 2 - то же, левая часть; на фиг. 3 разрез А-А на фиг. 2, Предлагаемое устройство состоит из корпуса 1, гфиспособлений 2 и 3 для установки собираемьк деталей 4 и 5, силового цилиндра 6 со щтоком .7, снабженного толкателями 8, и оправки 9 с механизмом центрирования, содержащей 1фопушенный через оправку 9 вал 1О и установленную на его поверхности втулку 11 прикрепленными к ней вставками 12, расположенными в продольных пазах, выпол- нонных на валу Ю, который имеет у одного конца смонтированный в нем враша392ющийся центр 13. Оправка 9 имеет сквоз 1иые отверстия. 14, штифт 15 и винтовой поз 16. Штифт 15 установлен в прямолинейном пазу 17 корпуса 1, а в пазу 1G размешен штифт 18 втулки 11. Пружина 19 прицерживает втулку 11 в крайнем левом положении относительно оправки 9. На валу 1О свободно установлен ползун 2О, поцпружиненный в осевом направлении пружиной 2 I относительно вала 10 ;И пружиной 22 относительно оправки 9, Ползун 2О со стороны собираемых оеталей 4 и 5 имеет выталкиватели 23, а с противоположной стороны взаимоцействует со штоком 7 посредством толкателей 8. Выталкиватели 23 расположены в отверстиях 14 оправки 9. Противоположно и соосно валу 1О в левой части корпуса I установлены с возможностью перемещения в осевом направленто шлицевая втулка 24 и центр 25 со штифтом 26. В этой же части корпуса 1 имеется винтовой паз 27, в Котором размещен штифт 26, обесггечивакшшй поворот центра 2 5 при его осевом перемещении. Штшевая втулка 24 и центр 25 поопружинены к корпусу 1 пружинами 28 и 29, Для установки в ооной плоскости вставки 12 и впадины шлицевой втулки 24 в устройстве имеется регулируемый упор 30, а вдя ограничения процольного перемещения оправки 9 в направлении собираемых деталей - регулируемый упор 31. В исходной позиции шток 7 силового цилиндра 6, а также попзун 2О, вал 1О и оправка 9, размещенные в правой части корпуса 1, занимают крайнее правое положение. Выталкиватели 23 расположе ны в отверстиях 14 огфавки 9. Втулка 11 относительно оправки 9 занимает краййее левое положение и упирается в регулируемый упор 30. Шлицевая втулка 24 и центр 25 поа действием пружин 28 и 29 занимают в левой части корпуса 1 так же крайнее правое положение. Устройство работает следующим образом. Собираемые цетали 4 и 5, например шлицевой вал и шестерня, подают на позиции сборки соответственно на приспособления 2 и 3. Вкпю йется шток 7, пр овижений которого толкатели 8 перемещ ют ползун 20 в направлении собираемых оеталей 4 и 5. При этом в том же наПравлении перемещаются вал 1О, оправк 9 и втулка 11 со вставками 12. 4 Вал 1О легко прохош1Т по влутре1П)оу диаметру шлицевой чпстн присоеш1нямой детали 5,В случае совпааепия па- о№ цетали 5 со вставками 12, послецнив захоцят в паэы детали 5. При несовпадении вставок 12 с шлицевыми впадинами оетали 5 втулка 11 останавливается. ПосколЬку вал Ю и оправка 9 продолжа- . ют свое ОЕижение, то происходит смещение втулки 11 относительно оправки 9, т.е. поворот втулки 11 по винтовому пазу 16. При совпадении вставок 12 с пазами детали 5 пружина 19 возвращает втулку 11 в исходное положение, а деталь 5 входит своими пазами на вставки 12 и располагается в одной плоскости с пазами втулки 24. Перемещение вала 10 вызывает и перемещение детали 4. Если щлииы детали 4 совпадают с впадинами щлицевой втулки 24, то происходит их сопряжение, штифт 26 заклинивает в пазу 27, а перемещение детали 4 и вала 10 прекращается. При несовпадении шлицев цетали 4 с впадинами щлицевой втулки 24 последняя прямолинейно перемещается влево, сжимая пружину 28. При этом влево перемещается и центр 2 5 за счет перемещения штифта 26 в винтовом пазу 27. Поворот центра 25 вызьюает поворот детали 4 до совпадения шпицев последней с пазами шлии.евой втулки 24, после чего пружина 28 перемещает втулку 24 на деталь 4, которая вместе с валом 10 прекращает свое перемещение. Шток 7 и ползун 20 продолжают движение, а пружины 22 перемещают влево оправку 9 и втулку 11 со вста&ками 12 до тех пор, пока торцы последних не достигнут торцевой поверхности детали 4. Это положение при настройке устройства фиксируется регулировочным упором 31. Когда оправка 9 достигает упора ,31, ее перемещение превращается, приспособления 2 и 3 отводятся, а выталкиватели 23 переносят деталь 5 со вставок 12 на деталь 4, осуществляя таким образом соединение последней с деталью 5. Затем выключается шток 7 и переключается на обрзтный ход. Пружины 2 1 и 22 перемещают ползун 20 влево, который воздействует на шток 7 через толкатели, что влечет за собой возврат всех деталей в исходное положение. Собраш1ая пара снимается со сборочной позиции, а приспособления 2 и 3 подаются в ис- ходное положение. 5 Долее цикл ггопторяогся. Устройство позволяет осуществить сборку деталей сложных, профилей, что позволяет рас1Щ1рить технологтЕческие возможности предлагаемого устройства, изобретения Формула Устройство цля сборки аеталей, соде жащее базовые приспособления, толкател и привод, например силовой цилиндр, о т личающееся тем, что, с целью расширения технологических возможностей и снижения энергозатрат, оно снабжено шлицевой втулкой с центрирующим валом и имеющей возможность осевого 546 гтеремещения опт авкой с мсусннизмом центрирования, оправка и шшшевая втулка расположены коаксиально, при этом меха1шзм центрирования выполнен в видо расположенного в оправке дополнительного вала с центром и жестко связанной с ним подпружиненной втулки, которая одновременно установлена с возможностью перемещения и поворота относительно о№равки, кинематически связанной со щтоком силового цилиндра. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР N 450691, кл. В 23 Р 19/04, 1973. И/. 2
