- . . - - .1 - . ; .. ; Изобретение отноеится к облаот -. переработки пластмасс прессованием при получении двуЕТоронне гофриро-; ванных изделий.
По основному авт.: св. № 765001 . известно устройствЬ для, Ьофрирования листового материала/ содержащее.матрицу и пуансон, выполненные из отдё льных зубчатых реек, число и зубьев которых в матрице соответствует числу и профилю впадин межйУ; зубьями реек пуансона, причем формующие поверхности матрицы и пуансона выполнены в виде, выпуклого профиля и расположены перпендикулярно одна относительно другой.
Кроме того, зубчатые рейки матрицы и пуансона снабжены изогнутыми упругими элементамиt проходящими через сквозные отверстия каждой рейки. Каждая зубчатая рейка матрицы и пуансона снабжена автономным нагреватель идм элементом. Устройство снабжено также прикрепленной к деят;ральной зубчатой рейке матрицы oipaничительной рамкой, соответствую..щей периметру заготовки.
К недостаткам известного устройства относятся низкая производительность и малая надежность, так как
при переработке заготовок из стеклотканей, пропитанных связующим, последнее проникает в зазоры между отдельными зубчатшии рейкалм Матрицы пуансона и после отверждения, преият ствует их свободному перемещеник Устройство требует периода1ческой . .чистки от остатков отверяуденного связующего.
10
Целью изобретения яйляется повышение Щ5оизводитепьности и надежности устройства. .
Это достигается тем, .чтгб в предложенном устройстве между зубчаты15ми рейками- матрицы и пуансона рас- , положены демпфирующие прокладки из антиадгезионного материала тина силиконовой резины, привулканиэованные к боковым поверхностям зубча20тых реек..
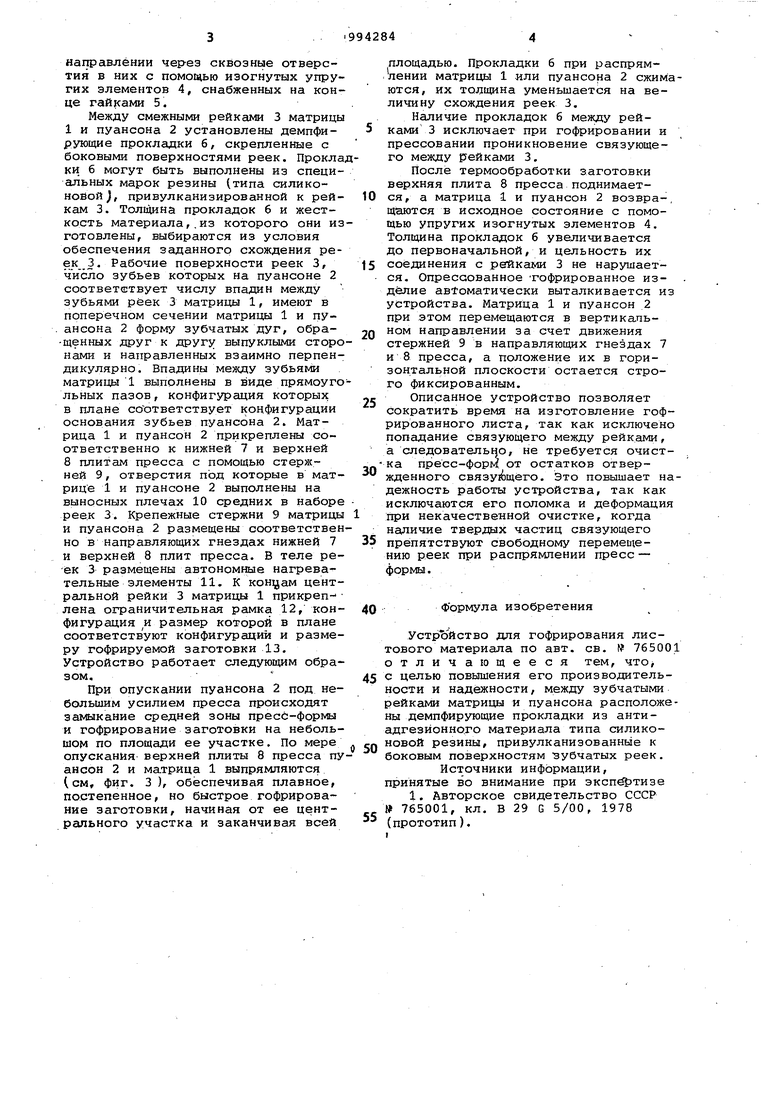
На фиг. 1 и 2 изображено ус ойство в разрезе,- на фиг. 3 - крепление ограничительной рамки к центральной зубчатой рейке матрицы/ на
25 фиг. 4 - часть устройства в процессе работы.,
Устройство содержит матрицу 1 и пуансон 2, выполненные в виде набора отдельных зубчатых реек 3, со30единенных между собой в поперечном направлении через сквозные отверстия в них с помощью изогнутых упругих элементов 4, снабженных на конце гай|сами 5. Между смежными рейками 3 матрицы 1 и пуансона 2 установлены демпфирующие прокладки б, скрепленные с боковыми поверхностями реек. Прокла ки 6 могут быть выполнены из специальных марок резины (типа силиконовой J, привулканизированной к рейкам 3. Тол1дина прокладок 6 и жесткость материала,.из которого они из готовлены, выбираются из условия обеспечения заданного схождения реек,3. Рабочие поверхности реек 3, чксло зубьев которых на пуансоне 2 соответствует числу впадин между зубьями реек 3 матрицы 1, имеют в поперечном сечении матрицы 1 и пуансона 2 форму зубчатых дуг, обращенных друг к другу выпуклыми сторо нами и направленных взаимно перпендикулярно. Впадины между зубьями матрицы 1 выполнены в виде прямоуго льных