егулируемый упор устанавливается ручную в первоначальный момент (до ачала сварки) на определеннуюши- ину разделки и в процессе не регуируется 2 .
Недостаток известного устройства аключается в отсутствии автоматиеского регулирО1зания зазора между корпусами следящего ролика в процессе сварки, т.е.в отсутствии автоматического слежения за кромкой раскроя металла под рабочий шок и определения центра раскроя.
Цель изобретения - повышение надежности и точности слежения.
Поставленная цель достигается тем, что в устройстве для автоматического слежения сварочных мундштуков по центру разделки в процессе сварки, содержащем жестко связанную со сва рочным аппаратом, несущим мундштук раму, на которой смонтированы ролик, выполненный в виде двух подпружиненных и установленных на оси корпусов, измерительные датчики и механизм регулирования зазора между корпусами ролика, последний выполнен в виде установленного на -оси ролика пневмоцилиндра с поршнем, корпуса ролика выполнены полыми и установлены телес;копически,образуя общую рабочую ка-меру, а в оси ролика выполнен канал, посредством которого пневмоцилинд связан с рабочей камерой корпусов ролика.
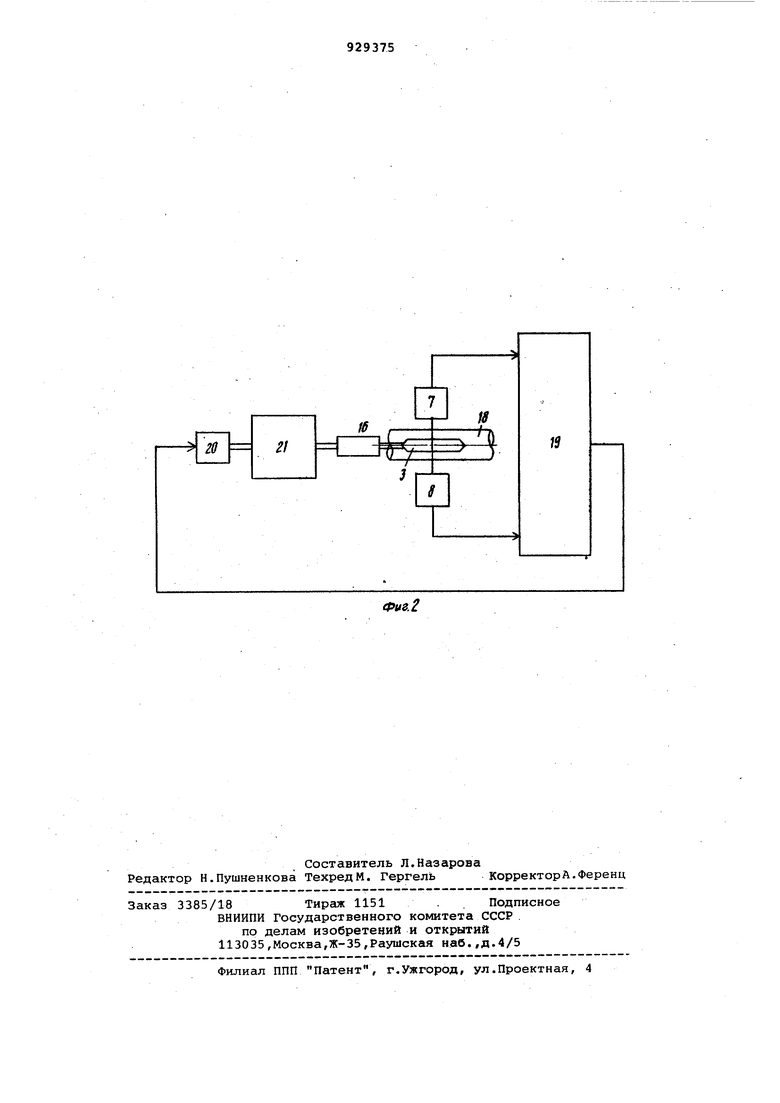
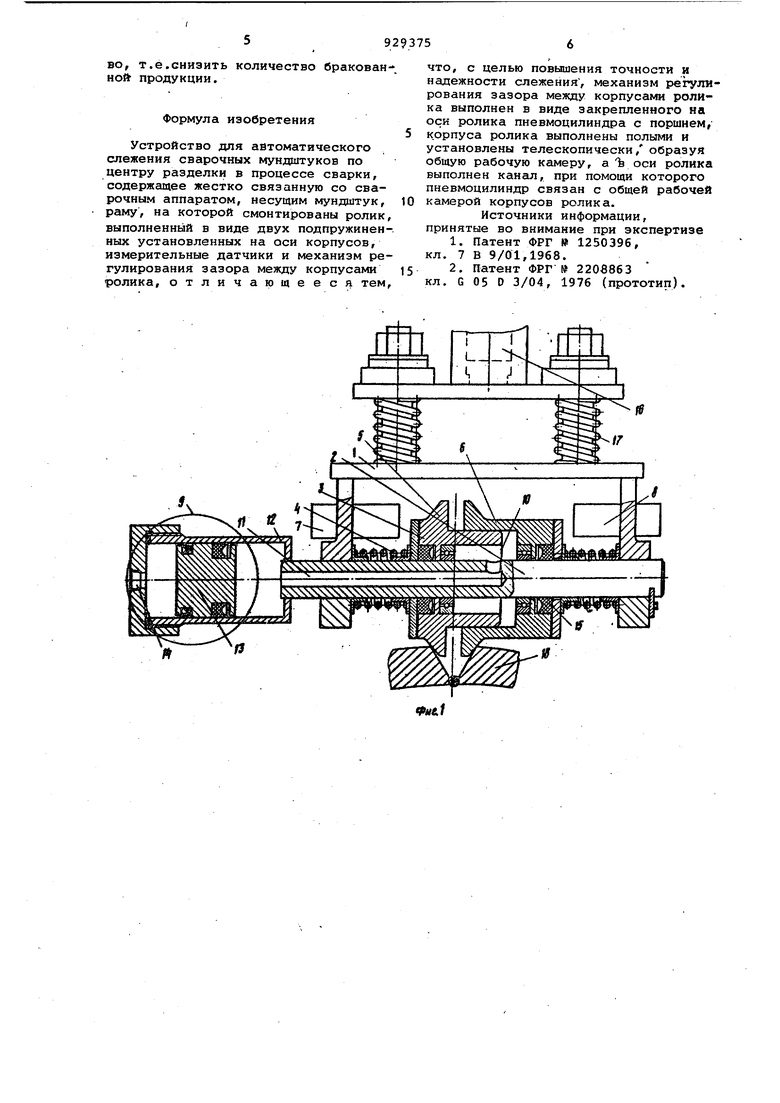
На чертеже изображено устройство для автоматического слежения сварочных мундштуков по центру разделки в процессе сварки, общий ВИД} на фиг. 2 - принципиальная схема устройства.
Устройство для слежения сварочных мундштуков по центру разделки содержит жестко связанную со сварочным мундштуков раму 1, в которой на оси 2 установлен следящий ролик 3, выполненный из двух подпружиненных пружинами 4 корпусов 5 и 6, измерительные датчики 7 и 8,соединенные с блоком управления (на чертеже не показан) и механизм 9 регулирования зазора между корпусами ролика. Корпуса 5 и 6 следящего ролика 3 выполнены полыми и установлены телескопически,образуя общую рабочую камеру 10, соединенную каналом 11 в оси 2 с пневмоцилиндром 12 с поршнем 13 и отверстием 14 в цилиндре 12 механизма 9 регулирования зазора. В левой полости А цилиндра 12 находится воздух, в правой полости Б - рабочая жидкость (например технический вазелин),которая практически не сжимаема, т.е. дает возможность жесткого слежения. Для снижения трения ролика 3 установлены подшипники 15 качения.
