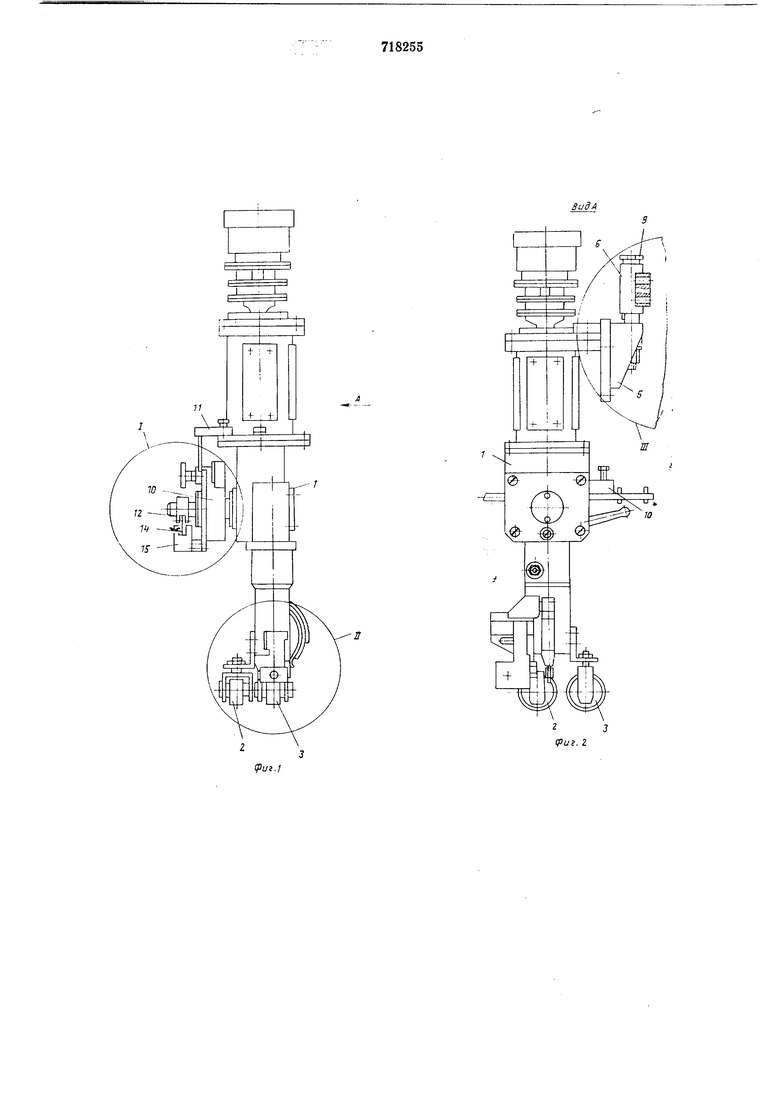
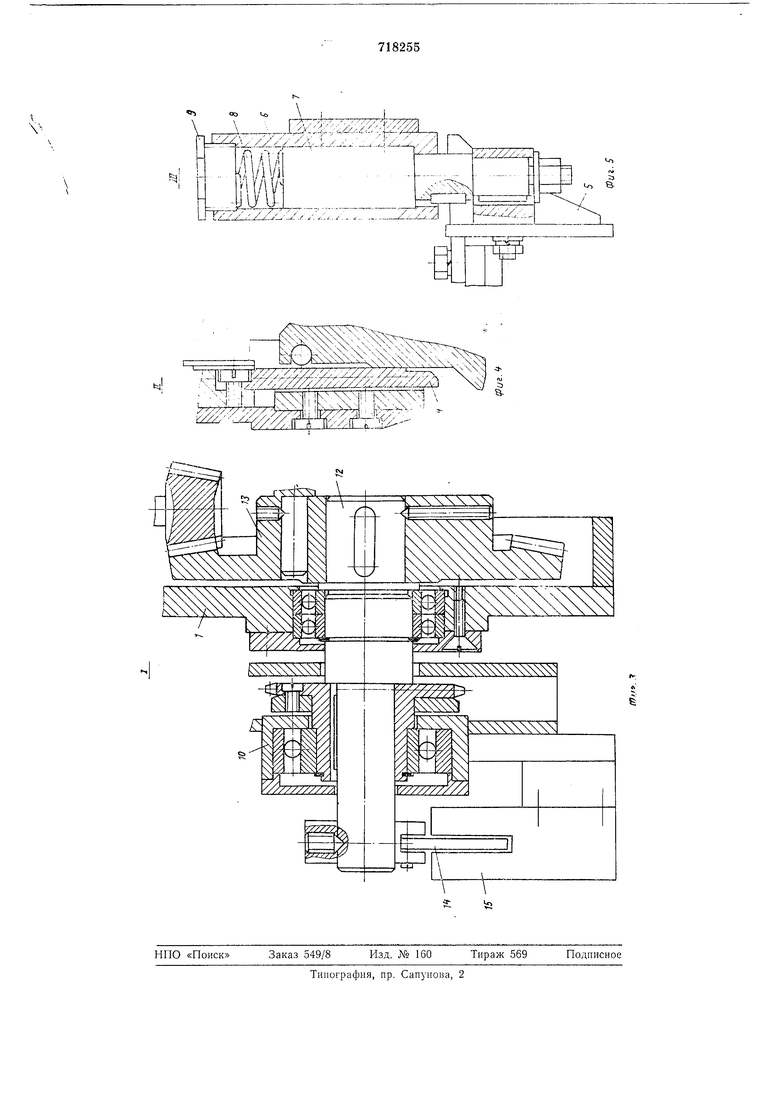
высоте, причем нижние образующие роликов расположены от корпуса на расстоянии, равном выходу бойка 4. Ролики 2 и 3 расположены параллельно один за другим в направлении иодачи сшиваемой панели.
Кронштейн 5 крепления головки включает в себя гильзу 6, шток 7, тарированную пружину 8 и резьбовую втулку 9. Шток 7 поджат тарированной пружиной 8 и может перемеш;аться в гильзе 6. Подаюш,ий механизм 10 посредством поддерживаюш,его кронштейна 11 закреплен на корпусе 1 и установлен на одном валу 12 с зубчатым коническим колесом 13, от которого и приводится в движение флажок 14 бесконтактного конечного выключателя 15, закрепленный на конце вала 12. Бесконтактный конечный выключатель 15 с флажком 14 служат для остановки привода проволокосшивной головки.
Перед началом работы проволокосшивная головка устанавливается на соответствующую высоту методом подъема или опускания и крепится кронштейном 5 на станке.
Проволокосшивная головка работает следующим образом.
В момент прохождения панели под проволокосшивной головкой при нажатии на конечный выключатель срабатывают пусковая и тормозная электромагнитные муфты, находящиеся внутри корпуса головки, и происходит цикл подачи проволоки. В процессе прохождения панели головка постоянно опирается своими опорными роликами 2 и 3 на панель, при этом торец корпуса головки 1, а следовательно, и торец бойка 4 постоянно находятся от поверхности панели на соответствующем расстоянии. В пределах отклонений от номинальной толщины панели головка ностоянно перемещается в вертикальной плоскости, копируя фактическую толщину панели в зоне сшивания. Головка своими опорными роликами 2 и 3 постоянно прижата к поверхности панели