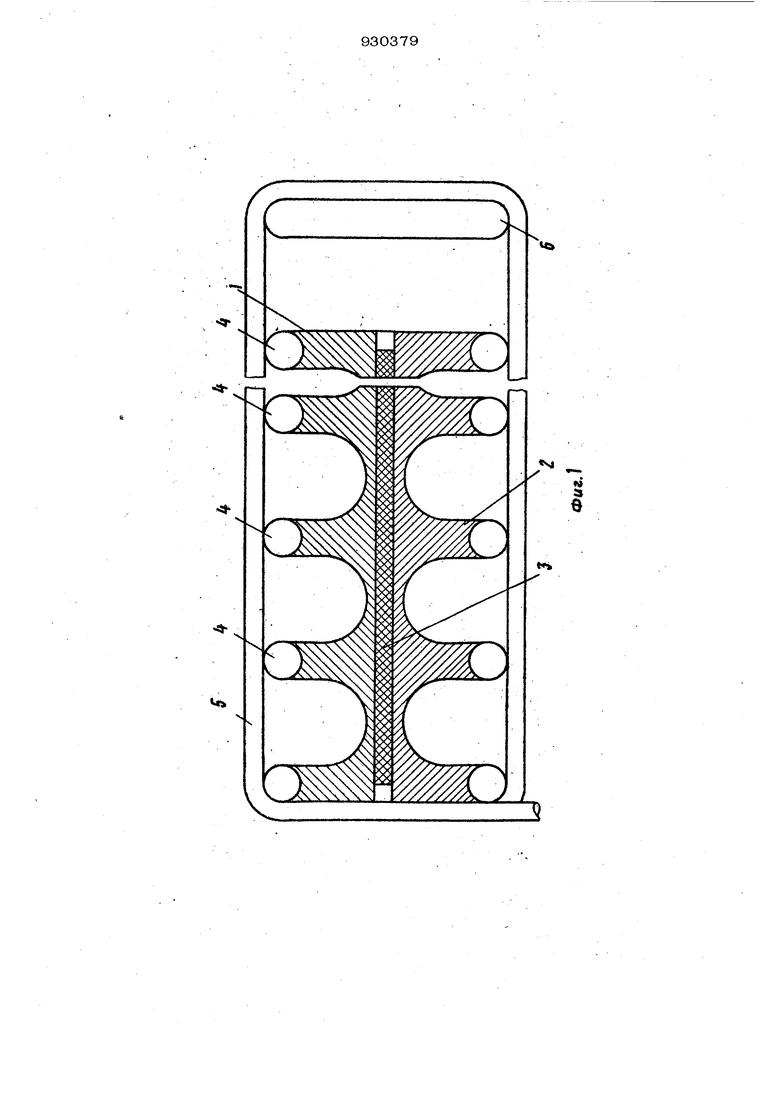
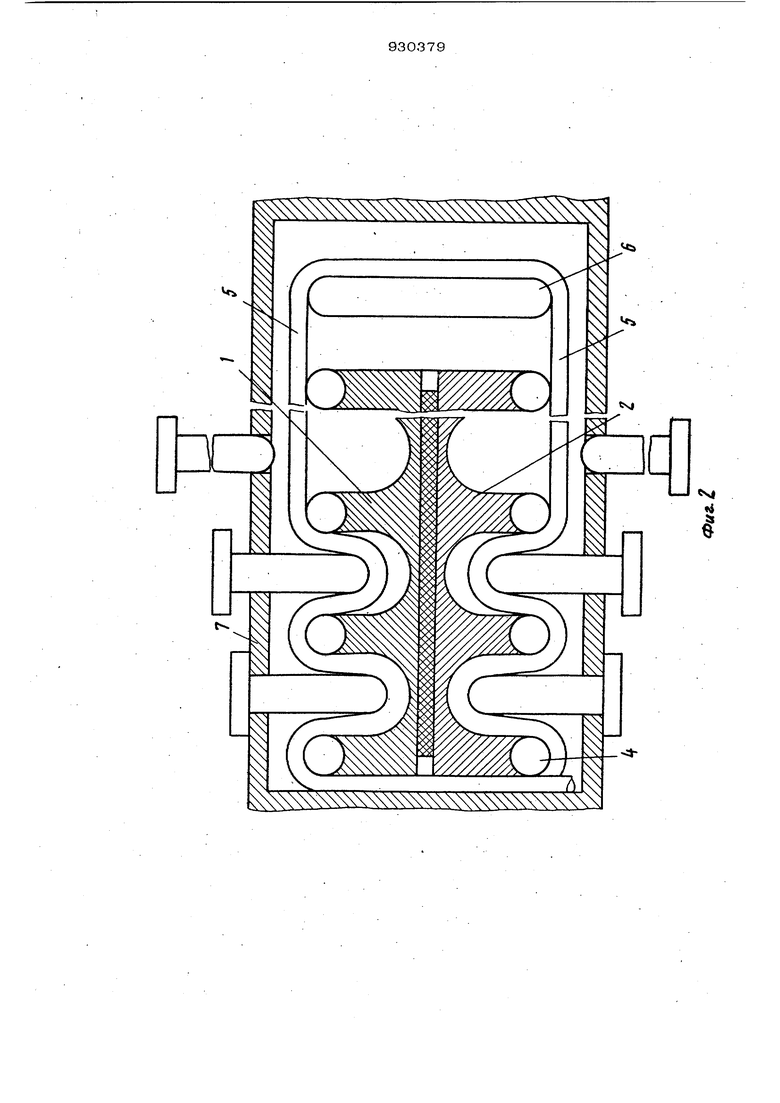
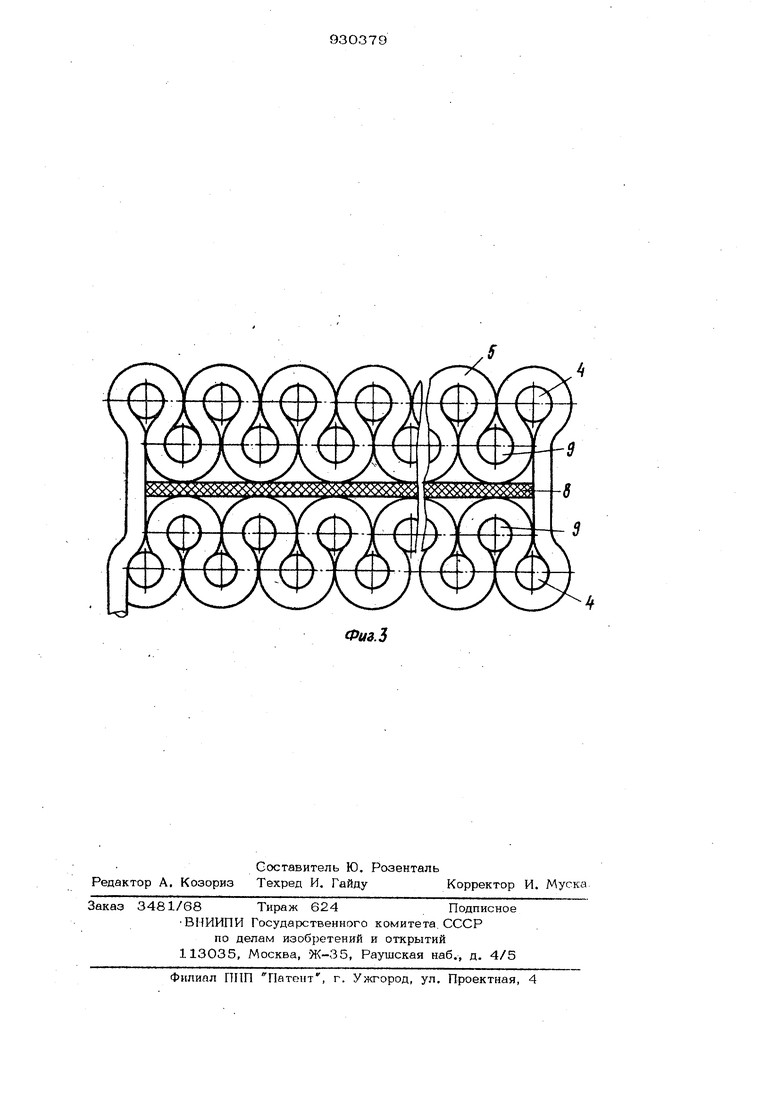
Благодаря TOtvfy,. что nfioBOfl прокладываю под прямым углом к струнам, он в меньшей мере подвержен при подбивке механическим повреждениям,; чем при косой укладке. Однако следует отметить низкую производительность этого способа, что объяс няется невозможностью использования высоких скоростей плетения при работе с таким непрочным и легко поврежцаемым материалом как пробод числовой обмотки. .Кроме того, процесс замедлен также тем, что витки обмотки формурт по одному, последовательно перемещая струны. Известным способом нельзя получить качественные матрицы с однообразными стабильными магнитными параметрами, так как не обесйечивается высокой точности формообразования витков вследствие невозможности соблюдения вполне стабильного натяжения проволоки. Снижение качества матриц обусловлен также наличием соприкасающегося с. проволокой и струнами батана, повторяющиеся многократные перемещения которого приводят к образованию задиров на струнах. В изготовленной этим способом матрице каждый полный виток фактически , Образован двумя примыкающими друг к : другу соседними полувитками,. что снижает помехоустойчивость матриц и ведет к увеличению ее размеров. Кроме того, для реализации способа, особенно в автоматическом режиме, необходимо весьма сложное и дорогое прецизионное оборудование, построенное по слохшому принципу ткацкого станка. Цель изобретения - повьпнение технологичности и. надежности изготовления запоминающих матриц на 11МП. Поставленная цель достигается тем, что согласно способу изготовления запоминающих матриц на НМЛ, основанному на натягивании технологических струн, укладке на технологические Струны провода числовой обмотки, формовании витков числовой обмотки, фиксации числовой обмотки и извлечении технологических струн, натягивание первой группы технологических струн осуществл5пот в два слоя с шагом, превышающим два диаметра струны, укладку провода числовой обмотки осуществляют путем намотки вито к витку в поперечном к техно; ргйческйм струнам направлении, предварительное формование витков ЗДсловоЙ обМотки про водят путем последовательного вдaJвливaнид провода числовой обмотки между технологическими струнами каждогр слоя 93 94 укладьгеают в образовавшиеся волувитки числовой обмотки с обеих сторон матрицы вторую группу технологических струн и сближают технологические струны до окончательного формования витков числовой обмотки. На фиг. 1 показана первая группа технологических струн, натянутых на оправку, и виток провода; на фиг. 2 - обмотка в стадии предварительного формования витков продавливанием; на фиг. 3 - обмотка в стадии окончательного формования витков с помощью авух групп .технологических струн. Один из возможных вариантов реализации способа предполагает использование специальной оправки (фиг. 1). Оправка содержит две гребенчатые части 1 и 2, разделенные вкладышем 3. На вершинах гребней предусмотрены продольные полукруглые канавки, ширина которых соответствует диаметру технологических струн 4. Расстояние между канавками превышает диаметр технологических струн не менее чем в два раза. В соответствии с предложенным способом изготовление запоминающих матриц . на имп осуществляют следующим образом. В начальной стадии изготовления матрицы натягивают в Два слоя первую группу технологических струн 4, укладывая их в канавки верхней и нижней частей оправки, чем одновременно обеспечивается определенный шаг их укладки. Затем на оправку с уложенными струнами укладывают путем намотки виток к витку провод числовой обмотки 5, ориентируя егр в поперечном по отношению к струнам направлении. При этом, в зависимости от схемы матриць, витки числового провода могут чередоваться с витками киперной обмотки, технология намотки . которой не отличается от технологии намотки числового провода. В процессе намотки провода должен быть предусмотрен определенный запас по длине витка намотки, который в дальнейшем необходим для исключения обрывов обмотки при формировании витков. Запас можно создать, поместив рядом с оправкой подвижвое натяжное устройство 6, которое обматывают проводом вместе с оправкой. После того, как намотка закончена, провод последовательно продавливают в промежутки. между технологическими струнами каждого слоя (гребнями оправки) по всей длине оправки, тем самым предварительно формируя витки числовой обмотки. Для продавливания может быть использован специальный пуансон .7 (фиг. 2). Предумотренный запас проволоки предотвращает ее обрыв и возникновение при продавливании нежелательны локальных перенапряжений. Этому же способствует предварительно нанесенный на струны слой технологической смазки. После