(Sk) БАРАБАН ДЛЯ ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН
1
Изобретение относится к устройствам для сборки пневматических шин и может быть использовано в шинной промышленности.
Известно устройство для формования покрышек пневматических шкн радиальной конструкции, содержащее сборочный барабан для экспендирования каркаса и ограничительные шаблоны, расположенные с обеих сторон барабана, имеющие возможность смещаться соосно один относительного другого и служащие для ограничения периметра сформованного каркаса и наложения слоев брекера и заготовки протектора 1.
Недостатком описанного устройства является то, что оно не обеспечивает надежный стык протектора с боковиной при наложении последних на первой стадии сборки. Кроме того, конструкция фланцев, крепящих диа)рагму сборочного барабана, приводит к деформации боковин при
надевании каркаса на барабан за счет того, что диаметр фланцев больше диаметра диафрагмы. Деформация боковин приводит к снижению качества стыка их с протектором.
Наиболее близким по технической сущности и достигаемому результату к предложенному является барабан для формования покрышек пневматических шин, содержащий смонтированную на фланцах формующую диафрагму, установленные с обеих сторон фланцев ограничительные шаблоны и привод для аксиального перемещения последних t2.
В этом барабане один из элементов ограничительных шаблонов имеет выемку по окружности, которая наклонена относительно линии окружности. Другой элемент ограничительных шаблонов имеет выступающую часть, которая входит в выемку предыдущего элемента. Легкий наклон выемки относительно выступающей масти гаран