силой своего веса и тарированной пружиной 8. Прижатие головки необходимо для преодоления силы сопротивления внедрению скобы в сщнваемую панель. При подходе сшиваемой панели к головке копирование поверхности панели производится опорным роликом 2, а при уходе панели из
зоны сшивания в последний момент копироваиие поверхности производится опориым роликом 3. В средней части панели в работе участвуют оба опорных ролика.
Таким образом, предложеиная проволокосщивная головка позволяет качественно сщивать ианели, допуск иа толщину которых колеблется в больших пределах, при этом механизм головки будет работать без перегрззок. Данными головками, как агрегатными узлами, можно комилектовать проволокосшивные станки проходного типа и прошивать параллельные близкорасположенные между собой швы.
Формула изобретения
1.Проволокосшивная головка, включающая корнус с кронштейном, крепление головки, подаюший механизм, зубчатое колесо, приводящее в действие механизм головки, боек и бесконтактный конечный выключатель с флажком, отличающаяся тем, что, с целью повышения качества сшивания панелей с большим допуском на толшину, корнус головки снабжен двумя параллельно расноложенными опорными роликами, причем нижние образующие роликов расположены от корпуса на расстоянии, равном выходу бойка, а кронштейн крепления головки выполнен в виде гильзы с элементами крепления к станине и размещенного в ней вертикально-подвижного подпружиненного штока, и дополнительным кронштейном, который жестко соедииен с корпусом головки, при этом подающий механизм закреплен на корпусе посредством поддерживаюнхего кронщтейна и снабжен соединенным с зубчатым колесом валом, кроме того, флажок бесконтактного конечного выключателя закреплен на конце вала нодающего механизма.