Рама 1 соединена с подъемным гидроцилиндром 16 и подпружинена пружи-
ной 17 относительно поверхности свариваемой трубы 18, находящейся на рольганге (не показан) для исключения возможной потери контакта следящего ролика 3 с разделкой при колебании трубы 18.
Устройство работает следующим об;разом.
Труба 18 с предварительно наложенным технологическим швом ориентируется на одной оси со следящим роликом 3 и сварочными мундштуками. С помощью подъемного гидроцилиндра 16 следящий ролик 3 опускается в разделку шва. В левую полость А цилиндра 12 подается воздух, который перемещает поршень 13. Поршень 13, перемещаясь, выдавливает рабочую жидкость из правой полости Б цилиндра 12 через канал 11 в рабочую камеру 10 следящего ролика 3. Под действием избыточного давления в камере 10 преодолевается усилие сжатия пружин 4, и корпуса 5 и б раздвигаются до соприкосновения с поверхностями разделки, в дальнейшем при работе давление в пневмогидроцилиндре 12 и рабочей камере 10 ролика 3 поддерживается постоянным, тем самым обеспечивая постоянный контакт следящего ролика 3 с разделкой. После установки ролика 3 .в разделку, включается блок 19 управления с измерительными датчиками 7 и 8. При изменении раствора разделки объем рабочей камеры 10 увеличивается, что влечет эа собой незначительное изменение давления, но так как в механизме регулирования зазора предусмотрено автоматическое поддержание постоянного давления,то за счет дополнительней подачи воздуха в левую полость А цилиндра 12, поршень 13 перемещается, давление -в рабочей камере 10 стабилизируется, вводя опять корпуса 5 и б ролика 3 в контакт с разделкой с минимальным транспортным запаздыванием. При смещении оси разделки, свободно посаженный на оси 2 следящий ролик 3 перемещается вслед за разделкой. При этом меняется расстояние между роликом 3 и измерительными датчиками 7 и 8. Сигнал рассогласования, проходя через блок 19 управления (фиг.2) выдает соответствующий по знаку сигнал на исполнительный механизм 20 перемещения сварочного аппарата 21. Центр разделки, следящий ролик и сварочный мундштук постоянно, находятся на одной оси.
Предлагаемое устройство для слежения сварочных мундштуков по центру .разделки в процессе сварки по сравнению с известными позволяет повысить точность слежения путем автоматического поддержания постоянного контакта следящего ролика с разделкой шва, тем самым повысить качестВО, т.е.снизить количество бракованно продукции.
Формула изобретения
Устройство для автоматического слежения сварочных мундштуков по центру разделки в процессе сварки, содержащее жестко связанную со сварочным аппаратом, несущим мундштук, раму, на которой смонтированы ролик, выполненный в виде двух подпружиненных установленных на оси корпусов, измерительные датчики и механизм регулирования зазора между корпусами ролика, отличающееся тем.
что, с целью повышения точности и надежности слежения , механизм регулирования зазора между корпусами ролика выполнен в виде закрепленного на оси ролика пневмоцилиндра с поршнем, корпуса ролика выполнены полыми и установлены телескопически, образуя общую рабочую камеру, а Ъ оси ролика выполнен канал, при помощи которого пневмоцилиндр связан с общей рабочей камерой корпусов ролика.
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ 1250396, кл. 7 В 9/01,1968.
2.Патент ФРГ № 2205863
кл. G 05 D 3/04, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической электродуговой сварки | 1987 |
|
SU1504046A1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| Устройство для копирования линии стыка при сварке | 1985 |
|
SU1581537A1 |
| Устройство для направления электрода по стыку | 1977 |
|
SU745617A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Сварочная головка для многопроходнойСВАРКи глубОКиХ РАздЕлОК | 1979 |
|
SU841838A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Устройство для автоматической сварки | 1980 |
|
SU893486A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |