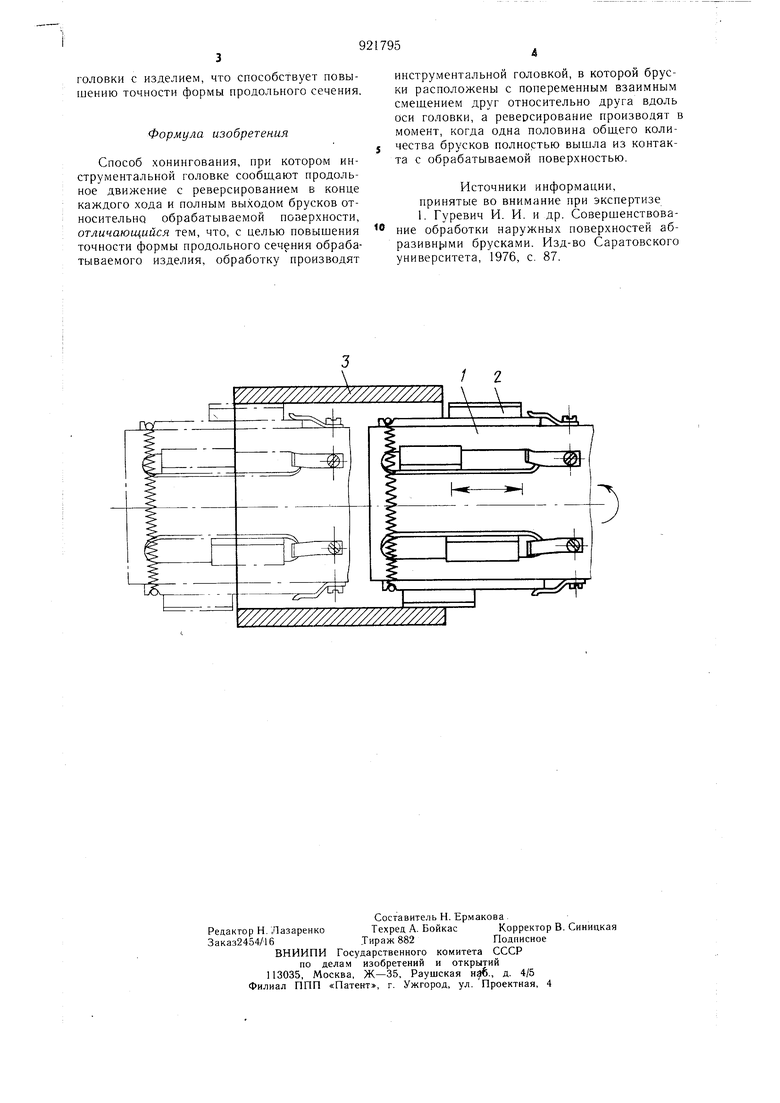
Изобретение относится к чистовой обработке резанием и может быть использовано при хонинговании, например, цилиндрических поверхностей. Известен способ хонингования, при котором инструментальной головке сообш.ают продольное движение с реверсированием в конце каждого хода и полным выходом брусков относительно обрабатываемой поверхности I. Из-за нарушения в конце каждого продольного хода контакта инструмента с изделием при известном способе хонингования возникают погрешности формы продольного сечения изделия в виде бочкообразности при обработке наружных поверхностей и седлообразности при обработке отверстий. Цель изобретения - повышение точности формы продольного сечения обрабатываемого изделия. Цель достигается тем, что обработку производят инструментальной головкой, в которой бруски расположеныс попеременным взаимным смешением друг относительно друга вдоль оси головки, а реверсирование производят в момент, когда одна половина общего количества брусков полностью вышла из контакта с обрабатываемой поверхностью. На чертеже представлена схема обработки цилиндрического отверстия .чонпнговальной головкой в попеременным взаимным смещением брусков вдоль оси головки. Хонинговальная головка 1 с брусками 2 имеет два крайних (правое и левое) положения) относительно обрабатываемого изделия 3. В процессе обработки реверс каждого продольного хода производят в тот момент, когда одна половина общего количества брусков 2 полностью вьпила из контакта с обрабатываемой поверхностью изделия 3, в то время как другая половина брусков 2 сохраняет с ним контакт. В результате на каждом продольном ходе имеет место попеременный полный выход сначала одной, затем другой половины общего количества брусков, т.е. происходит чередование полного и неполного выхода для каждой половины общего количества брусков за каждый двойной ход головки. Благодаря этому создаются условия для предотвращения засаливания брусков и обеспечивается непрерывный контакт хонинговальной
головки с изделием, что способствует повышению точности формы продольного сечения.
Формула изобретения
Способ хонингования, при котором инструментальной головке сообщают продольное движение с реверсированием в конце каждого хода и полным выходом брусков относительна обрабатываемой поверхности, отличающийся тем, что, с целью повышения точности формы продольного сечения обрабатываемого изделия, обработку производят
инструментальной головкой, в которой бруски расположены с попеременным взаимным смещением друг относительно друга вдоль оси головки, а реверсирование производят в момент, когда одна половина общего количества брусков полностью вышла из контакта с обрабатываемой поверхностью.
Источники информации, принятые во внимание при экспертизе 1. Гуревич И. И. и др. Совершенствование обработки наружных поверхностей абразивн 1ми брусками. Изд-во Саратовского университета, 1976, с. 87.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2019 |
|
RU2711283C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1972 |
|
SU327042A1 |
| СПОСОБ ХОНИНГОВАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ И ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101158C1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| Способ хонингования отверстий | 1985 |
|
SU1366365A1 |
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
У////////// /7/////////%7/ / 2 И
