Изобретение относится к машиностроению и может быть использовано в различных отраслях промьпиленности при автоматизации сборочных работ для напрессовки на галицевой вал дета лей сложной конфигурации.
Цель изобретения - расширение технологических возможностей за счет увеличения диапазона собираемых, деталей, в том числе удлиненной формы, например напрессовки на вал рычагов со шлицами.
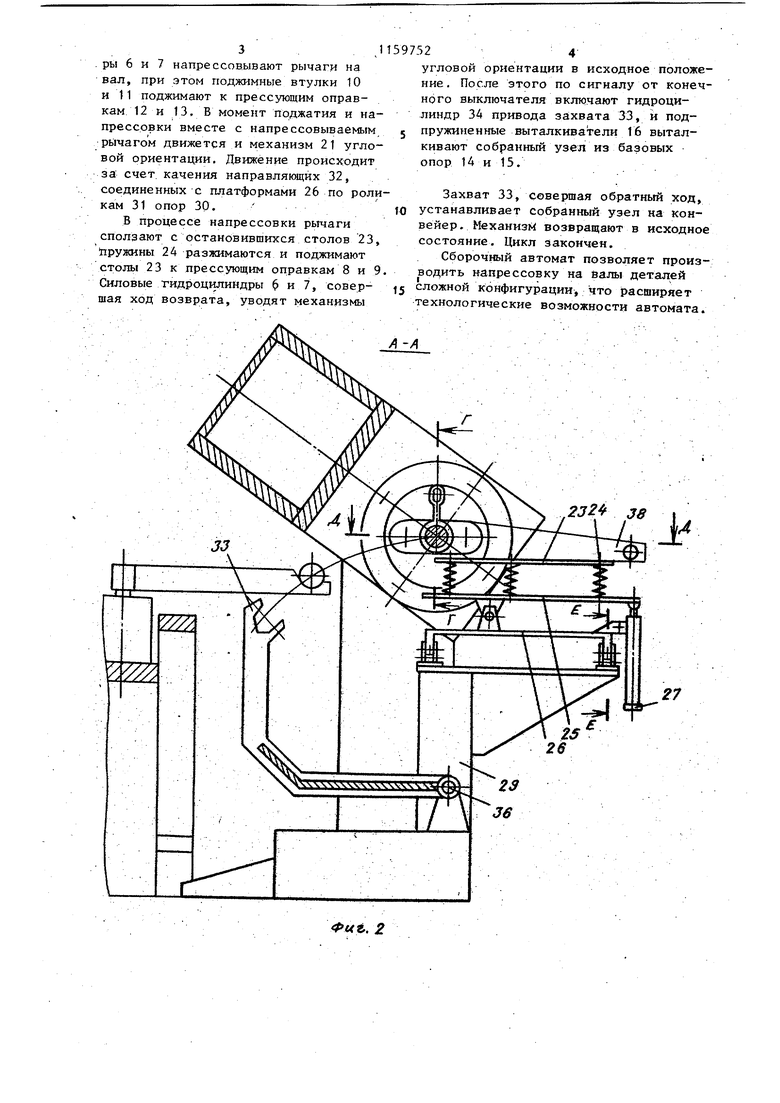
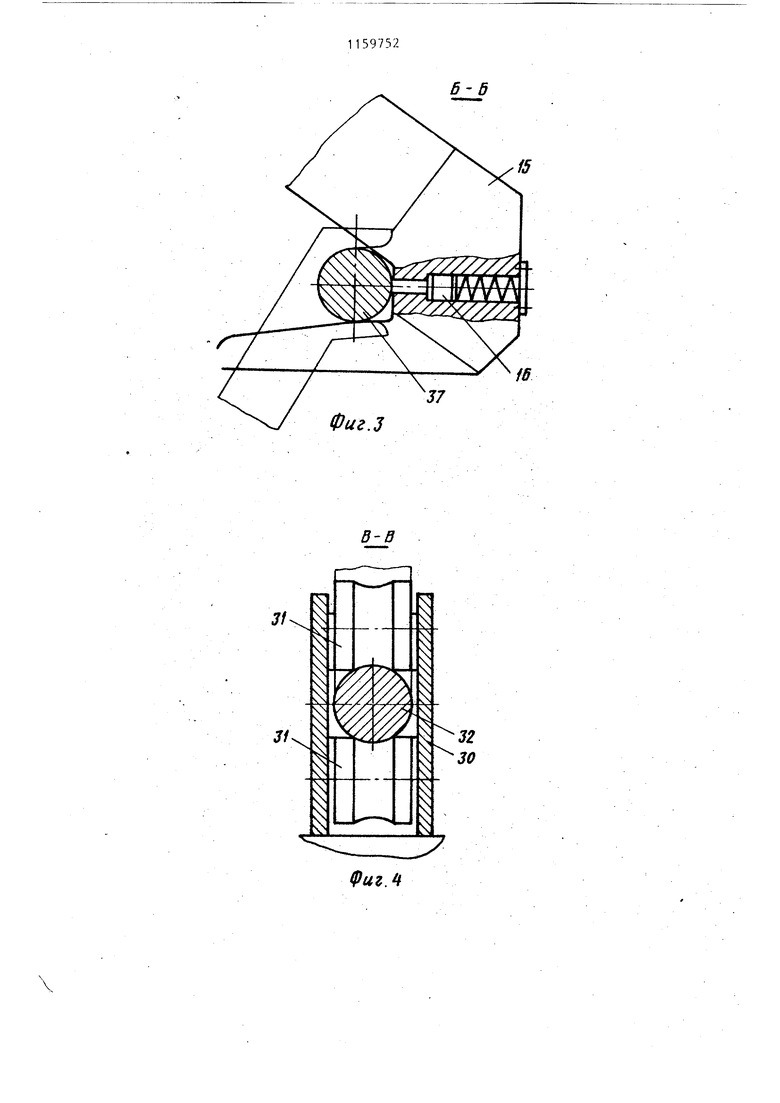
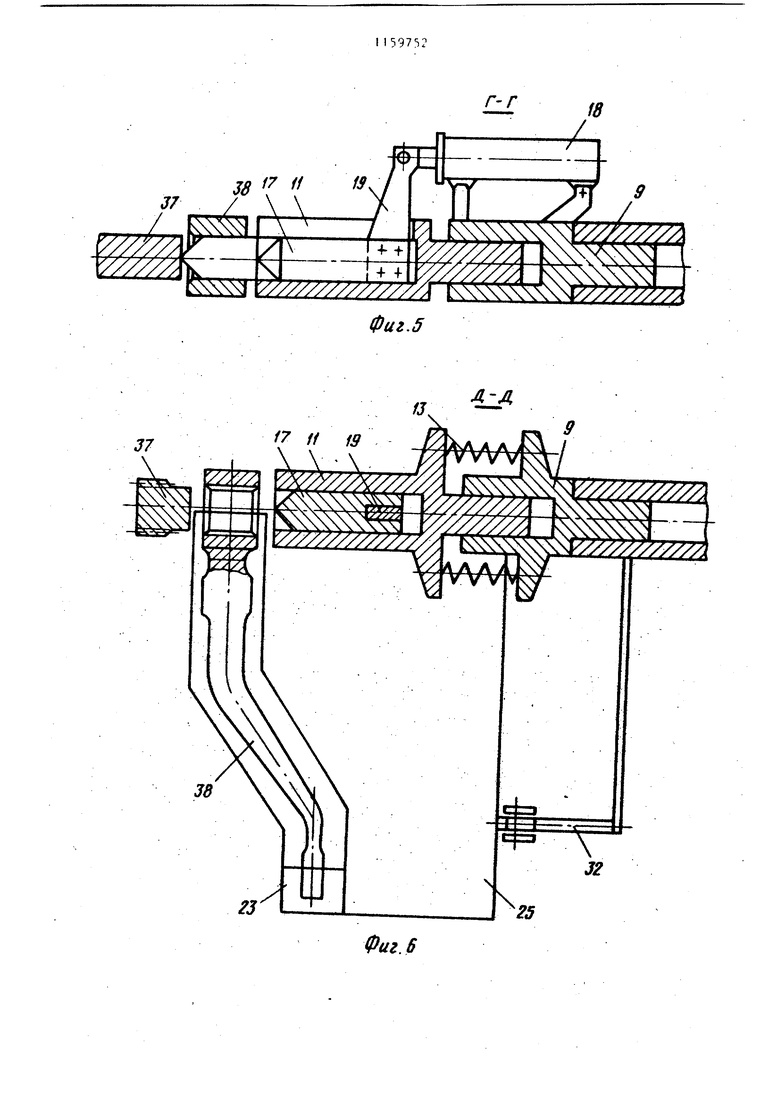
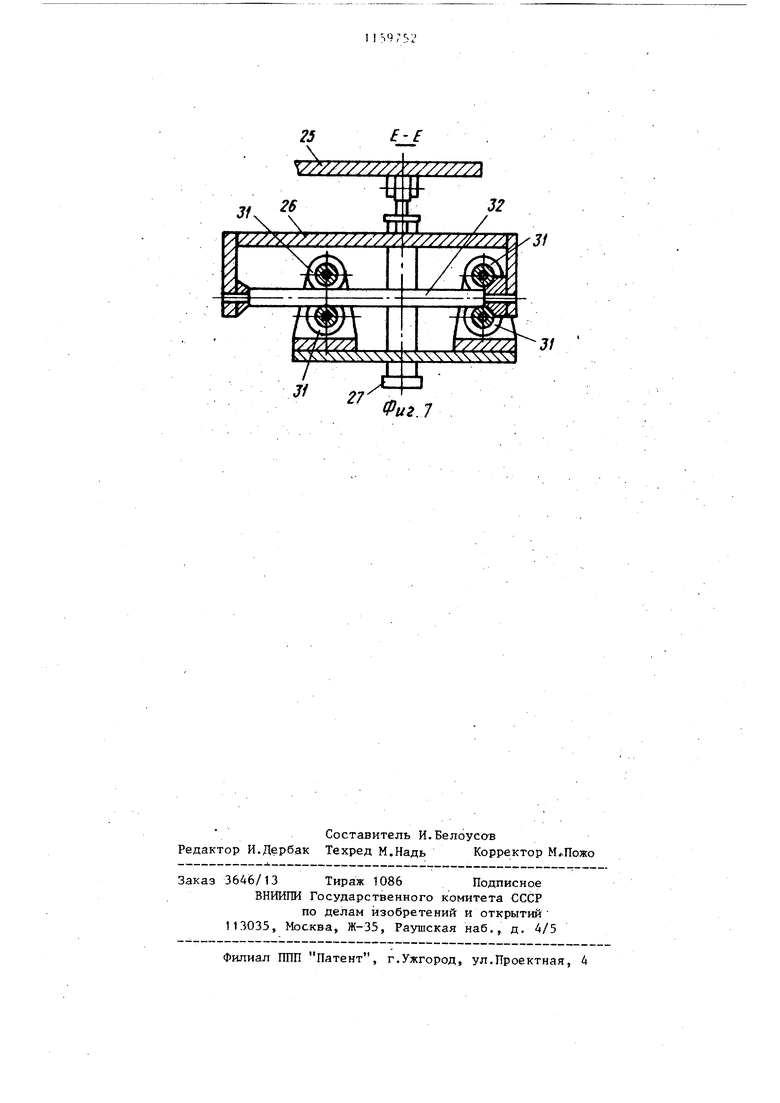
На фиг. 1 изображен автомат, общи вид; на фиг. 2 - разрез А-А на фиг. 1 на фиг 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. t. на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - разрез Д-Д на фиг. 2; на фиг. 7 - разрез .Е-Е на фиг. 2. .
