(5) УСТРОЙСТВО для ФОРМООБРАЗОВАНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С КРИВОЛИНЕЙНОЙ ОБРАЗУЮЩЕЙ ИЗ ТРУБНОЙ
I
I Изобретение относится к обработке металлов давлением и может быть использовано в устройствах для штамповки полых осесимметричных деталей с криволинейной образующей.
Известно устройство для фЬрмообразования осесимметричных деталей с криволинейной образующей из трубных заготовок, содержащее опору с размещенной на ней нижней полуматрицей, верхнюю полуматрицу с толкателем и упругий формообразующий пуансон 1 .
Недостатком такого устройства является высокие энергозатраты на изготовление деталей. Это обусловлено тем, что давление со стороны эластичного пуансона действует практически на всю поверхность его контакта, что в свою очередь приводит к возникновению больших усилий формообразования.
Цель изобретения - снижение энергозатрат на изготовление деталей. ЗАГОТОВКИ
Поставленная цель достигается тем, что в устройстве для формообра-t зования осисемметричных деталей с криволинейной образующей из трубной заготовки, содержащем опору с размещенной на ней нижней полуматрицей , верхнюю полуматрицу с толкателем и упругий формообразующий пуансон, пуансон выполнен в виде обечайки с торцевыми поверхностями
10 тороидальной форкы и прорезями на ее цилиндрической части вдоль ее образующей, поочередно выходящими на противоположные поверхности тороидальной формы, а толкатель жестtsко закреплен на верхней полуматри- це,при этом тороидальная торцевая поверхность обечайки смещена относительно средней стенкиЪбечайки в сторону,противоположную поверхнос20I ти полуматриц.
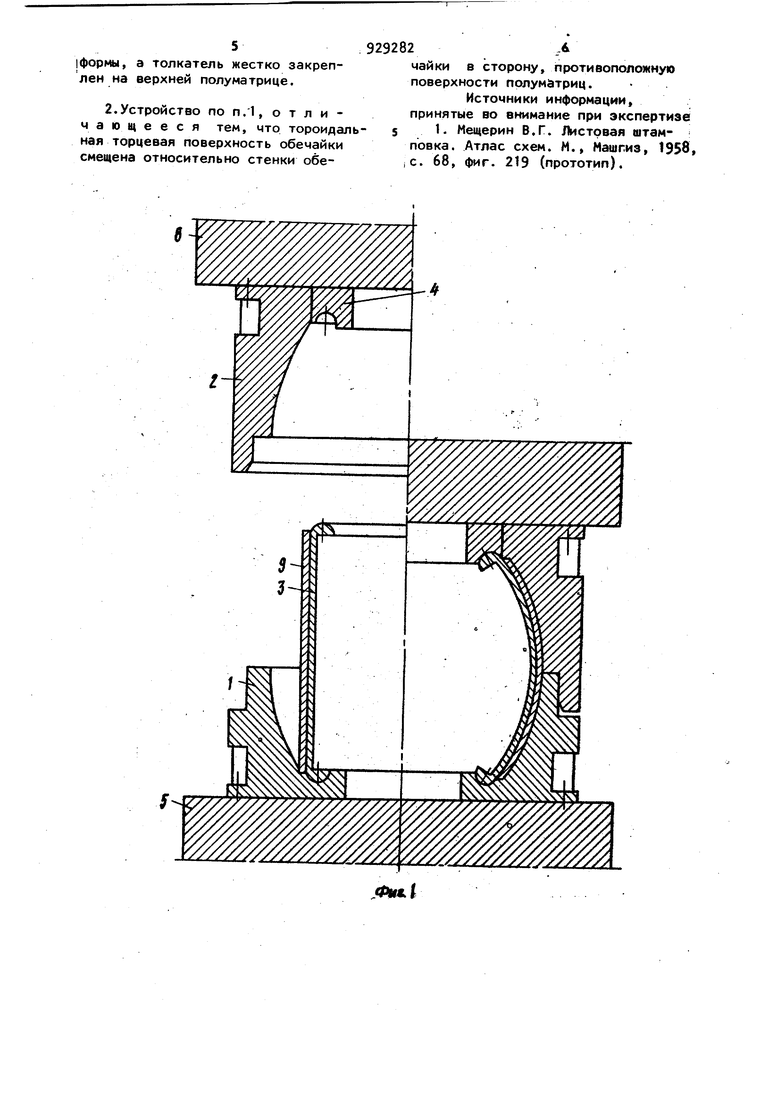
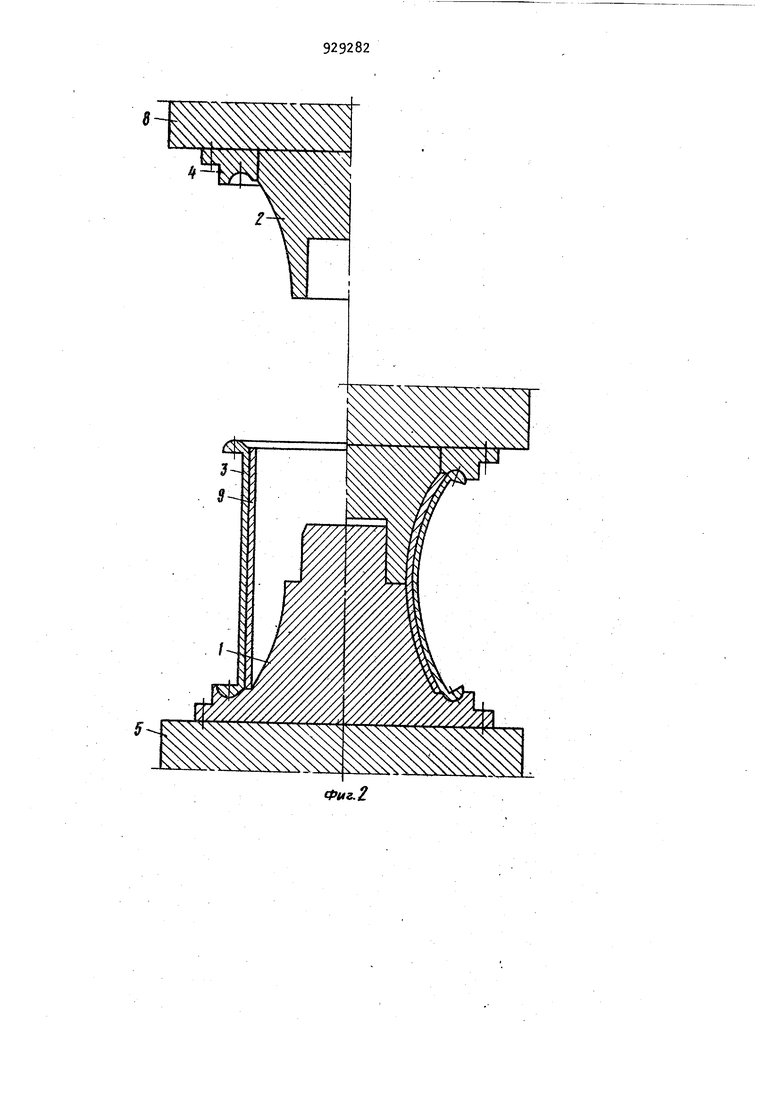
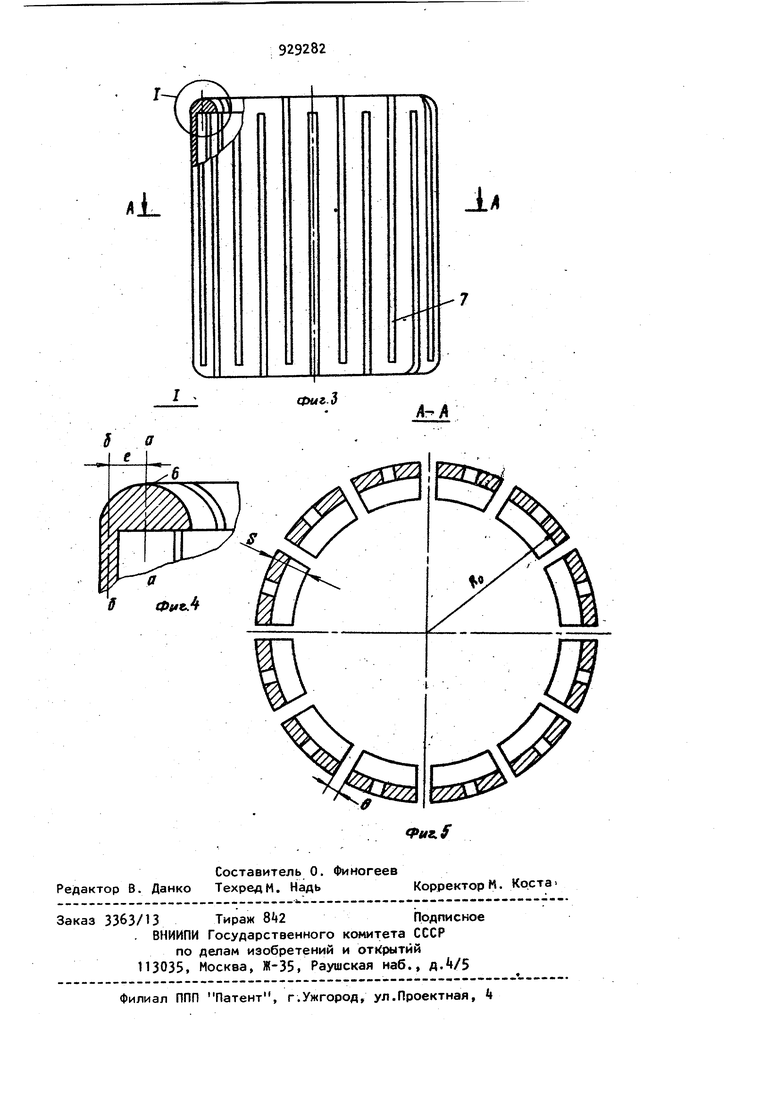
