Изобретение относится к обработке металлов давлением и может быть использовано при производстве изделий типа ступенчатых вгшов.
Известно устройство для поперечноклиновой прокатки, содержащее установленные в станине две параллельные плиты с-закрепленными на их рабочих поверхностях клиновыми инструментами, из которых одна плнта неподвижна, а вторая связана с приводом возвратно-поступательного перемещения, и закрепленный на одном из торцов неподвижной плиты механизм подачи заготовок 1,
Недостатком указанного устройства является его низкая производительность, так как оно имеет один механизм подачи заготовок, что не позволяет при одной паре клиновых инструментов использовать холостой ход подвижной плиты для прокатки заготовок.
Цель изобретения - повыиение производительности устройства путем использования холостого хода подвижной инструментальной плиты для прокатки заготовок.
Указанная цель достигается за счет того, что устройство для попег
речно-клиновой прокатки, содержащее установленные в станине две параллельные плиты с закрепленными на
с их рабочих поверхностях клиновыми инструментами, из которых одна плита неподвижна, а вторая связана с приводом возвратно-поступательного перемещения, и закрепленнь1й на одном
IQ из торцов неподвижной плиты механизм подачи заготовок, снабжено двумя механизмами сброса заготовок, установленными на обоих торцах неподвижной плиты, дополнительным механизмом подачи заготовок, установленным на
ts втором торце неподвижной плиты и механизмгши разворота клиновых инструментов, каждый из которых выполнен в виде подвижного основания, расположенного между клиновым инструмен20том и плитой вала, связанного с подвижным основанием, привода вращения вала и фиксатора поворота вала.
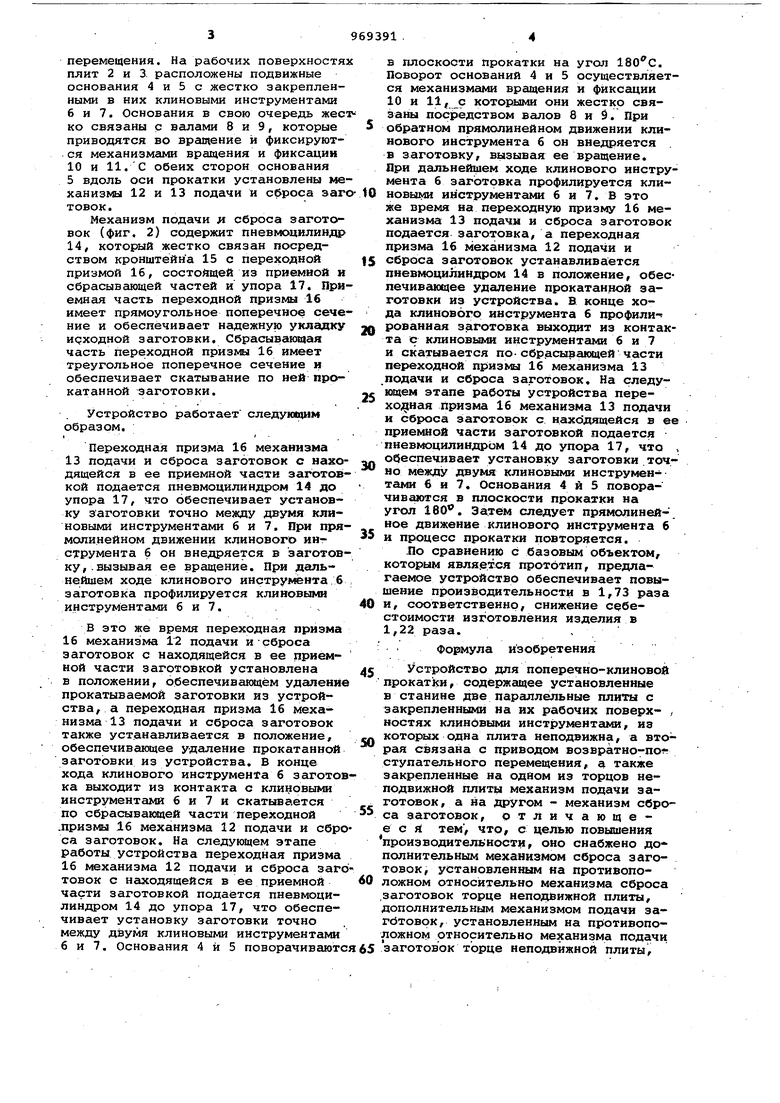
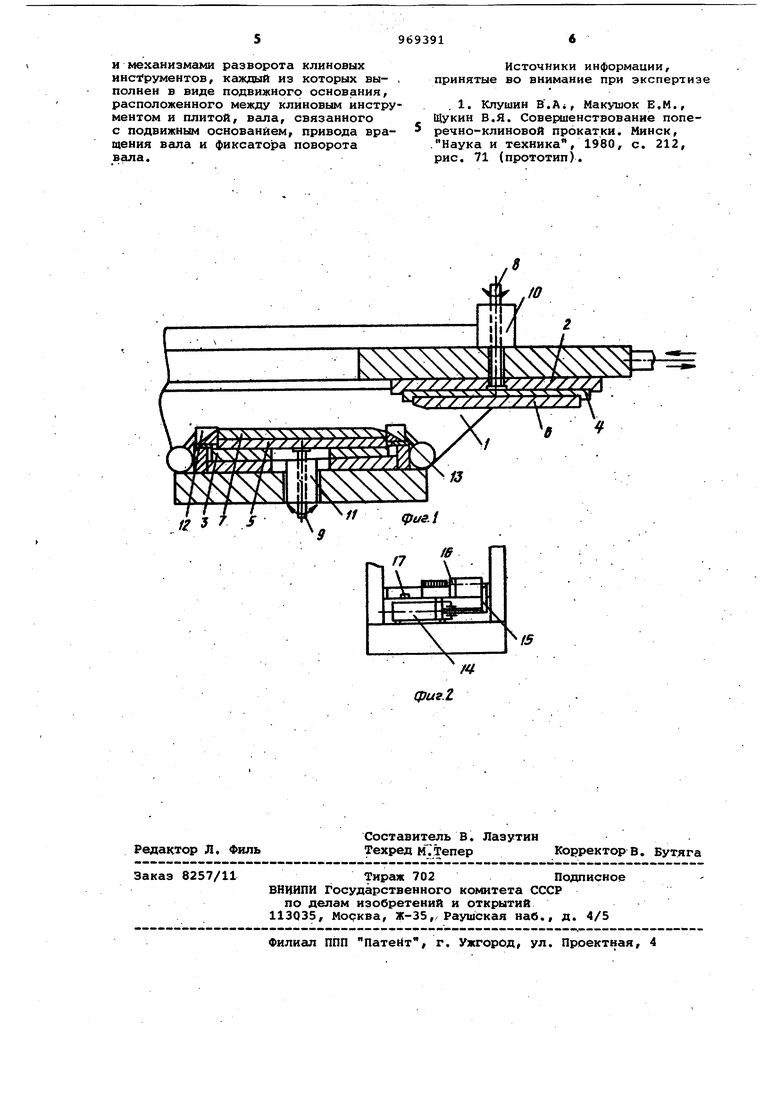
На фиг. 1 показано устройство, продольный разрез; на фиг 2 - механизм подачи и сброса заготовок.
Устройство содержит установленные в станине 1 две параллельные ,плиты 2 и 3. Плига 3 установлена неподвижно, а плита 2 связана с приводом возвратно-поступательного перемещения. На рабочих поверхностя плит 2 и 3. расположены подвижные основания 4 и 5 с жестко закрепленными в них клиновыми инструментами б и 7. Основания в свою очередь жес ко связаны с валами 8 и 9, которые приводятся во вращение и фиксируются механизмами вращения и фиксации 10 и 11. С обеих сторон основания 5 вдоль оси прокатки установлены ме ханизмы 12 и 13 подачи и сброса заг товок. Механизм подачи л сброса заготовок (фиг. 2) содержит пневмоцилиндр 14, который жестко связан посредством кронштёйна 15 с