тирует смещение круговых элементов без специального фиксирующего устройства и дает возможность легко изменять размеры ограничительных шаблонов.
Описанная конструкция шаблонов позволяет собирать на них покрышки различных размеров.
Недостатком прототипа является нестабильное качество покрышек при изготовлении шин современной конструкции с наложением боковин на первой стадии сборки. В этом случае используется протектор из двух резин с кромками из резины боковины (мини-боковины) для повышения прочности связи по стыку протектор боковина. Однако за счет остаточных напряжений в резине боковин сформованного каркаса не обеспечивается надежный стык в зоне боковина-минибоковина после прикатки протектора и в готовых шинах наблюдается массовый дефект - расхождение стыка боковины с мини-боковиной.
Целью изобретения является устранение расхождения стыка боковины с мини-боковиной и улучшение качества формуемых покрышек.
Поставленная цель достигается тем, что барабан для формования покрышек пневматических шин, содержащий смонтированную на фланцах формующую диафрагму, установленные с обеих сторон фланцев ограничительные шаблоны и привод для аксиальног перемещения последних, снабжен контактными кольцами с электронагревательными, элементами, установленными внутри полостей колец, которые смонтированы с возможностью аксиального перемещения посредством подпружиненных болтов на ограничительных шаблонах .
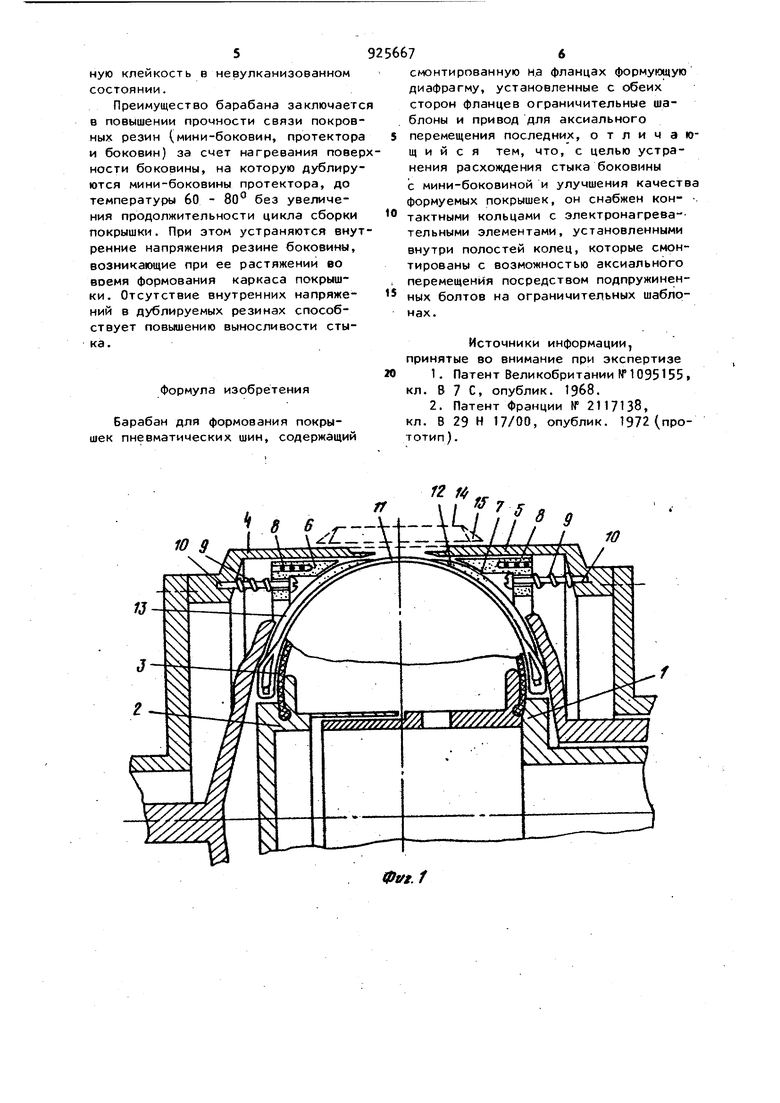
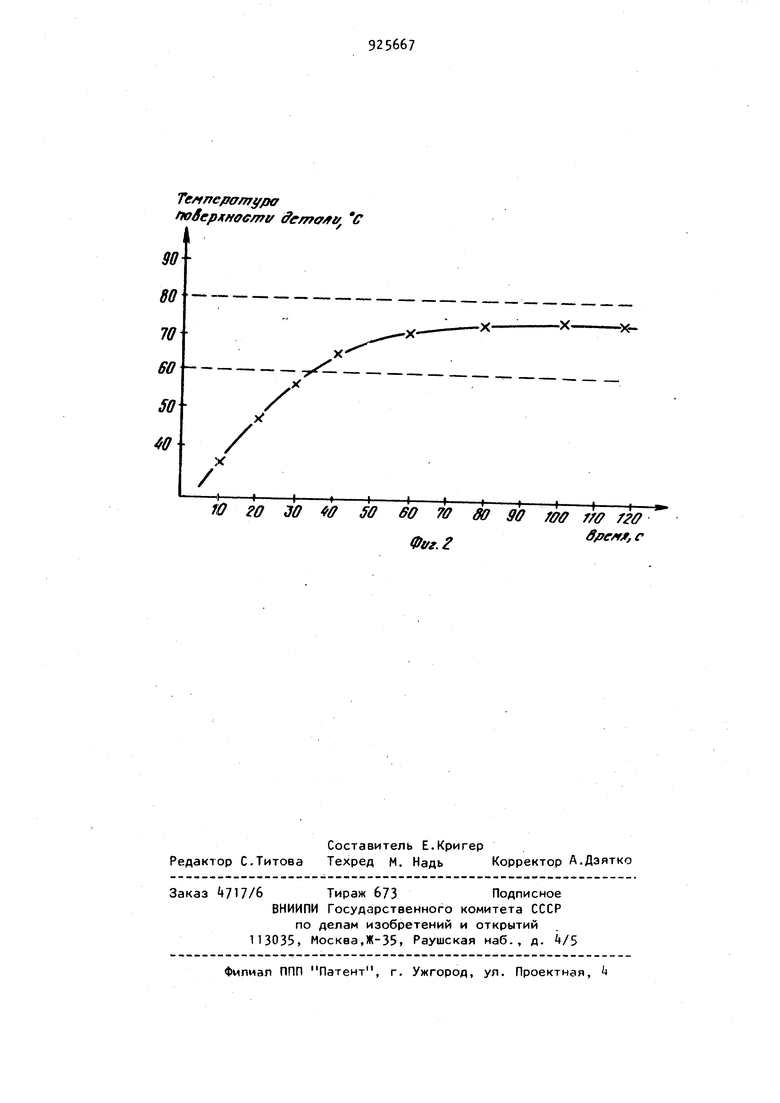
На фиг.1 изображен предлагаеи 1й барабан; на фиг.2 - график зависимости температуры поверхности резиновой заготовки от времени контакта с нагревательными элементами.
