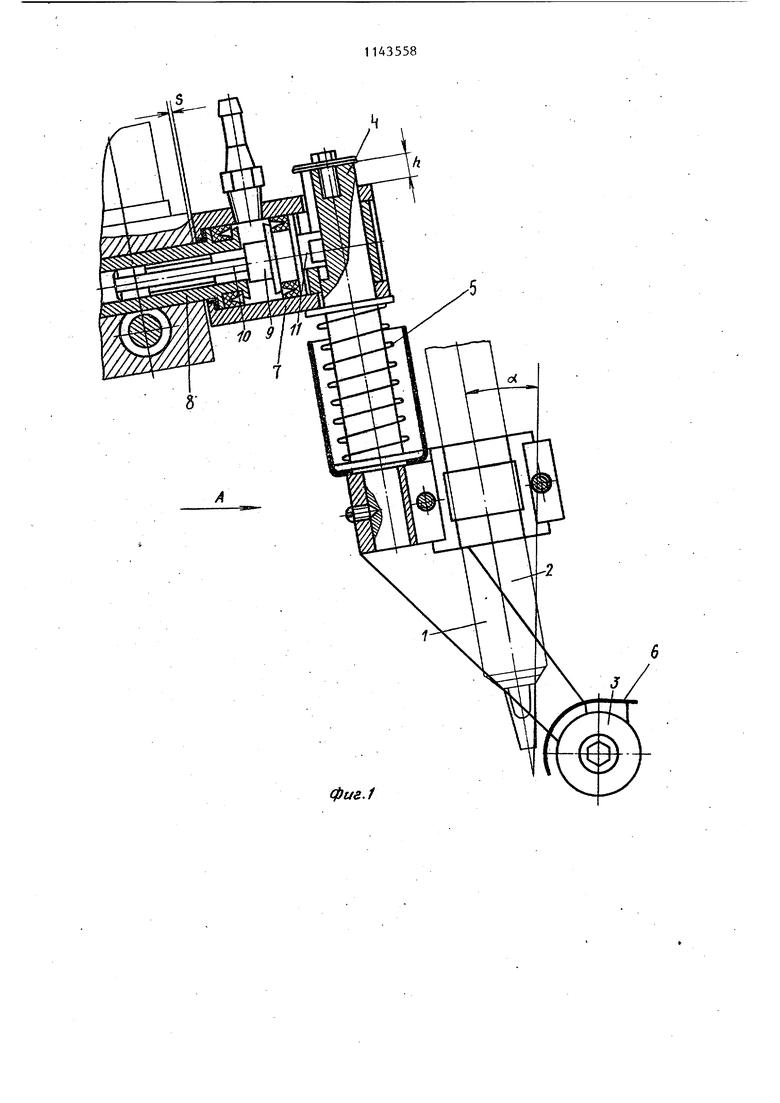
Изобретение относится к устройствам для дуговой сварки и может быть использовано для сварки угловых швов деталей в машиностроении энергетической и других отраслях промышленности. Известно устройство для сварки угловых швов, содержащее смонтированные на корпусе подпружиненньй шток с жестко закрепленной на нем сварочной горелкой и установленным на его конце направляющим роликом и фиксатор положения штока С13. Недостатком известного устройства является невысокая производительност из-за потерь времени на отведение То - релки от сваренного шва и настройку горелки на вновь свариваемый шов. Целью изобретения является повышение производительности путем сокращения времени установки горелки на каждую следующую из однотипных свариваемую деталь. Поставленная цель достигается тем, что в устройс.гве для сварки угловых швов, содержащем смонтирован ные на корпусе подпружиненный шток с жестко закрепленной на нем сварочной горелкой и установленным на его конце Направляющим роликом и фиксатор положения штока нд.правляющего ролика, фиксатор положения штока выполнен в виде двухпоршневого пневмоцилиндра, шток первого поршня которого жестко закреплен в корпусе, в пневмо цилиндре выполнено радиальное отверс тие, в котором размещен шток направляющего ролика, второй поршень распо ложен между первым поршнем и радиаль ным отверстием и снабжен двумя штока ми, один из которых расположен внутри штока первого неподвижного поршня а второй - с противоположной сторои. и с возможностью воздействия на шток направляющего ролика, На фиг. t изображено предлагаемое устройство, общий вид; на фиг. 2 фиксированное положение сварочной горелки. Устройство для сварки угловых швов содержит кронштейн 1 с жестко 1 82 закрепленной сварочной горелкой 2, направляющий ролик 3, шток 4 направ-. ляющего ролика с пружиной 5, позволяющие кронштейну 1 со сварочной горелкой и роликом 3 перемещаться в вертикальной плоскости относительно сварного шва во втулке 6, пневмоцилиндр 7 с поршнями 8 и 9. Поршень 9 снабжен двумя штоками 1.0 и 11, поршень8 жестко закреплен в нажимном устройстве сварочного автомата или робота. Устройство работает следующим образом. Устройство с жестко закрепленной сварочной горелкой устанавливается хвостовиком поршня 8 в нажимное устройство автомата или робота с зазором S (фиг. 1). При помощи поворота цилиндра 7 и направляющих автомата или робота устанавливают углы d. (фиг. 1) и (фиг. 2), размеры t (фиг. 2) и h (фиг. 1). После установки устройства начинается .