Сборочный автомат содержит смонти рованные на стойках 1 и 2 механизмы напрессовки 3 и центрирования 4 вала Механизм 3 напрессовки 3 включает наклонно установленную скобу 5, установленные соосно два силовых гид роцилиндра 6 и 7, на штоках которых закреплены прессующие оправки 8 и 9 JC поджимными втулками 10 и 11, имеющими пружины 12 и 13. На скобе 5 закреплены базовые опоры 14 и 15 для вала с подпружиненными выталкивателями 16,
Механизм 4 центрирования включает подвижные центры 17, установленные внутри поджимных втулок 10 и 11, которые служат направляющими, и гидроцилиндры 18 привода, штоки которых связаны с центрами 17 при помощи хо-мутов 19, перемещающихся в пазах поджийных втулок to и 11.
Гидроцилиндры 18 установлены на прессующих оправках 8 и 9. На станине 20 смонтированы механизм 21 угловой ориентации охватывающей детали и механизм 22 загрузки вала. Механизм 2 угловой ориентации выполнен в виде стола 23, установленного на пружинах 24, имеющих возможность поворота за счет шарнирно соединенных площадки 25 и платформы 26 и гидроцилиндров 27 привода. Механизм 21 угловой ориентации включает также стойки 28 и 29 с закрепленными на них опорами 3 с роликами 31 с возможностью перемещения по ним направляющих 32, закрепленных на платформе 26. Механизм 22 загрузки выполнен в ввде поворотного захвата 33, получающего привод от
моментного гидроцилиндра 34 через цилиндрический редуктор 35 и приводной вал 36. Собираемые детали вал 37 и рычаг 38 со шлицами.
Последовательность работы механизмов автомата обеспечивается последовательным включением приводов, осуществляемьп срабатыванием конечных выключателей (не показаны).
Автомат работает следующим образом.
В рабочую зону автомата по конвейеру поступает вал .37. Механизм 22 загрузки снимает вал 37 с конвейера и подает его в зону запрессовки. Захват 33 прижимает вал 37 к базовым опорам 14 и 15 скобы 5, предотвращая проворот вала вокруг своей оси. Перемещение захвата 33 осуществляют от моментного цилиндра 34 через цилиндрический редуктор 35 и приводной вал 36. Одновременно с загрузкой вала 37 на столы 23 подают поштучно рычаги 38 при помощи загрузочного устройства (не показано). В. результате происходит деформация компенсационных пружин 24, которые подбирают в зависимости от веса напрессовываемых деталей -(в данном случае от веса рычагов) и тем самым осуществляют предварительную ориентацию рычагов относительно оси запрессовки.
После того, как собираемые детали поданы в зону запрессовки и предварительно сориентированы, включают гидроцилиндры 18, приводящие в действие подвижные центры 17, которые, проходя сквозь отверстия рычагов, производят окончательную ориентацию собираемых деталей относительно оси запрессовки. Затем производят предварительное попжатие рычагов к .валу за счет пружин 12 и 13 поджимных втулок 10 и 11. Подвод втулок 10 и It осуществляют силовыми гидроцйлиндрами 6 и 7. По окончании поджатия цилиндры 6 и 7 останавливают. По сигналу от конечного выключателя начинают работать гидроцилиндрь 27, которые проворачивают площадки 25 и столы 23 с рычагом относительно ос до совмещения шлицев рычага и вала. При совмещении щлицев прекращают движение столов 23 и последующий ход гидроцилиндра 27 компенсируют пружинами 24.
После того, как закончена угловая ориентация,. силовые гидроцилиндpbi 6 и 7 напрессовывают рычаги на вал, при этом поджимные втулки 10 и 11 поджимают к прессующим оправкам 12 и 13. В момент поджатия и напрессрвки вместе с напрессовываемым рычагом движется и механизм 21 угловой ориентации. Движение происходит за счет, качения направлякщйх 32, соединенных с платформами 26 по ролИ кам 31 опор 30. В процессе напрессовки рычаги сползают с остановившихся столов 23 йружины 24 разжимаются и поджимают столы 23 к прессующим оцравкам 8 и 9 Силовые тидроцилиндры и 7, соверщая ход возврата, уводят механизмы
Фиг,. 2 2 4. . угловой ориентации в исходное положение , После этого по сигналу от конечного выключателя включают гидроцилиндр 34 привода захвата 33, и подпружиненные выталкиватели 16 выталкивают собранный узел из базовых опор 14 и 15., Захват 33, совершая обратный ход, устанавливает собранный узел на конвейер. Механизм возвращают в исходное состояние. Цикл закончен. Сборочный автомат позволяет производить напрессовку на валы деталей сложной Конфигурации, что расширяет технологические возможности автомата.