Барабан содержит смонтированную на фланцах 1 и 2 юрмующую диафра - му 3, установленные с обеих сторон фланцев ограничительные (шаблоны и 5 и привод для аксиального перемещения последних { на черте ах не показан). Барабан снабжен контактными кольцами 6 и 7 с электронагревательными элементами 8, установленными внутри полостей колец 6 и 7, которые смонтированы с возможностью аксиального перемещения посредством подпружиненных пружинами 9 болтов 10
на ограничительных шаблонах 4 и 5Барабан работает следующим,образом.
К сформованному на диафрагме 3 каркасу 11 подводятся ограничительные шаблоны и S, при этом к поверхности дз(блирования 12 резиновых деталей (боковин) 13, прилегают контактные кольца 6 и 7, повторяющие форму поверхностей дублирования 12.
Надежный контакт обеспечивается благодаря подвижности колец 6 и 7, вдоль болтов 10 и наличию пружин 9 Электромагнитные элементы 8 сообщают кольцам 6 и 7 температуру
70 - 100°, они прогревают поверхности дублирования 12 деталей 13 до температуры, остающейся в интервале 60 - 80°. Контакт продолжается 60 - 150 с в процессе наложения на
шаблоны и 5 слоев брекера и протектора Il. Затем ограничительные шаблоны и 5 отводятся совместно с кольцами 6 и 7, и на прогретые поверхности дублирования 12 резиновых деталей (боковин) 13 дублируются мини-боковины 15, а после их прикатки покрышка снимается с барабана.
При испь1тании предлагаемой конструкции определено минимальное время (35 с), за которое поверхность прогреваемой боковины достигает температуры 60°, при дальнейшем увеличении времени контакта температура не повышается более 80° (температура контактного кольца 83, мощность 300 Вт).
.Повышение прочности связи с дублированных резиновых деталей при предварительном их прогреве объясняется улучшением взаимодиффузии полимерной композиции деталей шины в интервале оптимальной температуры 60 80. Нагрев выше 100° вызывает химические изменения в материале поверхности, приводящие к снижению прочности связи в стыке.
Повышение прочности стыка резин
протектора и боковин имеет важное значение для перспектиеных резиновых смесей с повышенной износостойкостью, так как они имеют пониженную клейкость в невулканизованном состоянии. Преимущество барабана заключает в повышении прочности связи покров ных резин (мини-боковин, протектора и боковин) за счет нагревания пове ности боковины, на которую дублиру ются мини-боковины протектора, до температуры 60 - 80° без увеличения продолжительности цикла сборки покрышки. При этом устраняются внут ренние напряжения резине боковины, возникающие при ее растяжении во воемя формования каркаса покрышки. Отсутствие внутренних напряжений в дублируемых резинах способствует повышению выносливости стыка. Формула изобретения Барабан для формования покрышек пневматических шин, содержащий 76 смонтированную Н.а фланцах формующую диафрагму, установленные с обеих сторон фланцев ограничительные шаблоны и привод для аксиального перемещения последних, отличающийся тем, что, с целью устранения расхождения стыка боковины с мини-боковиной и улучшения качества формуемых покрышек, он снабжен кон- . тактными кольцами с электронагрева тельными элементами, установленными внутри полостей колец, которые смонтированы с возможностью аксиального перемещения посредством подпружиненных болтов на ограничительных шаблонах. Источники информации, принятые во внимание при экспертизе 1. Патент Великобритании N4095155 , кл. В 7 С, опублик. 1968. 2. Патент франции № 2117138, кл. В 29 Н 17/00, опублик. 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки покрышек пневматическихшиН | 1979 |
|
SU821195A1 |
| Способ сборки радиальных покрышек пневматических шин | 1977 |
|
SU734004A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| Способ сборки радиальных покрышекпНЕВМАТичЕСКиХ шиН | 1979 |
|
SU821196A1 |
| Способ вулканизации покрышек пневматических шин и устройство для его осуществления | 1981 |
|
SU1133112A1 |
| Станок для сборки покрышек пневматических шин | 1976 |
|
SU735432A1 |
| Станок для сборки покрышек пневматических шин | 1974 |
|
SU504674A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011534C1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| Станок для сборки покрышек пневматических шин | 1974 |
|
SU519343A1 |
10 9 ч
0fft. f t 8 6 ,,Г1,,У . /53SSSS5SS г ц 1. IL/Г/
Tcftnepa/rrypa поверяноелгу С
X
X
X
/
j X / Ю 20 dO ff 50 60 70 80 90 .г т