сварка. Направляющий ролик 3 движется по углу свариваемых деталей и направляет сварочную горелку, закрепленную Б кронштейне 1. Перед oKoji4aHneM сварки выходой направляющего: ролика 3 из угла свариваемых деталей в полость пневмоцилиндра 7 подается сжатый воздух, который зажимает шток 4 между штоком 11 поршня 9 и стенками отверстия пневмоцилиндра 7, а пневмоцилиндр 7 прижимается к поршню 8. Таким образом, осуществляется фиксация положения сварочной горелки. Экономический эффект от внедрения предлагаемого устройства может быть получен за счет повьштения производительности сварки, так как отпадает необходимость во вспомогательном времени на установку сварочной горелки при сварке последующ деталей, и уменьшения стоимости изготовления вследствие конструктивного упрощения устройства. Вид.П обернут Фи&.г о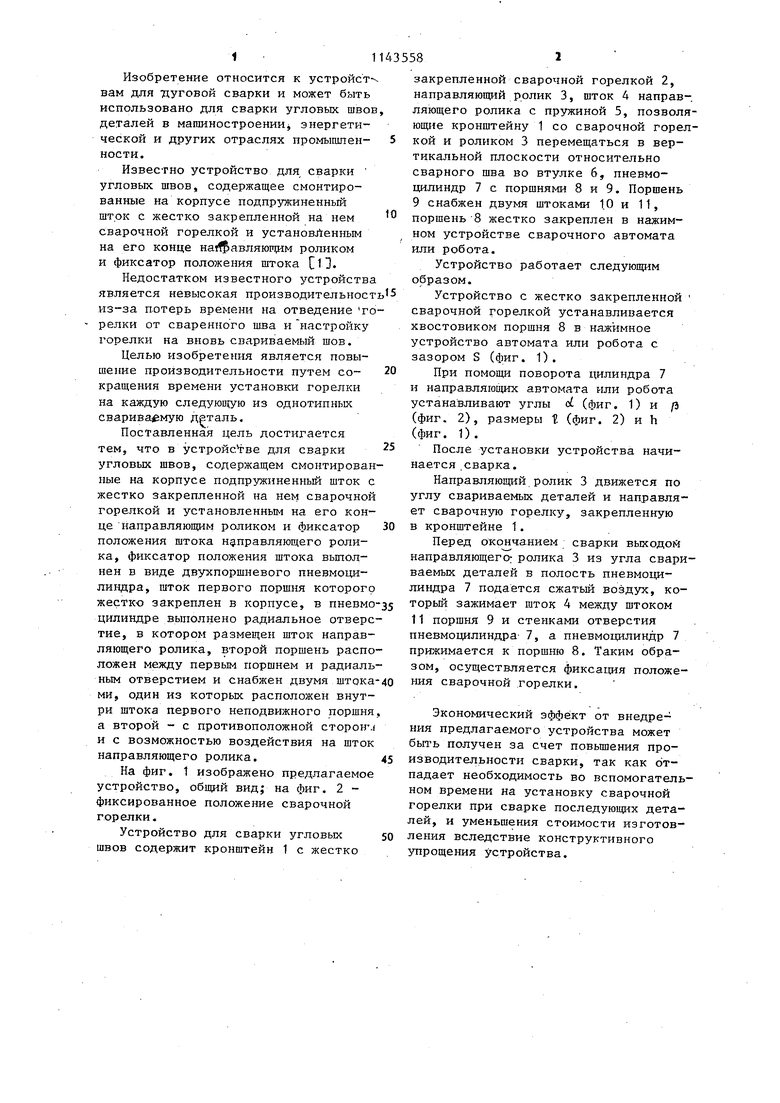
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для одновременной сварки двух угловых швов | 1980 |
|
SU927464A1 |
| Устройство для копирования линии стыка при сварке | 1985 |
|
SU1581537A1 |
| СВАРОЧНЫЕ КЛЕЩИ | 2009 |
|
RU2449869C2 |
| Двухдуговая головка для сварки кольцевых швов | 1980 |
|
SU925595A1 |
| СВАРОЧНЫЙ АВТОМАТ ДЛЯ СВАРКИ УГЛОВЫХ ШВОВ | 1966 |
|
SU214695A1 |
| Сварочное устройство | 1981 |
|
SU988505A1 |
| Устройство для сборки и сварки криволинейного днища с боковинами | 1990 |
|
SU1756085A1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| Устройство для автоматической сварки угловых замкнутых швов | 1982 |
|
SU1046054A1 |
| Устройство копирования линии стыка при сварке | 1985 |
|
SU1512731A1 |
устройство ДЛЯ СВАРКИ УГЛОВЫХ ШВОВ, содержащее смонтированные на корпусе подпружиненный шток с жестко закрепленной на нем сварочной горелкой и установленным на его конце направляющим роликом и фиксатор положения штока направляющего ролика, отличающее.с я Teii, что, с целью повьш ения производительности путем сокращения времени установки горелк i на каждую следующую из однотипных свариваемую деталь, фиксатор положения штока выполнен в виде двухпоршневого пневмоцилиндра, шток первого поршня которого жестко закреплен в корпусе, в пневмоцилиндре выполнено радиальное отверстие, в котором размещен шток направляющего ролика, второй поршень расположен между первым поршнем и радиальным отверстием и снабжен двумя штоками, один из которых расположен внутри штока первого неподвижного поршня, а другой - с противоположной стороны и с возможностью воздействия на шток направляющего ролика.
| Следящее устройство для сварки угловых швов | 1980 |
|
SU933339A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
