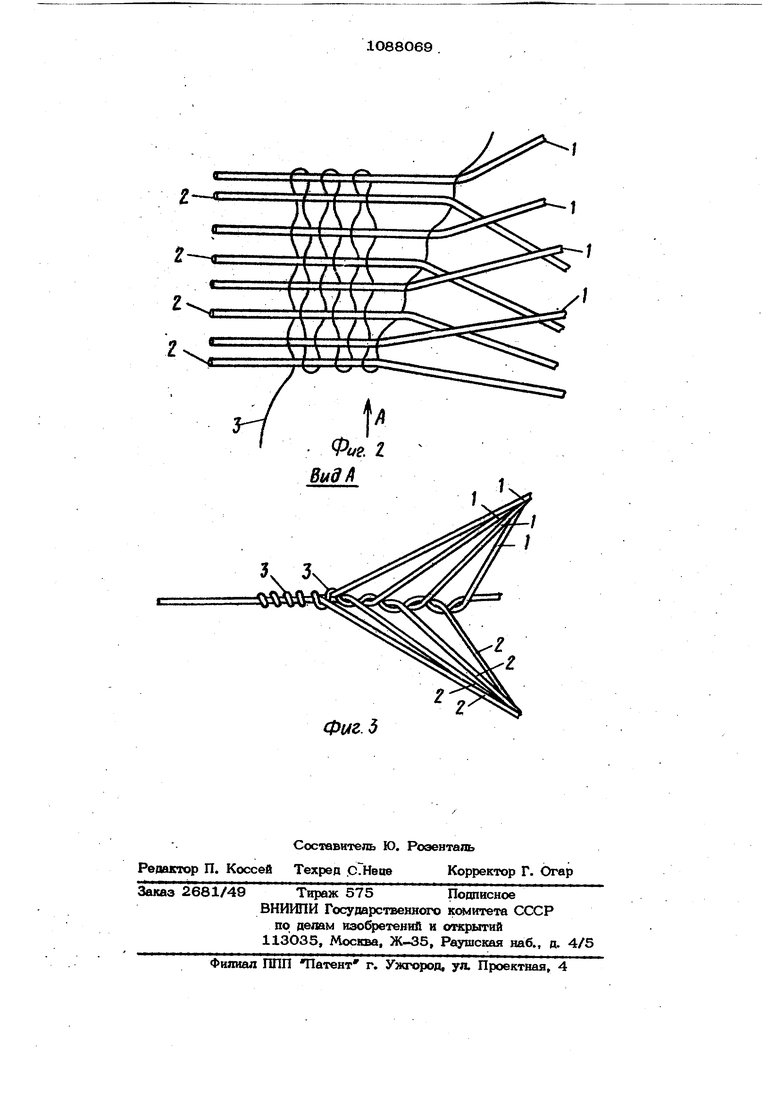
Изобретение ОТНОСИТСЯ к вьгаислитель ной технике и может бьпъ ихлюльзовано при построении запоминающих устройств на цилиндрических магнитнзих пленках. Известен способ иаготовленил запоми нающих матриц на цилиндрических магн ггаых ппеиках, основанный на натяжении технологи 1еских струн, последовател ном вплетении в них проводников адресных обмоток путем прокладьгоания их в аев под углом к технологическим стру-нам, перемещения технологических струн перемещении сформованного проводника к адресным обмоткам при закрытом зеве, заливке компаундом и извлечбнии технологических струн l | . Однако при закрытии зева в его нейт ральное положение провод зажимается одновременно несколькими соседними сгррунами, которые препятствуют его свободному перемещению к месту формов ки. В результате этого придание проводу волнообразной формы происходит за счет его деформахгаи и растяжения, что приводит к обрьгоам проводников адресных обмоток. Кроме того, подбивка сформованных проводников к адресным обмоткам при нейтральном зеве приводит к их изгибам и деформациям, нарушению формы витков, что также вызьтает обрымл проводников адресных обмоток. Наиболее близким к изобретению является способ изготовления запоминак щих матриц на цилиндрических магнитных пленках, который основан на натяже нии технологических струн,последоватепьном вплетении в них проводников обмоток путем прокладьгоания провода вместе с огран1тчительной прокладкой в зев, образованный технологическими струнами, под углом к ним, регулировании зева, извлечении технологической прокладки, перемещении сформованного проводника, заливке компаундом и извлечении технологических струн . Однако изготовление запоминающих матриц на цилиндрических магнитных плешсах известным способом приводит к неравномерной глубине формовки пргаво да по его длине в направлении от опушни полотна в сторону свободного конца провода, причем вследствие различной величины отстояния участков провода от сплетенных обмоток у опушки полотвд происходит неполная формовка провода, а в сторону свободного конца провода происходит увеличенная глубина формовки про вода. Кроме того, изготовление матриц из19 вестным способом приводит к образованию значительных петель по краям полотна и к неплотному охвату проводом крайних струн, что нарущает геометрические размеры изготавливаемых aтpиц. Цель изобретения - повыщение надежности изготовления запоминакщих матриц путем устранения обрьтов адресных O&-JOTOK. Поставленная цель достигается тем, что согласно спосо изготовления запоминающих матриц -на цилиндрических магнитных пленках, основанном на натяжении