На фиг.1 приведено устройство с деформируемой заготовкой в начальный и конечный момент формообразова 9 ния раздачей; на фиг. 2 - то же, с заготовкой в начальный и конечный момент формообразования обжимом; на фиг. 3 упругий формообразующий пуансон; на фиг.4 - узел Г на фиг.З на фиг. 5 - сечение А-А на фиг.З. Устройство для формообразования осесимметричных деталей с криволинейной образующей содержит соосно установленные нижнюю и верхнюю полуматрицы 1 и 2, упругий пуансон 3 выполненный в виде цилиндрической обечайки. На пуансон 3 воздействует толкатель 4, который жестко закреплен на верхней полуматрице 2. Полуматрица 1 расположена на опоре 5. Торцевые поверхности 6 цилинд рической обечайки 3 имеют тороидаль ную форму, в полуматрицах 1 и 2 выполнены канавки тороидальной формы, аналогичные форме торцев пуансона 3 За счет размещения одного из торцев 6 пуансона 3 в канавке нижней полуматрицы Т осуществляется фиксирование его в устройстве. Вдоль образующей обечайки 3 имеются проре зи 7, расположенные поочередно с ее противоположных торцев 6. Осевая линия а-а образующей каждой торцево поверхности 6 (тороидальной формы) смещена в радиальном направлении от носительно средн 1 линии б-б стенки обечайки 3 на величину е в сторону, противоположную образующей по верхности двух полума.триц 1 и 2. Верхняя полуматрица 2 закреплена на ползуне 8. Устройство работает следующим .образом. Перед началом работы верхняя полуматрица 2 с жестко закрепленным н ней толкателем 4 находится в крайнем верхнем положении. После установки заготовки 9, например цилиндрической или конической формы, на пуансоне 3, который размещен одним из своих торцев 6 в канавке полумат рицы 1, перемещают ползун 8 вниз до соприкосновения толкателя t с тороидальной поверхностью 6 пуансона 3. Ход ползуна и создание прес сом усилия штамповки приводит к изгибу элементов обечайки 3, находящи ся между прорезями 7, в упругой области и заставляет заготовку 9 де.