б 5
15
16
37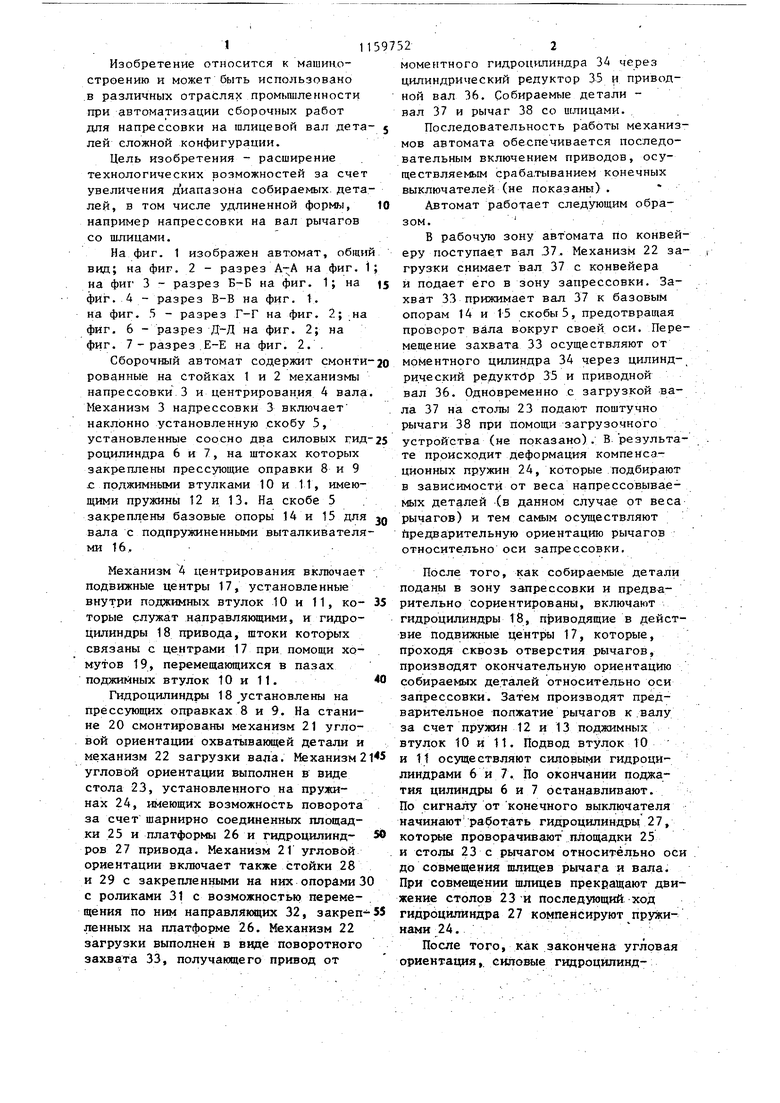
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для напрессовки деталей на валы со шлицами | 1987 |
|
SU1472220A1 |
| Поточная линия сборки карданных валов | 1986 |
|
SU1333528A1 |
| Сборочный автомат | 1977 |
|
SU733954A1 |
| Устройство для сборки деталей запрессовкой | 1986 |
|
SU1388252A1 |
| Стенд для монтажа прессовых соединений | 1991 |
|
SU1797551A3 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Многопозиционный автомат для сборки узлов | 1990 |
|
SU1779530A1 |
| Станок для сборки комбинированного шипа противоскольжения | 2023 |
|
RU2821136C1 |
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
СБОРОЧНЫЙ АВТОМАТ для напрессовки охватывающих деталей со шлицевыми пазами на валы со шлицами, содержащий смонтированные на станине механизмы загрузки валов и охватываю щих деталей, механизмы центрирования вала и угловой ориентации охватывающих деталей, а также механизм напрёс совки, выцолненньй в виде скобы с соосно установленными силовыми