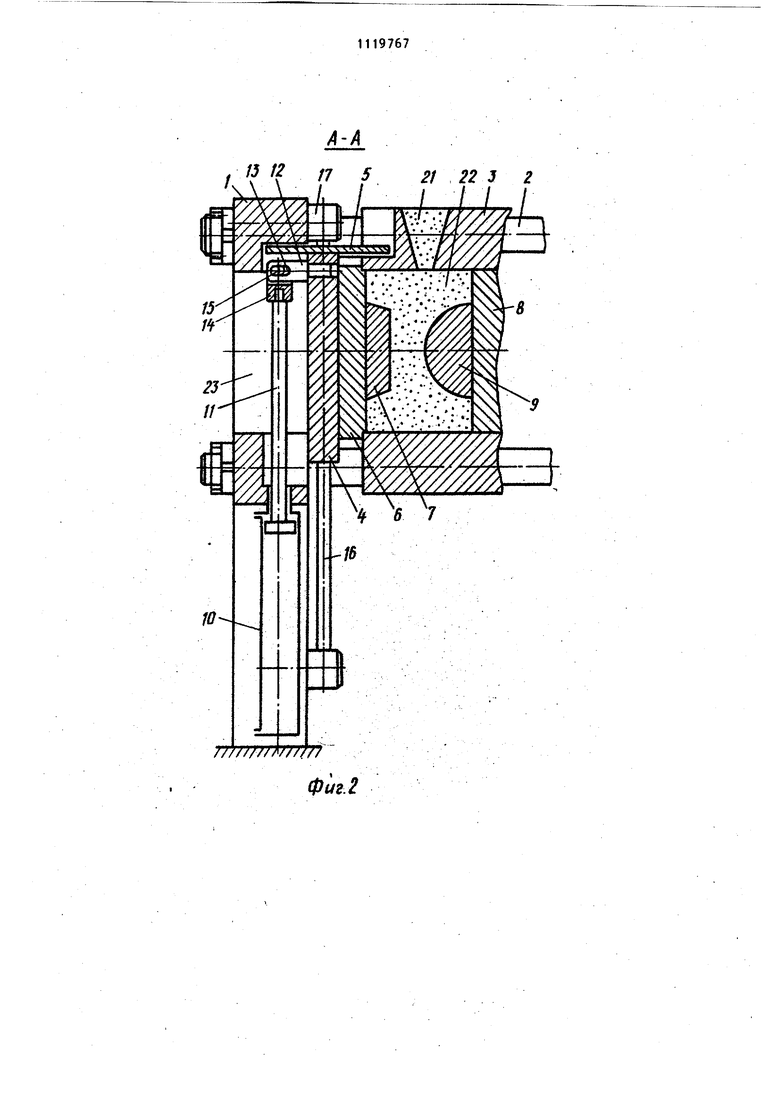
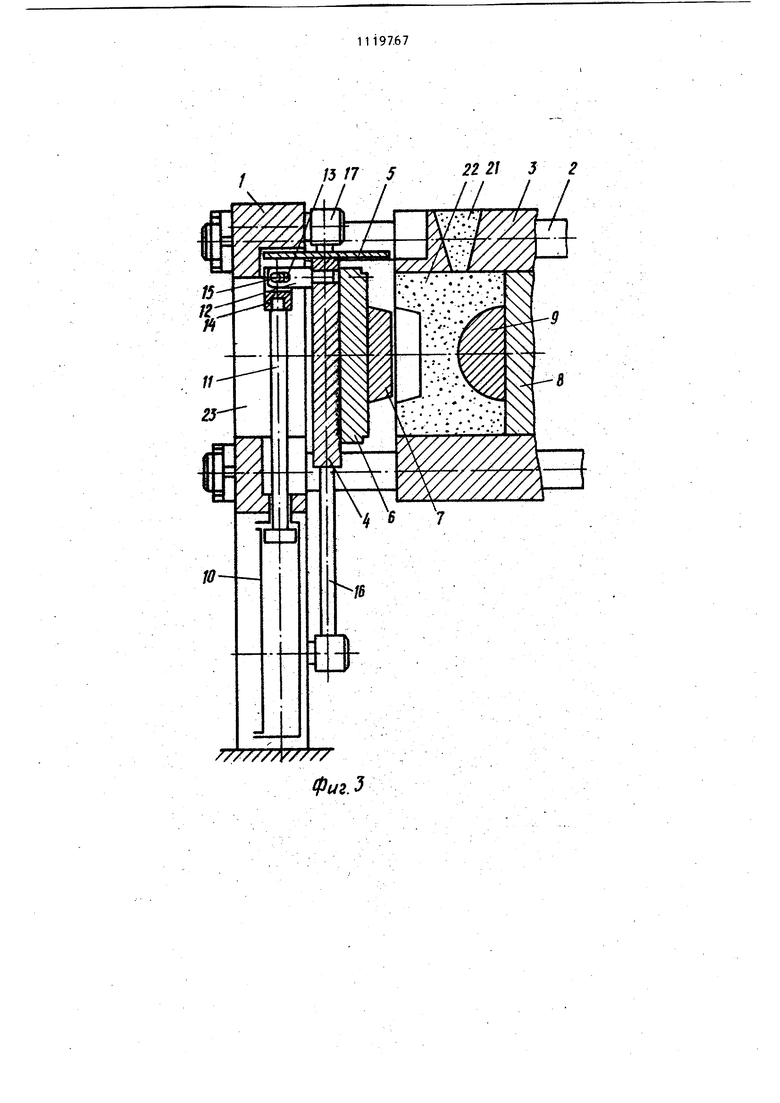
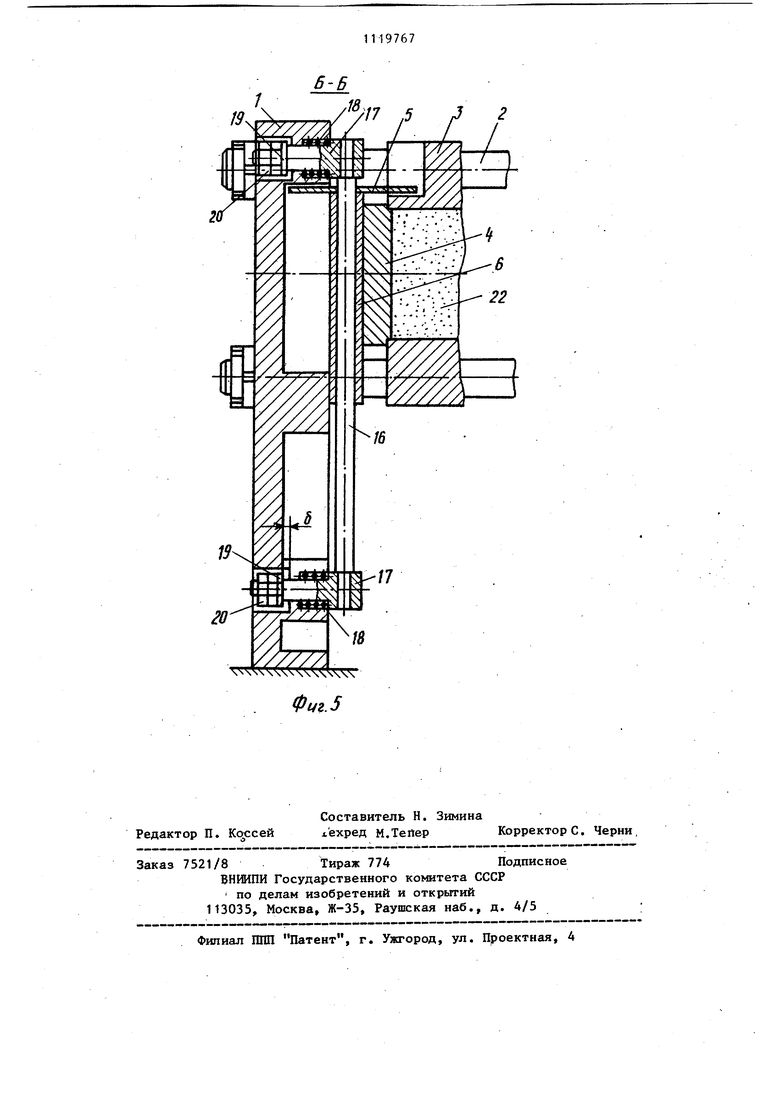
Изобретение относится к литейному производству, а именно к устройствам для безопочного изготовления литейньк форм. По основному авт.св. № 1060297 известна машина для изготовления безопочных литейных форм. Машина выполнена в виде рамы, подвижной камеры прессования, две противоположные вертикальные стенки которой образованы несущими модельную оснастку прессовой плитой и упорной плитой, установленной с возможностью перемещения в направлении, перпендикулярном направлению движения прессовой плиты, поршневых приводов выталкивания формы из камеры прессования и перемещения камеры прессования, корпуса которых параллельны и закреплены на прессовой плите, механизма перемещения упорной плиты, направляющих для камеры прессования и механизма перемещения упорной плиты, жестко связанных с рамой. Точнее, направляющие упорной плиты закреплены на левой опорной плите, входящей в состав рамы. Опорная левая плита с направляющими упорной плиты образуют поверхности, о которые опирается упорная плита при воздейстВИИ на нее усилий прессования. По этим поверхностям скользит упорная плита при перемещениях, т.е. они образуют ползунные пары lj . Эти ползунные пары работают в сре де пьши формовочной смеси, являкяцихоя хорошим абразивом. Однако в цикле изготовления машиной одной формы упорная плита прижимается к своим направляющим, усилием, близким усилию прессования. При этом частицы абразива своими углами внедряются в контактирующие поверхности направляющих и упорной