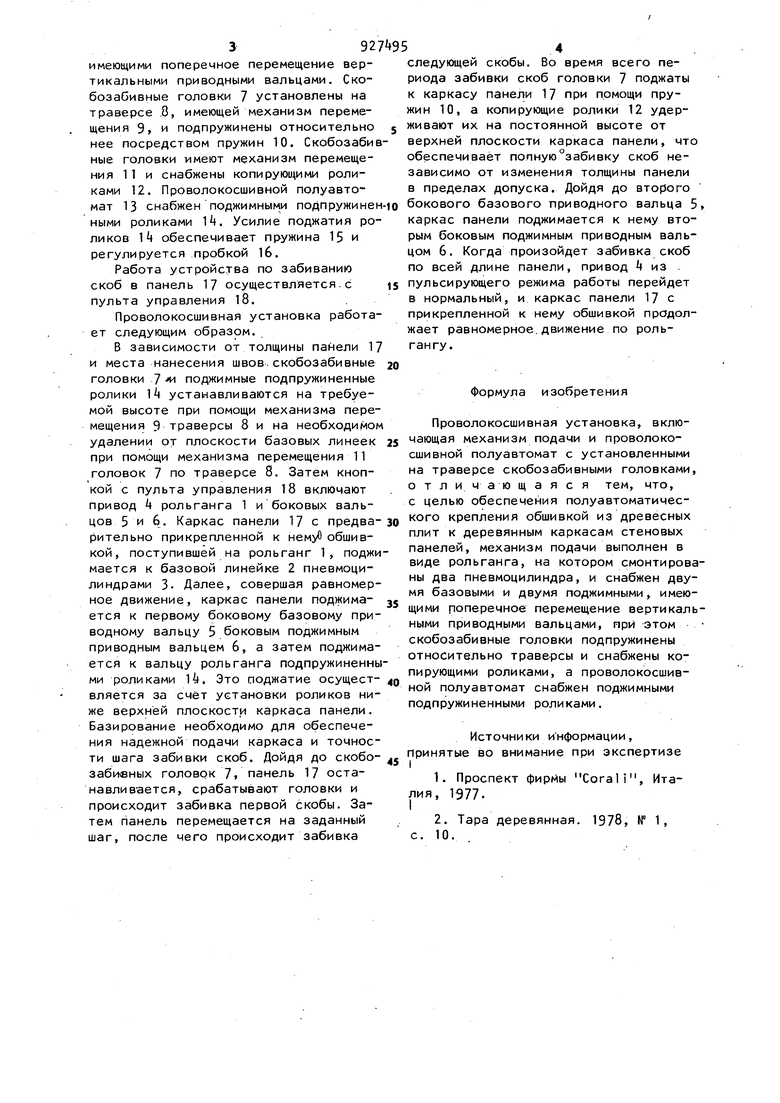
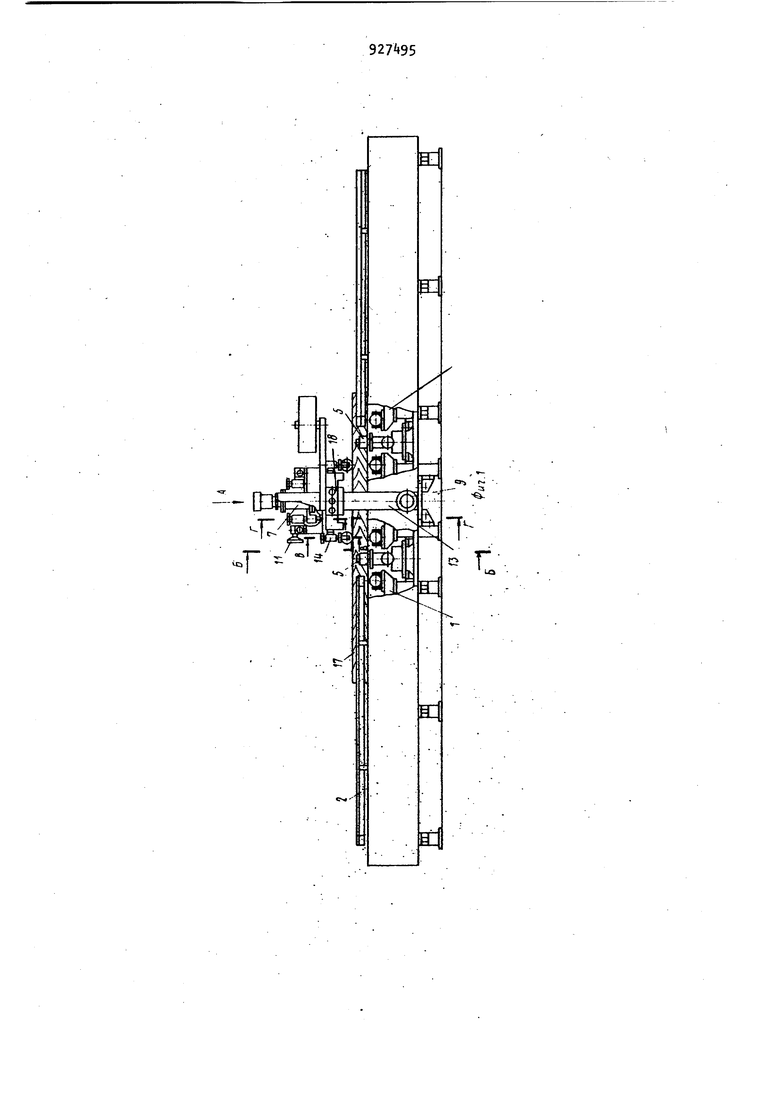
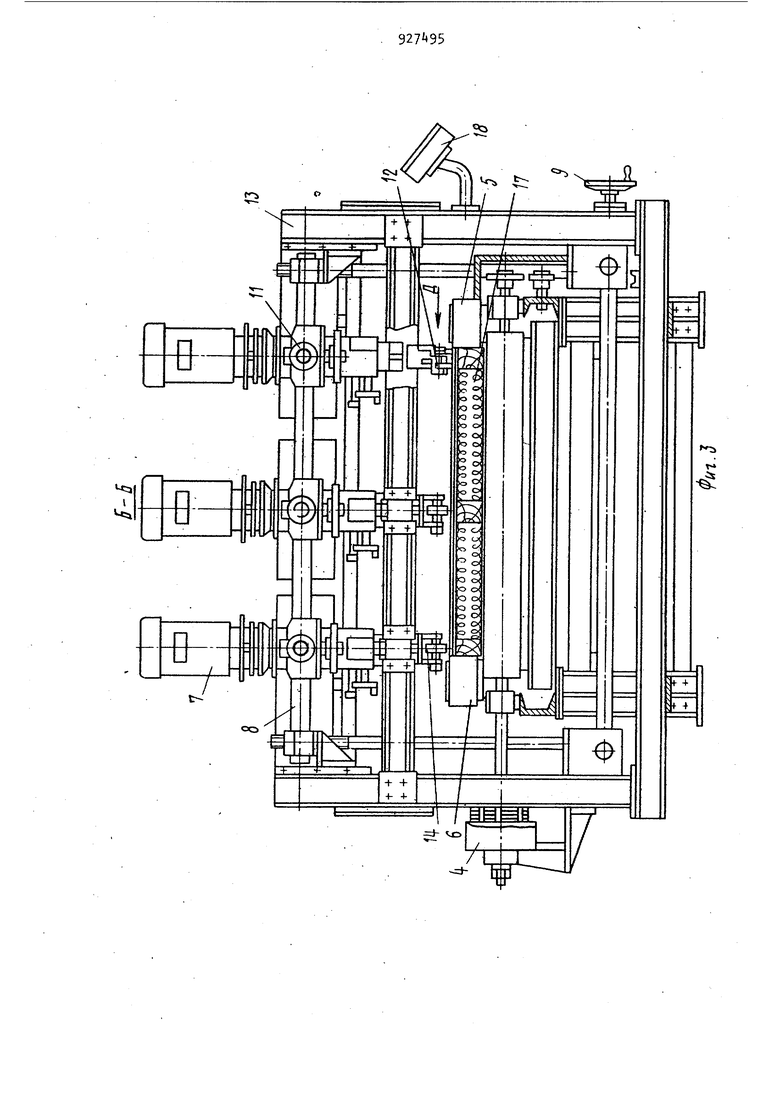
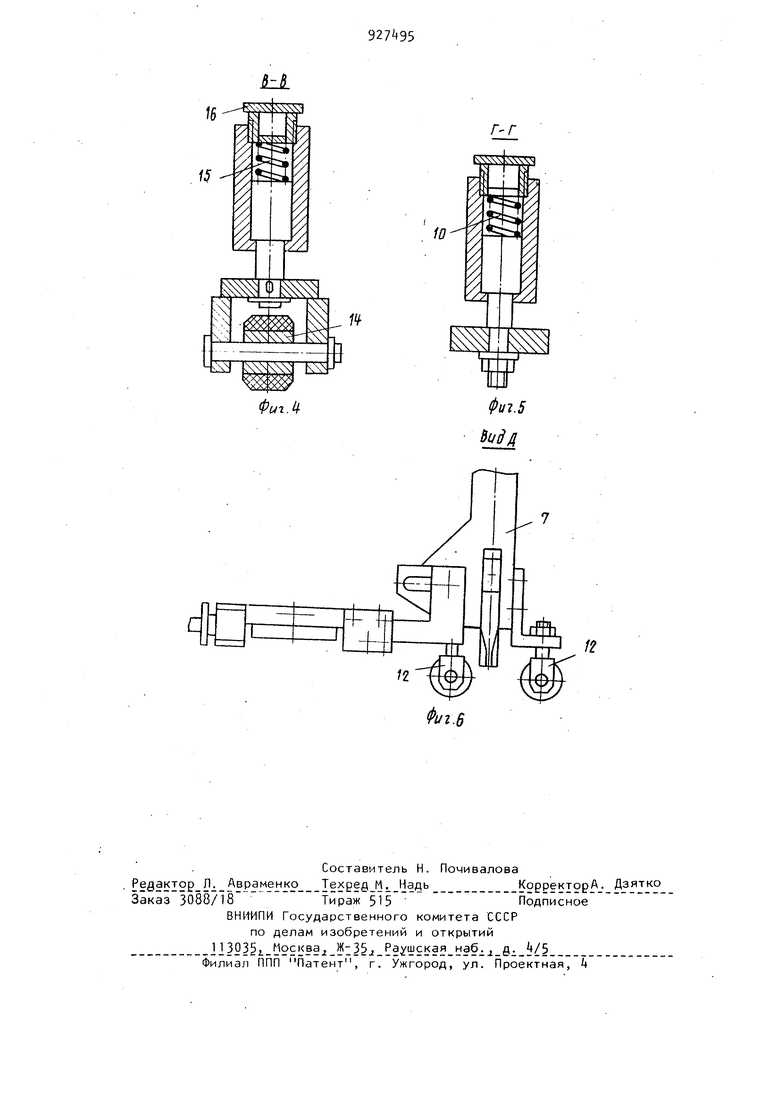
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для производства панелей для домов деревянной панельной конструкции. Известен Автоматический сшивной станок для промышленной тары и поддонов, включающий конвейер и проволо косшивной автомат с тремя скобозабивными головками D} Известна также проволокосшивная установка, включающая механизм подачи и проволокосшивной полуавтомат с установленными на траверсе скобозабивными головками 12. Однако они не позволяют использовать их для крепления обшивок из дре весных плит к деревянным каркасам стеновых панелей домов деревянной па нельной конструкции. Цель изобретения - обеспечение по луавтоматического крепления обшивок из древесных плит к деревянным карка сам стеновых панелей. Это достигается тем, что механизм подачи выполнен в виде рольганга, на котором смонтированы два пневмоцилиндра, и снабжен двумя базовыми и двумя поджимными, имеющими поперечное перемещение вертикальными приводными вальцами, при этом скобозаСивные головки подпружинены относительно траверсы и снабжены копирующими роликами, а провслокосшмвной полуавтомат снабжен подпружиненными роликами. На фиг. 1 изображена проволоко- . сшивная установка, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг .З разре:з Б-Б на фиг. 1; на Фиг. k сечение В-В на фиг. 1; на фиг. 5 сечение Г-Г на фиг. 1; на фиг. 6 вид Д на фиг, 3. Проволокосшивная установка включает механизм подачи в виде рольганга 1 с базовой линейкрй 2, на котором смонтировано два пневмоцилиндра 3Рольганг имеет привод k и снабжен двумя базовыми 5 и двумя поджимными 6, имеющими поперечное перемещение вер тикальными приводными вальцами. Скобозабивные головки 7 установлены на траверсе ,8, имеющей механизм перемещения 9, и подпружинены относительно нее посредством пружин 10. Скобозабив ные головки имеют механизм перемещения 11 и снабжены копирующими роликами 12. Проволокосшивной полуавтомат 13 снабжен поджимными подпружинен ными роликами Н. Усилие поджатия роликов k обеспечивает пружина 15 и регулируется пробкой 16. Работа устройства по забиванию скоб в панель 17 осуществляется.с пульта управления 18.. Проволокосшивная установка работает следующим образом. В зависимости от толщины панели 17 и места нанесения швов.скобозабивные головки 7 - поджимные подпружиненные ролики 14 устанавливаются на требуемой высоте при помощи механизма перемещения 9 траверсы 8 и на необходимом удалении от плоскости базовых линеек при помощи механизма перемещения 11 головок 7 по траверсе 8. Затем кнопкой с пульта управления 18 включают привод Ц рольганга 1 и боковых вальцов 5 и 6. Каркас панели 17 с предварительно прикрепленной к немуО обшивкой, поступившей на рольганг 1, поджи мается к базовой линейке 2 пневмоцилиндрами 3. Далее, совершая равномерное