цилиндрами, на штоках которых закреп 5. J«V гг ГО /« гв MJS язз tsxft tf tft.T лены пр ессующие оправки с поджимными втулками, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен закрепленными на скобе базовыми опорами для собираемого вала с размещенными в них подпружиненными выталкивателями, а также установленной на станине с возможностью перемещения вдоль оси напрессовки платформой, при этом механизм угловой ориентации охватывающих деталей выполнен в виде смонтированной на платформе с возможностью поворота в плоскости, перпендикулярной оси напрессовки, приводной площадки с закрепленным на ней подпружиненным столом для охватывающих деталей, плоскость стола расположена параллельно оси напрессовки, а механизм загрузки валов выполнен в виде приводного поворотного зах1аата и установлен с возможностью взаимодействия с базовыми опорами.. .;/ « /J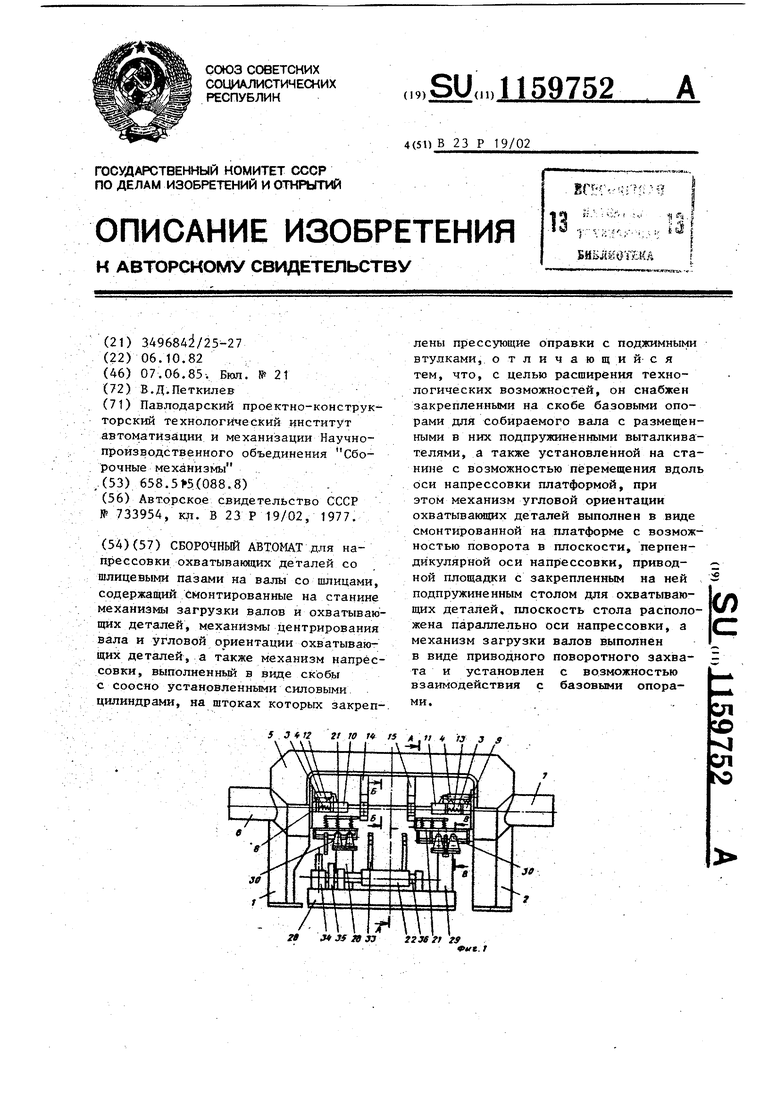
Фиг.Ц
/li
Фиг.5 ЛФаг. 6 А
E-E
kJ/
Фиг Л
| Сборочный автомат | 1977 |
|
SU733954A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