продавливания намотанного провода пуансон 7 и подвижное натяжное устройство б удаляют и извлекают оправку, для чего предварительно извлекают вкладыш 3, после чего выдвигают из обмотки гребенчатые части оправки 1 и 2 и вводят на их место диэлектрический вкладыш 8 (фиг. 3), который в дальнейшем разделяет примыкающие к нему витки и обеспечивает относительную жестi кость изделия в ходе дальнейших технологических операций. После установки вкладыша 8 в образовавшиеся при продавливании углубления (полувитки числовой обмотки) с обеих сторон матрицы укладывают вторую группу технологических струн 9 (фиг. 3) Затем струны каждого из четырех слоев струн сближают в плоскости слоя, ликвидируя существующие между ними зазоры и окончательно формуя темсамым витки числовой обмотки. Эта операция может быть проведена путем сближения концов струн до размеров готовой матрицы с одновременным дополнительным их натяжением. Для предотвращения прогиба крайних рядов .струн наружу могут быть использованы дополнительные формующие элемента в виде подвижных боковых планок, гребенок и т. п. После того, как витки обмотай окончательно сформованы, обмотку фиксируют известным способом (например путем обклеивания или заливки компаундом), технологические струны извлекают, а на их мбсто устанавливают стержни с ЫМП. В результате применения предложейного способа получают не одинарную, а четырехслрйную матрийу с более высокой плотностью упаковки по сравнению с и1звестной, что позволяет ускорить процесс изготовления ЗУ. Технологичность Способа повьпиается также благодаря отказу от процесса плетения с помощью челнока и последовательного формования витков, которые в предложенном способе формуют одновременно по всей площади матрицы. Процент брака при этом снижается, так как исключается операция подбивки, ведущая к задирам на технологических струнах, прийодящим в дальнейшем к нарушению изоляции числового 9 796 провода. Витки обмотки, в отличие от известных, не складываются из двух наложенных друг на друга полувитков, а каждый из них образован почти замкнутым кольцом числового провода, что улучшает магнитные параметры матрнпы и позволяет уменьшить ее габариты по длине, либо увеличить емкость ЗУ при тех габаритах. Для реализадни предлагаемого способа требуется менее сложное оборудование, работу которого легче автоматизировать, чем работу станка типа