движение, каркас панели поджимается к первому боковому базовому приводному вальцу 5 боковым поджимным приводным вальцем 6, а затем поджимается к вальцу рольганга подпружиненны ми роликами U. Это поджатие осуществляется за счёт установки роликов ниже верхней плоскости каркаса панели. Базирование необходимо для обеспечения надежной подачи каркаса и точности шага забивки скоб. Дойдя до скобозабисных головок 7, панель 17 останавливается, срабатывают головки и происходит забивка первой скобы. Затем панель перемещается на заданный шаг, после чего происходит забивка Э2 4 следующей скобы. Во время всего периода забивки скоб головки 7 поджаты к каркасу панели 17 при помощи пружин 10, а копирующие ролики 12 удерживают их на постоянной высоте от верхней плоскости каркаса панели, что обеспечивает полную забивку скоб независимо от изменения толщины панели в пределах допуска. Дойдя до второго бокового базового приводного вальца 5, каркас панели поджимается к нему вторым боковым поджимным приводным вальцом 6. Когда произойдет забивка скоб по всей длине панели, привод из пульсирующего режима работы перейдет в нормальный, и каркас панели 17 с прикрепленной к нему обшивкой продолжает равномерное.движение по рольгангу. Формула изобретения Проволокосшивная установка, включающая механизм подачи и проволокосшивной полуавтомат с установленными на траверсе скобозабивными головками, отличающаяся тем, что, с целью обеспечения полуавтоматичес °° крепления