(5) УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования листового материала | 1981 |
|
SU988576A1 |
| Устройство для гофрирования листового материала | 1978 |
|
SU765001A1 |
| Устройство для гофрирования листового материала | 1980 |
|
SU929447A1 |
| Устройство для гофрирования листового материала | 1979 |
|
SU882767A2 |
| Устройство для гофрирования листового материала | 1981 |
|
SU994284A2 |
| Устройство для гофрирования листового материала | 1982 |
|
SU1007998A1 |
| Устройство для изготовления из листового полимерного материала изделий ячеистого профиля | 1990 |
|
SU1781071A1 |
| Инструмент для гофрирования листового материала | 1981 |
|
SU958109A1 |
| Устройство для гофрирования листового материала | 1980 |
|
SU925655A1 |
| Способ изготовления листового ячеистого материала | 1982 |
|
SU1085845A1 |
1
Изобретение относится к технологическому оборудованию для прессования пластмасс, в частности к пресс-формам для полумения гофрированных листовых материалов, и может быть использовано для двустороннего гофрирования листовых заготовок, плохо поддаодихся вытяжке, например пропитанных связующим стеклотканей.
Известно устройство для формования крупногабаритных изделий сложной формы из стеклопластиков, содержаи ее упругий пуансон с гофрированной формующей поверхностью и жесткую матрицу, формование в этом устройстве осущест яется за счет разрежения материала и избыточного Давления внутри, упругого пуансона, причем давление прилагается по всей поверхности формуемого изделия LM
К недостаткам этого устройства от.носится то, что оно не позволяет .производить двустороннего гофрирования заготовок на значительную глубину изза неравномерного растяжения заготовки, а применение нерастягивающихся материалов, например пропитанной связуюсцим стеклоткани, невозможно из-за разрушения последней в местах вытяжки ячеек.
Известно также устройство для гофрирования листового материала, содержащее пуансон и матрицу, выполненную в виде цельной зубчатой плиты, колиfOчество и конфигурация зубьев которой соответствует количеству и конфигурации впадин между зубьями пуансона f2J.
Это устройство является наиболее близким по технической сущности и
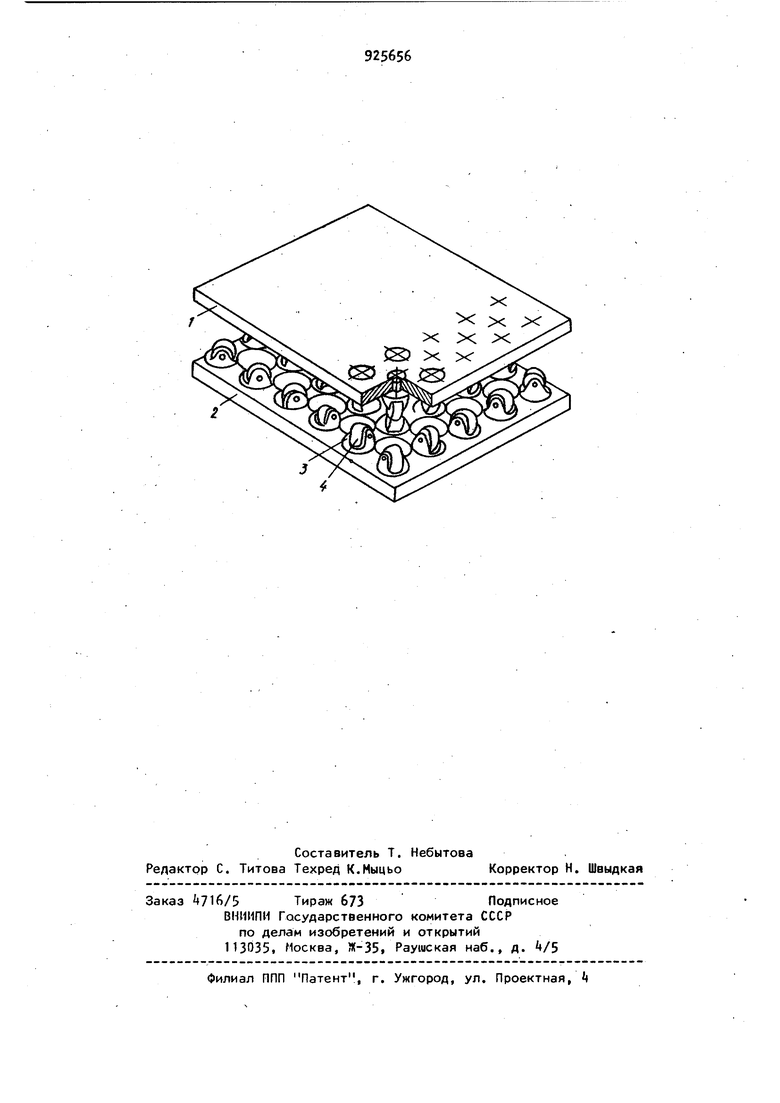
ts достигаемому результату к изобретению.