пазов, конфигурация которых в плане соЪтветствует конфигурации основания зубьев пуансона 2. Матрица 1 и пуансон 2 прикреплены соответственно к нижней 7 и верхней 8 плитам пресса с помощью стержней 9, отверстия под которые в матрице 1 и пуансоне 2 выполнены на выносных плечах 10 средних в наборе реек 3. Крепежные стержни 9 матрицы и пуансона 2 размещены соответствен но в направляющих гнездах нижней 7 и верхней 8 плит пресса. В теле реёк 3 размещены автономные нагревательные элементы 11. К концам центральной рейки 3 матрицы 1 прикреп- лена ограничительная рамка 12, конфигурация н размер которой в плане соответствуют конфигурации и размеру гофрируемой заготовки 13. Устройство работает следующим образом. При опускании пуансона 2 под небольшим усилием пресса происходят замыкание средней зоны прecu-формы и гофрирование заготовки на небольшом по площади ее участке. По мере опускания- верхней плиты 8 пресса пу ансон 2 и матрица 1 выпрямляются (см, фиг. 3 ), обеспечивая плавное, постепенное, но быстрое гофрирование заготовки, начиная от ее центргшьного участка и заканчивая всей площадью. Прокладки 6 при распрямлении матрицы 1 или пуансона 2 сжимаются, их толщина уменьшается на величину схождения реек 3. Наличие прокладок 6 между рейками 3 исключает при гофрировании и прессовании проникновение связующего между рейками 3. После термообработки заготовки верхняя плита 8 пресса поднимается, а матрица 1 и пуансон 2 возвра-, щаются в исходное состояние с помощью упругих изогнутых элементов 4. Толщина прокладок 6 увеличивается до первоначальной, и цельность их соединения с рейками 3 не нарушается. Спрессованное тофрированное изделие автоматически выталкивается из устройства. Матрица 1 и пуансон 2 при этом перемещаются в вертикапьном направлении за счет движения стержней 9 в направляющих гнездах 7 и 8 пресса, а положение их в горизонталь.ной плоскости остается строго фиксированным. Описанное устройство позволяет сократить время на изготовление гофрированного листа, так как исключено попадание связующего между рейками, а следователь1|о, не требуется очистка пресс-форм от остатков отвержденного связугбщёго. Это повышает надежность работы устройства, так как исключаются его поломка и деформация при некачественной очистке, когда наличие твердых частиц связующего препятствуют свободному перемещению реек при распрямлении пресс - формы. : Формула изобретения Устройство для гофрирования листового материала по авт. св. № 765001 отличающееся тем, что с целью повышения его производительности и надежности, между зубчатыми рейками Матрицы и пуансона расположены демпфирующие прокладки из антиадгезионно.го материала типа силиконовой резины, привулканизованные к боковым поверхностям зубчатых реек. Источники информации, принятые во внимание при экспфтизе 1. Авторское свидетельство СССР 765001, кл. В 29 G 5/00, 1978 (прототип).