обшивкой из древесных плит к деревянным каркасам стеновых панелей, механизм подачи выполнен в виде рольганга, на котором смонтированы два пневмоцилиндра, и снабжен двумя базовыми и двумя поджимными, имеющими поперечное перемещение вертикальными приводными вальцами, при этом скобозабивные головки подпружинены относительно траве-рсы и снабжены роликами, а проволокосшивной полуавтомат снабжен поджимными 1-1 пч 5 k тг /I.I- подпружиненными роликами. Источники информации. Принятые во внимание при экспертизе I 1.Проспект фирмы Corali, Италия, 1977. 2.Тара деревянная. 1978, № 1, с. 10.
Ffr
| название | год | авторы | номер документа |
|---|---|---|---|
| Гвоздезабивное устройство | 1981 |
|
SU1030267A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ЭНЕРГОЭФФЕКТИВНАЯ ЭКОЛОГИЧЕСКИ ЧИСТАЯ МНОГОСЛОЙНАЯ ОБЛЕГЧЕННАЯ ОГНЕСТОЙКАЯ СТЕНОВАЯ ПАНЕЛЬ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2549939C2 |
| МАШИНА ДЛЯ СШИВАНИЯ МАТОВ ДЕРЕВЯННЫХ СКЛАДНЫХяш,иков | 1969 |
|
SU251806A1 |
| Проволокосшивная головка | 1978 |
|
SU718255A1 |
| Установка для сварки трубных мемб-РАННыХ пАНЕлЕй | 1979 |
|
SU812480A1 |
| Установка для сборки щитов | 1987 |
|
SU1447657A1 |
| Устройство для сборки и сварки трубных панелей из змеевиков | 1982 |
|
SU1055619A1 |
| Устройство для сшивания деревянных конструкций | 1981 |
|
SU977161A1 |
| Устройство для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1316777A1 |
йь
т
i
Q
-)-
T-- ;
. Csj
CO
t-b ir-ГГ
f2