Недостатком устройства является то, что при двустороннем гофрировании листовых заготовок из композиционных „ материалов, например из стеклоткани, пропитанной связующим, неотвержденное связующее проникает в зазоры между отдельными зубчатыми рейками пуансона и после отверждения препятству392ет свободному их перемещению, что снижает производительность устройства Устройство не обеспечивает целостности заготовки при увеличении глубины формования. Целью изобретения является увели чение глубины формования, повышение производительности и качества гофрируемого материала. Цель достигается тем, что в устройстве для гофрирования листового материала, содержащем пуансон и матрицу, выполненную в виде цельной зубчатой плиты, количество и конфигура-ция зубьев которой соответствует количеству и конфигурации впадин между зубьями пуансона, каждый зуб пуансог на и матрицы выполнен с продольным пазом и снабжен размещенным в этом пазу роликом, причем продольные пазы зубьев пуансона и матрицы ориентиро ваны в направлении их геометрического центра. Пуансон может быть выполнен в виде цельной зубчатой плиты. На чертеже изображено устройство для гофрирования листового материала в аксонометрии. Устройство для гофрирования листового материала содержит пуансон 1 и матрицу 2, выполненные в виде цельных зубчатых плит. -На каждом зубе 3 матрицы и пуансона выполнены продольные пазы с размещенными в них роликами t, причем пазы в пуансоне и мат рице ориентированы в направлении их геометрического центра. Устройство для гофрирования листового материала работает следующим образом. На подготовленную матрицу 2 уклады вается заготовка формуемого материала сверху опускается пуансон 1. При этом зубья 3 последнего опускаются во впадины матрицы, увлекая за собой форму- 45 емый материал, который свободно перемещается по роликам k зубьев и заполняет впадины. Затем пуансон поднимают и заменяют прессующим пуансоном, переворачивают весь пакет и заменяют фор- go мующую матрицу прессущей После это6го пакет подают на прессование и отверждение. Изобретение позволяет обеспечить свободное перемещение листового материала от краев к середине пресс-формы вследствие ориентации пазов с роликами в зубьях матрицы и пуансона к геометрическому центру последних. Это дает возможность увеличить глубину формования без нарушения целостности листовой заготовки. Кроме того, использование .описанной конструкции позволяет повысить производительность устройства для гофрирования листового атериала, так как вследствие выполнения пуансона цельным исключ.ается проникновение связующего между рейками пуансона, препятствующее их свободному перемещению. Формула изобретения 1.Устройство для гофрирования листового материала, содержащее пуансон и матрицу, выполненную в виде цельной зубчатой плиты, количество и конфигурация зубьев которой соответствует количеству и конфигурации впадин между зубьями пуансона, о т л и ч аю щ е е с я тем, что,с целью увеличения глубины формования, повышения производительности и качества гофрируемого материала, каждый зуб пуансона и матрицы выполнен с продольным пазом и снабжен размещенным в этом пазу роли-, ком, причем продольные пазы зубьев пуансона и матрицы ориентированы в напревЛенин их геометрического центра. 2.Устройство по п. 1, о т л ичающееся тем, что пуансон выполнен в виде цельной зубчатой плиты. Источники информации. принятые во внимание при экспертизе 1.Авторское свидетельство СССР W 228926, кл. В 29 С 1/12,829 С 17/06. 1962. 2.Авторское свидетельство СССР , кл. S 21 D 13/02, (прототип).