2.Головка но п. 1, отличающаяся тем, что зубчатое колесо выполнено коннческим.
Источники информации, принятые во внимание при экспертизе
1.Гольденберг Ш. А. Оборудование для производства деревянной тары. М., «Лесная промышленность, 1964, с. 204.
2.Сборочный чертеж «Головка № 1524.03.000 СБ П. К. Т. Б. Балабаново, «Союзнаучнлитпром, 1974 (прототип).
Вид А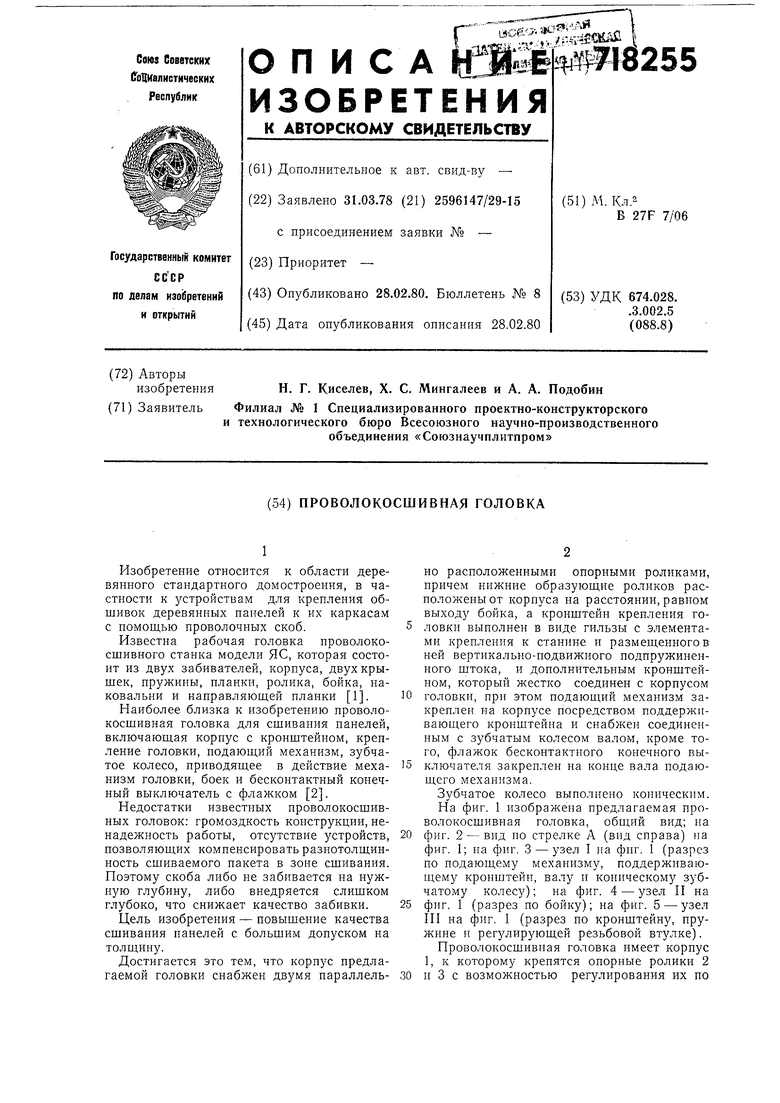
| название | год | авторы | номер документа |
|---|---|---|---|
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Устройство для контроля давления воздуха в шинах | 1984 |
|
SU1259117A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| ПРОВОЛОКОСШИВНОЙ СТАНОКВСЕСОЮЗНАЯnJTSrMTsjf „•?'CVli^'4i;.'-f'^S Л8Ьзг5йи !S,i.;S:J ^i-••:.^;•.'••|БИБ]=НОТЕНА | 1972 |
|
SU330957A1 |
| Устройство для непрерывной намотки на катушку нитеобразных материалов | 1974 |
|
SU691225A2 |
| Станок для сборки в пакет пластин коллекторов электрических машин | 1977 |
|
SU729711A1 |
| Устройство для отмера длины | 1989 |
|
SU1717945A1 |
| Металлорежущий станок | 1977 |
|
SU680858A2 |
| Устройство для суперфиниширования шеек коленчатого вала | 1973 |
|
SU649557A1 |
| МЕХАНИЗМ ПОДАЧ ШЛИФОВАЛЬНОГО СТАНКА | 1973 |
|
SU363575A1 |