плиты, а при перемещении упорной плиты за счет трения скольжения этих поверхностей с внедрившимися в них частицами абразива происходит усиленньй износ ползунных пар, что снижает надежность работы этих пар и машины в целом. Кроме того, жесткое крепление штока механизма перемещения упорной плиты и размещение его снизу зтой плиты увеличивает габарит машины, чт по мере износа рассмотренных ползунных пар приводит к изгибу штока и износу механизма и снижает надежность работы машины. Цель изобретения - повышение надежности в работе машины и уменьшение ее габаритов. Поставленная цель достигается тем, что в машине для изготовления безопочных литейных форм направляющие упорной плиты подпружинены в направлении движения прессовой плиты, а шток механизма перемещения упорной плиты шарнирно соединен с прорезным пазом выступа, выполненного на упорной плите. На (Ьиг. 1 изображена предлагаемая машина, общий вид, фрагмент; на фиг. 2 - разрез А-А на фиг. 1; . в клиническом изображении при выполнении второй операции - прессовании вдутой формовочной смеси; на фиг. 3 - то же, при выполнении третьей операции - отводе от упорной плиты камеры прессования с изготовленной формой; на фиг. 4 - то же, при вмтолнении четвертой операции смещении упорной плиты; на фиг.5 разрез Б-Б на фиг. 1, по подпружиненным узлам направляющей упорной плиты при выполнении второй операции. Машина для изготовления 0езопочных литейных форм (фиг. 1) содержит раму,, состоящую, например, из опорных плит 1 соответственно левой и правой (не показана) и удерживающих колонн 2, камеру 3 прессования, упорную плиту 