Изобретение отно сится к обработке металлов давлением и может быть использовано для получения деталей типа ступенчатых валов.
Цепь изобретения - повьшение производительности.
На фиг.1 схематично показан стан поперечно-клиновой прокатки, продоль ньй разрез; на фиг.2 - разрез А-А на фиг.1.
Стан поперечно-клиновой прокатки содержит установленные в станине 1 приводные рабочие валки 2, смонтированные на оси 3, установленной в подшипниках 4, клиновые инструменты 5, закрепленные на торцовых поверхностях приводных рабочих в алков 2,
попарно связанные с коническими валами-шестернями 6, которые установле- ны в подшипниках 7, а также втулки 8. Для подачи заготовок в рабочую зону прокатки в станине 1 предусмотре
ны окна 9, например, с твердосплавными матрицами 10. Подающий захват- .ной орган состоит из зажимной крьшки 12 и цанги 13, установленной в подшипнике 14 корпуса 15. Подача и возврат заготовки 11 осущестЕЛяется перемещением штока 16 пневмоцилиндра 17. Перенос заготовки по ручьям 9 корпуса 1 осуществляется подъемником 18. Удаление заготовки 11 из захватного органа производится поворотом вокруг дертикальной оси корпуса 1 5 и разжатием цанги 13 с помощью крышки 12.
Стан работает следующим образом.
Заготовка 11 на заданную глубину вводится в рабочую зону через ответствующее окно 9. Механизм захвата посредством цанги 13 удерживает заготовку 11 до введения ее в зону деформации, во время деформации и во время извлечения заготовки из стана. Приводные рабочие валки 2 посредством конических валов-щесте- рен 6 вращаются с одинаковой сконы через окно 9.
ростью в противоположных направлениях с закрепленными на их торцовых поверхностях инструментами - криволинейными клиньями с заданным профилем поперечного сечения. При встречном вращательном движении инструментов наступает момент од новременно- го начального контакта их с заготовкой 11. После этого последняя начинает вращаясь,, деформироваться, уменьшаясь при этом в диаметре и увеличиваясь в длину, образуя тем самым требуемьй профиль изделия.
После окончания процесса деформирования заготовки, когда рабочие клиновые инструменты выходят из зацепления с заготовкой 11, прокатанное изделие удаляется из рабочей зоны через окно 9.
Наибольшее количество обрабаты-. ваемых заготовок за один рабочий ход инструментов определяется колич ством рабочих пар N п - 1, где п - количество приводных рабочих валков. Увеличивая число пар рабочих валков, можно увеличить производительность стана.
Формула изобр, етения
Стан для поперечно-клиновой прокатки, содержащий установленные в
ста-нине приводные рабочие валки с закрепленными на них клиновыми инструментами, отличающий- с я тем, что, с цепью повьтеаля производительности, он снабжен доПОЛнительными рабочими валками, смонтированными на одной оси с возможностью вращения в противоположных направлениях, число рабочих пар , которых определяется из равенства
N п-1, где п -. количество приводных рабочих валков, при этрм клиновые инструменты закреплены на обращенных один к другому торцах валков.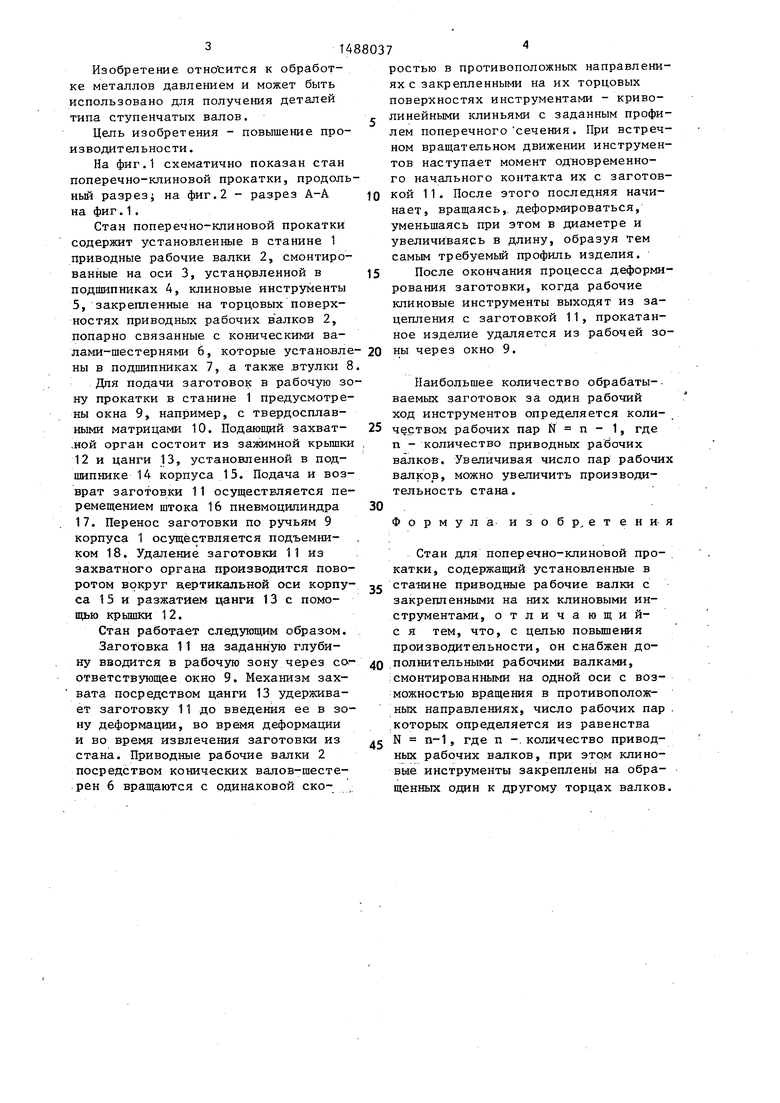
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки цилиндрических заготовок | 1991 |
|
SU1782184A3 |
| Накатный автомат | 1990 |
|
SU1794569A1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |
| Устройство для деформации металла прокаткой | 1989 |
|
SU1734903A1 |
| Устройство для поперечной прокатки цилиндрических изделий | 1989 |
|
SU1736666A1 |
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
| Устройство для поперечно-клиновой прокатки | 1981 |
|
SU1009587A1 |
| Рабочая клеть стана для получения полых фланцевых изделий с фасонной боковой поверхностью | 1981 |
|
SU967637A1 |
| Стан поперечно-клиновой прокатки | 1979 |
|
SU814532A1 |

Изобретение относится к обработке металлов давлением и может быть использовано для получения деталей типа ступенчатых валов. Цель изобретения - повышение производительности стана. Приводные рабочие валки (ПРВ) 2 вращаются с одинаковой скоростью в противоположных направлениях. ПРВ2 установлены на одной оси 3 в подшипниках 4. Число рабочих пар ПРВ 2 определяется из равенства N=N - 1, где N - количество ПРВ 2. Клиновые инструменты, закрепленные на обращенных один к другому торцах ПРВ 2, захватывают заготовку 11 и, вращая ее, деформируют, уменьшая в диаметре и увеличивая в длину. Заготовки 11 подают в рабочую зону и удаляют из нее через окна 9. 2 ил.
Фие.г
| Способ без насосного бурения без расхаживания снаряда и устройство для его осуществления | 1959 |
|
SU126826A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