формироваться до тех пор, пока она не примет форму рабочей поверхности полуматриц 1 и 2 в их сомкнутом пол 4 жении. Выполнение торцевых поверхностей 6 обечайки 3 и ответных канавок в полуматрицах 1 и 2 тороидальной формы, а также смещение осевой линии образующей каждой из тороидальных торцевых поверхностей а-а относительно средней линии обечайки б-б на величину е ,в сторону, противоположную образующей поверхности матрицы, способствует направленному изгибу обечайки 3 при меньших усилиях со стороны пресса по сравнению с обечайкой 3, Ьсевые линии тороидальных торцевых поверхностей которой не имеют смещения относительно средней линии стенки обечайки 3. Величину смещения е необходимо выбирать из условия обеспечения оптимального усилия штамповки, не приводящего к срезу торцев6 . Толщину S стенки обечайки 3 устанавливают из условия обеспечения упругого деформирования ее, чтобы напряжения, возникающие в стенке (Обечайки при продольно-поперечном |изгибе ее на заданную величину прогиба f, не превышали предела текучести материала обечайки 3. Предлагаемое устройство по сравнению с известными устройствами обеспечивает снижение энергозатрат на формообразование деталей, более высокую производительность формообразования деталей и повышение качества штампуемых деталей Это позволит при внедрении предлагаемого устройства обеспечить годовой экономический эффект до 20 тыс. руб. Фв0йула изобретения 1. Устройство для формообразования осесимметричных деталей с криволинейной образующей из.