переходной призмой 16, состойщей из приемной и сбрасывающей частей и упора 17. При емная часть переходной призмы 16 имеет прямоугольное поперечное сече ние и обеспечивает надежную укладку исходной заготовки. Сбрасывающая часть переходной призмы 16 имеет треугольное поперечное сечение и обеспечивает скатывание по ней прокатанной заготовки. Устройство работает следующим образом. Переходная призма 16 механизма 13 подачи и сброса заготовок с нахо дящейся в ее приемной части заготов кой подается пневмоцилиндром 14 до упора 17, что обеспечивает установку заготовки точно между двумя клиновыми инструментами 6 и 7. При пря молинейном движении клинового ниструмента б он внедряется в заготов ку,, вызывая ее вращение. При дальнейшем ходе клинового инструмента 6 заготовка профилируется клиновыми инструментами 6 и 7. В это же время переходная призма 16 механизма 12 подачи и сброса заготовок с находящейся в ее приемной части заготовкой установлена в положении, обеспечивающем удалени прокатываемой заготовки из устройства, а переходная призма 16 механизма 13 подачи и сброса заготовок также устанавливается в положение, обеспечивающее удгшение прокатанной заготовки из устройства, В конце хода клинового инструмента 6 загото ка выходит из контакта с клиновыми инструментами 6 и 7 и скатывается по сбрасываквдей части переходной .призмы 16 механизма 12 подачи и сбр са заготовок. На следующем этапе работы устройства переходная призма 16 механизма 12 подачи и сброса заг товок с находящейся в ее приемной части заготовкой подается пневмоцилиндром 14 до упора 17, что обеспечивает установку заготовки точно между двумя клиновыми инструментами 6 и 7. Основания 4 и 5 поворачивают в плоскости прокатки на угол ISOc. Поворот оснований 4 и 5 осуществляется механизмами вращения и фиксации 10 и 11, с которыми они жестко связаны посредством валов вид. При обратном прямолинейном движении клинового инструмента 6 он внедряется . в заготовку, вызывая ее вращение. Лри дальней 11ем ходе клинового инструмента 6 заготовка профилируется клиновыми инструментами 6 и 7. В это же время на переходную призму 16 механизма 13 подачи и сброса заготовок подается заготовка, а переходная призма 16 механизма 12 подачи и сброса заготовок устанавливается пневмоцилиндром 14 в положение, обеспечивсиощее удаление прокатанной заготовки из устройства. В конце хода клинового инструмента 6 профилированиая заготовка выходит из контакта с клиновыми инструментами 6 и 7 и скатывается по-сбр.