Фг№.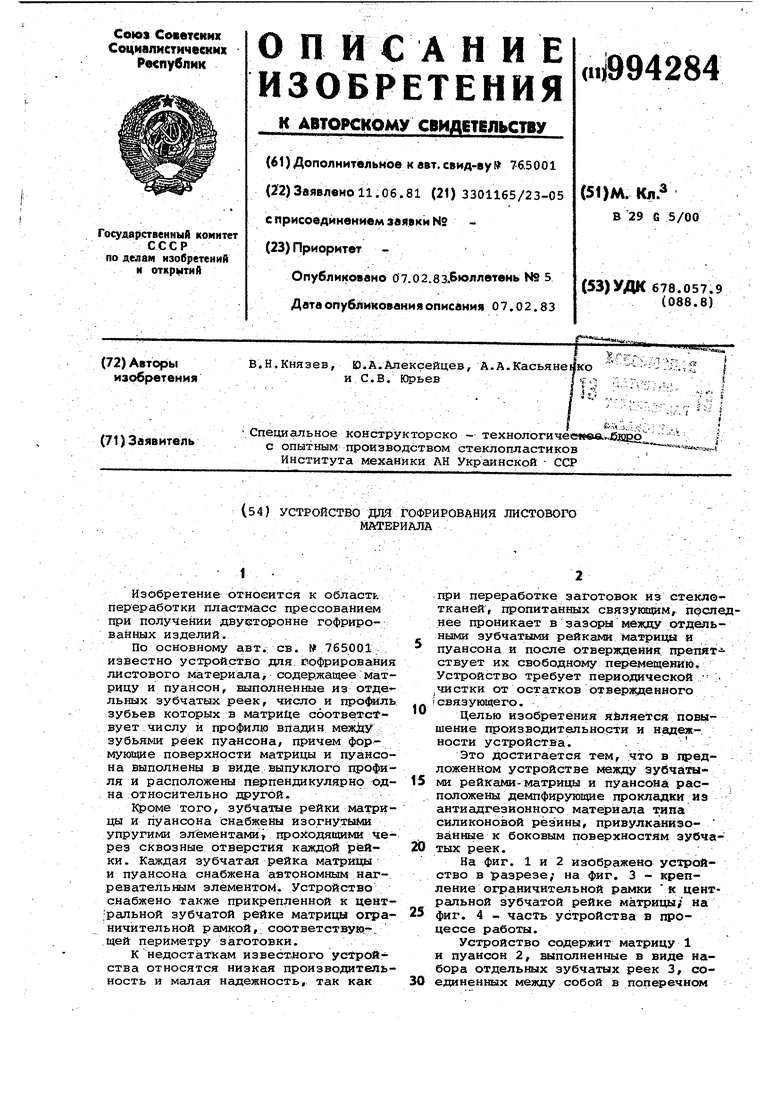
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования листового материала | 1979 |
|
SU882767A2 |
| Устройство для гофрирования листового материала | 1980 |
|
SU929447A1 |
| Устройство для гофрирования листового материала | 1980 |
|
SU925655A1 |
| Устройство для гофрирования листового материала | 1978 |
|
SU765001A1 |
| Устройство для гофрирования листового материала | 1981 |
|
SU988576A1 |
| Инструмент для гофрирования листового материала | 1981 |
|
SU958109A1 |
| Устройство для изготовления из листового полимерного материала изделий ячеистого профиля | 1990 |
|
SU1781071A1 |
| Устройство для гофрирования листового материала | 1980 |
|
SU925656A1 |
| Устройство для гофрирования полимерного материала | 1980 |
|
SU939277A1 |
| Устройство для гофрирования листового материала | 1982 |
|
SU1007998A1 |
13
fj
t
I
4
/
ff 0erf.