трубной заготовки, содержащее опору с размещенной на ней нижней полуматрицей, верхнюю полуматрицу с толкателем и упругий формообразующий пуансон, отличающееся тем, что с целью снижения энергозатрат на формовку, упругий формообразующий пуансон выполнен в виде обечайки с торцевыми, поверхностями тороидальной формы и прорезями на ее цилиндрической части вдоль образующей, поочередно выходящими на противоположные поверхности тороидальной
|формы, а толкатель жестко закреплен на верхней полуматрице.
2.Устройство по п.1, о т л и чающееся тем, что тороидальная торцевая поверхность обечайки смещена относительно стенки обечайки в сторону, противоположную поверхности полуматриц.
Источники информации, принятые во внимание при экспертизе
1. Мещерин В.Г. Листовая штамповка. Атлас схем. М., Машгиз, 1958, |С. 68, фиг. 219 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ С ОСЕСИММЕТРИЧНЫМ ФЛАНЦЕМ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2014 |
|
RU2572686C1 |
| Устройство для гибки изделий | 1985 |
|
SU1276392A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТРУБНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2192324C2 |
| Устройство для гидравлической формовки полых деталей с отводами | 1991 |
|
SU1810160A1 |
| Устройство для гидравлическойшТАМпОВКи пОлыХ дЕТАлЕй C ОТВОдАМииз ТРубНыХ зАгОТОВОК | 1979 |
|
SU837443A2 |
| Способ и устройство для штамповки моноколес | 2018 |
|
RU2715761C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНОГО ПАТРУБКА В ТОНКОСТЕННОЙ ТРУБНОЙ ЗАГОТОВКЕ | 2004 |
|
RU2304032C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ И УСТРОЙСТВО ДЛЯ ИХ ФОРМООБРАЗОВАНИЯ | 2009 |
|
RU2405645C1 |
в
Фил1
/iL
±л