асывающей части переходной 16 механизма 13 подачи и сброса заготовок. На следукицем этапе работы устройства перехо;о ная призма 16 механизма 13 подачи и сброса заготовок с нахс дящейся в ее приемной части заготовкой подается пневмоцилиндром 14 до упора 17, что , обеспечивает установку заготовки .точно между двумя клиновыми инструментами 6 и 7. Основания 4 и 5 поворачиваются в плоскости прокатки на угол 180. Затем следует прямолиней-. ное движение клинового инструмента б и процесс прокатки повторяется. .По сравнению с базовым объектом, которым явля.ется прототип, предлагаемое устройство обеспечивает повышение производительности в 1,73 раза и, соответственно, снижение себестоимости изготовления изделия в 1,22 раза., Формула изобретения Устройство для поперечно-клиновой прокатки, содержащее установленные в станине две параллельные плиты с закрепленными на их рабочих поверх- , ностях клиновыми инструментами, из которых одна плита неподвижна, а вторая связана с приводом возвратно-по ступательного перемещения, а также закрепленные на одном из торцов неподвижной плиты механизм подачи заготовок , а на другом - механизм сброса заготовок, отЛичающее с а тем , что, с целью повышения производительностиг оно снабжено дополнительным механизмом сброса заготовок, установленным на противоположном относительно механизма сброса .заготовок торце неподвижной плиты, дополнительным механизмом подачи загЬтовок, установленным на противоположном относительно механизма подачи заготовок торце неподвтгжной плиты.
И механизмами разворота клиновых HHcfpyMeHTOB, каждый из которых вы- , полнен в виде подвижного основания, расположенного между клиновым инструментом и плитой, вала, связанного с подвижным основанием, привода вращения вала и фиксатора поворота вала.
Источники информации, принятые во внимание при экспертизе
1. Клушин B.Ai, Макушок Б,М., Щукин В.Я. Совершенствование поперечно-клиновой прокатки. Минск, .Наука и техника, 1980, с. 212, рис. 71 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечно-клиновой прокатки | 1981 |
|
SU1006007A2 |
| Стан для поперечно-клиновой прокатки | 1977 |
|
SU657898A1 |
| Устройство для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821002A1 |
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |
| Устройство для поперечно-клиновой прокатки | 1981 |
|
SU1009587A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Устройство для поперечно-клиновой прокатки | 1989 |
|
SU1764752A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Устройство для прокатки цилиндрических заготовок | 1991 |
|
SU1782184A3 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
ff .i
7///7 7jr9 JSt/7/777/у
XX X , , J / J J J J JlJI 77 7777 7 7 777i:
/ . Л
16
f7
15