4 (фиг. 2-5) с днищем 5, модельный монтаж левый,состоящий из подмодельной плиты 6 и модели 7, модельный монтаж правый, состоящий из выталкивающей плиты 8 и модели 9, механизм перемещения упорной плиты, состоящий из гидроцилиндра 10 со штоком 11, упора 12 с прорезным пазом 13, серьги 14 на штоке с пальцем 15, направляющих 16 с ципиндрическими выступами 17, пружинами 18, шайбами 19 и гайками 20. Кроме того, машина содержит не указанные на фигурах препрессовую плиту, пескодувное устройство, систему приводов, направляющие камеры прессования. Машина работает следующим образом. Весь цикл изготовления формы осуществляется за восемь операций. При выполнении первой операции - вдуве формовочной смеси 21 в камеру 3 прессования - камера 3 прессования прижата к подмодельной плите 6 и через нее также прижимает упорную плиту 4
к левой опорной плите 1. При этом упорная плита 4, воздействуя на свои направляющие 16, сжимает через их ци линдрические выступы 17 пружины 18, размещенные в левой опорной плите 1, Выталкивающая плита 8 находится в правом положении в камере прессования. Рабочий объем (не обозначен) камеры прессования закрыт и в него пескодувным устройством впрыскивается и предварительно уплотняется формовочная смесь 21.
На фиг. 2 показано положение рабочих органов после выполнения второй операции - прессования формовочной смеси. Отличие от описанного расположения рабочих органов заключается в положении выталкивающей плиты 8 с моделью 9 в крайнем левом положении. Формовочная смесь в камере 3 -прессования спрессована до заданной плотности, образуя тем самым форму 22.