ткацкого. Таким образом, предложенный способ позволяет существенно повысить производительность труда, улучшить качество изготавливаемых матриц и упростить реализующее способ оборудование. Формула изобретения Способ изготовления запоминающих матриц на цилиндрических магнитных плен ках, основанный на HaTsrrUEaHHH.TexHonoгических струн, укладке на - технологические струны провода числовой обмотки, формовании витков числовой обмотки, фиксации числовой обмотки и извлечении технологических струн, отличаю - щ и и с я тем, 4TO,i,с целью повьпиення технологичности и надежности изготовления запоминающих матриц на цилиндрических магнитных пленках, натягивание первой группы технологических струн осуществляют в два слоя с шагом, превышающим два диаметра струны, укладку провода числовой обмотки осуществляют путем намотки виток к витку в попереч-« ном к технологическим струнам напрев- лении, предварительное формование вит ков числовой обмотки проводят путем последовательного вдавливания провода числовой обмотки между технологическими струнами каждого слоя, укладывают в образовавшиеся полувитки числовой обмотки с обеих сторон матрицы вторую группу технологических струн и сближают технологические струны до окончательного формования витков числовой обмо ки. . Источники информации, принятые во внимание при экспертизе 1.Григорян Л. А. Запоминающие ус- ройства на цилиндрических магнитных пленках. М., Энергия, 1975, с, 5299, 2.Авторское свидетельство СССР № 604030, кл. q 11 С 5/02, 1976 (прототип).
м
ai
e $ S:
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления матриц для запоминающих устройств на цилиндрических магнитных пленках | 1982 |
|
SU1051583A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1095235A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1105941A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1092565A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1164786A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1088069A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1984 |
|
SU1244721A1 |
| Узел для формования витков обмоток запоминающих матриц на цилиндрических магнитных пленках | 1984 |
|
SU1265851A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1984 |
|
SU1198567A1 |
| Способ изготовления матриц запоминающихуСТРОйСТВ HA цилиНдРичЕСКиХ МАгНиТНыХплЕНКАХ | 1979 |
|
SU842959A2 |