При выполнении третьей операции ртводе от упорной плиты 4 камеры прессования 3 с изготовленной формой 22 (фиг. 3) отличие от фиг. 2 следующее: выталкивающая плита 8 и камера прессования 3 с контактирующей с ними формой 22 перемещены вправо. Модель 7 извлечена из формы, камера 3 прессования уже не прижимается к упорной плите 4 и последняя своими направляющими 16, на которые воздействуют пружины 18 (фиг. 5), отжата от левой опорной плиты 1 на расстояние, регулируемое зазором б между шайбой 19 и левой опорной плитой 1. Палец 15, шарнирно соединяющий шток 11 (фиг, 2-4) с упорной плитой 4 через серьгу 14- и упор 12, остается на месте, а упор 12, благо119767t
даря наличию прорезного паза 13, свободно смещается вправо вместе с упорной плитой 4.
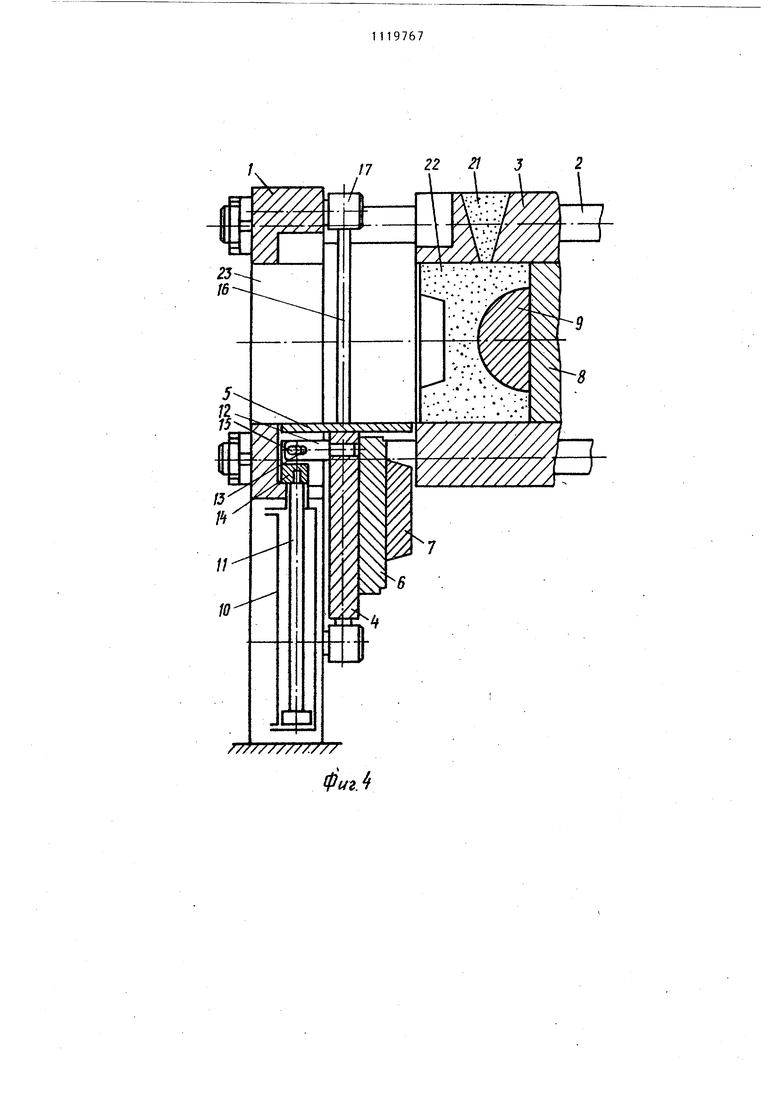
На фиг. 4 показано положение рабо5 чих органов при выполнении четвертой операции - смещении упорной плиты 4. Отличие от фиг. 3 следующее: упорная плита 4 вместе с левым модельным монтажом (6 и 7) смещена вниз. При
10 этом в левой -опорной плите 1 открывается окно 23, а днище 5, находящееся на упорной плите 4, заполнило снизу брешь между камерой 3 прессования и левой опорной плитой 1, обра15 зуя вместе с ними ровную непрерывную горизонтальную поверхность, по которой при выполнении операции № 5 будет вытолкнута из камеры 3 прессования форма 22.
20 Выталкивающая плита 8,осуществляющая операцию № 5, шестой операцией
удаляет из формы 22 модель 9 и возвращается в крайнее правое положение в камере 3 прессования.
5 При седьмой операции упорная плита 4 возвращается в исходное верхнее положение, а при восьмой и послед ней операции цикла изготовления формы 22 рабочие органы занимают полоQ жение, описанное при выполнении второй операции.
Конструкция машины полностью устраняет износ контактирующих поверхностей левой опорной и упорной плит, а износ пар направляющие - упорная плита на работу машины невлияет
Благодаря изменению взаимного расположения упорной плиты и гидроци.- линдра механизма ее перемещения уменьшается габарит предлагаемой машины по высоте с 3450 до 2900 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| Формовочная машина | 1986 |
|
SU1407658A1 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Устройство для изготовления безопочных литейных форм пескодувным методом | 1975 |
|
SU659073A3 |
| Формовочный блок безопочной формовки | 1981 |
|
SU1028417A1 |
| Машина для изготовления безопочных литейных форм | 1981 |
|
SU954143A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU554933A1 |
.МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ БЕЗОПОЧНЫХ ЛИТЕЙНЫХ ФОРМ по авт. св. № 1060297, отличающаяс я тем, что, с целью повышения надежности в работе машины и уменьшения ее габаритов, направляю1цие упорной плиты подпружинены в направлении движения прессовой плиты, а шток механизма перемещения упорной плиты шарнирно соединен с прорезным пазом выступа, вьтолненного на упорной плите. U) с в . фиг.1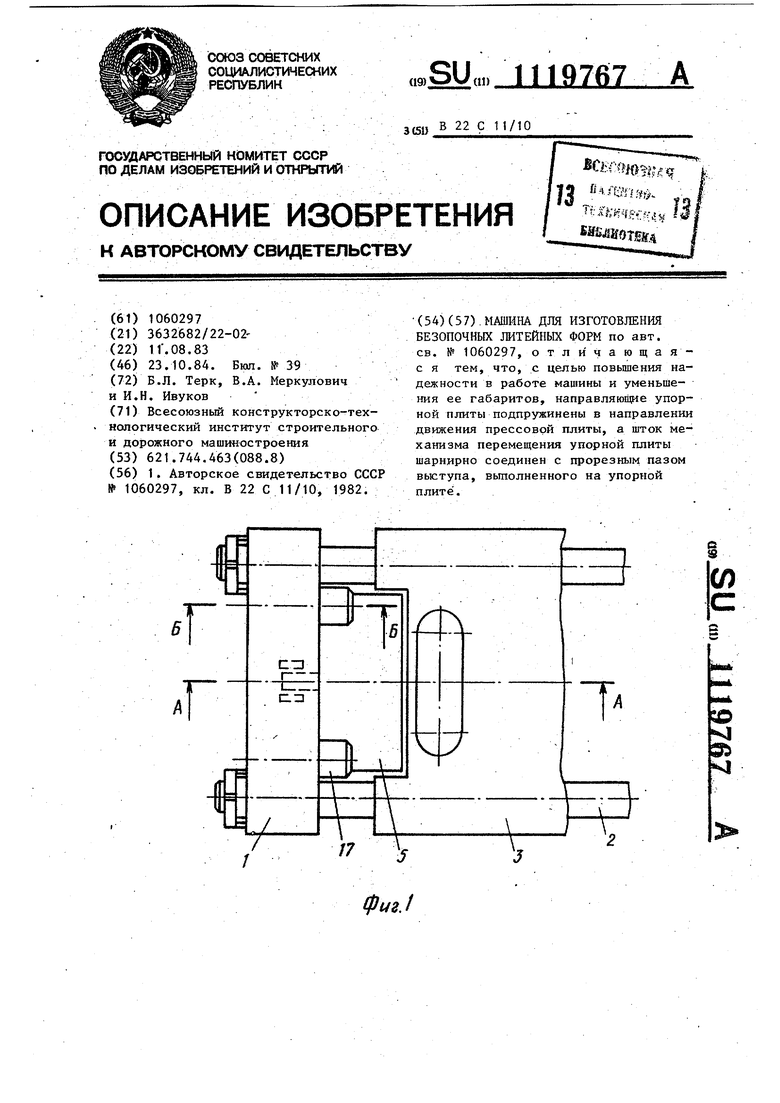
///////// //////
фиг 2
А
//Х/ХХ/УХ///
фиг. 3
Фиг.
6-6
N N N Ч
Фиг. 5
17 ,5
6/1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