технологических струн, последовательном вплетении в них проводников обмоток путем прокладывания провода вместе с ограничительной прокладкой в зев, образованный технологическими струнами, регулировании зева, извлечении ограничительной прокладки, перенесении сформованных проводников к адресным обмоткам, заливке компаундом и извлечении технологических струи, увеличивают зев в начале зоны формовки каждого проводника, перемещают проводj. вплетенным проводникам до зажатия его крайними разведенными струнами в начале зоны формовки со стороны, противоположной cBoGojyiot.f концу провода, формируют возрастающий угол обратного зевообразования в направлении свободного конца провода поочередно каждой разведенной технологической струной, а перемещение сформованных проводников к адрес ным обмоткам производят при фиксированном обратном зеве. Плетение обмоток матриц осуществляют на любом приспособлении, специальном устройстве или ткацком станке, имеющем зевоо6ра }ующий механизм. На фиг. 1 схематически показана операция увеличения зева в начале зоны формовки проводаГ на фиг. 2 - сформованный провод технологическими струнами после извлечения технологической прокладки с возрастающей углами обратного зевробразования в сторону свободаого конца провода; на фиг, 3 - вид А на фиг. 2. Изготовление запоминающих матриц на цилиндрических магнитных пленках в соответствии с предложенным способом осуществляют следующим образом. На ткацком станке в качестве основы натягивак т чет1гые 1 и нечетные 2 технологические струны, обеспечивая уменьщение степени натя:жения струн от средних к крайним. Струны .1 и 2 разводят для образования . В зев вводят проводник 3 совместно с ограничительной прокладкой 4 под углом к технологическим струнам. Путем перемещения ограни чительной прокладки 4 к сформованным провояникам увеличивают зев в начале эаизя формовки провода 3 у края матрицы. После этого проводник 3 перемешают к сформованньш виткам до зажатия его крайними разведенными струнами 1 и 2 при увеличенном зеве в начале зоны формовки со стороны, противсшояожной свободному концу провода, и распола гают его по лсшии формовки. Это дает возможность уменьшить общую длину проводника, приходящуюся на один виток и тем самым уменьшить раз мер петли по краям матрицы. Уменыивж. ние петель на краях матршш создает условия для плотного охвата витками крайних струн, что сохраняет геометрические pa3Meta i матрицы и уд чшает магнипсые характеристики крайних каналов матрицы. После укладки проводника 3 производят регулирование зева. Для этого перемешают струны 1 и 2 навстречу друг другу в сторону закрывания зева. При уном струны 1 и 2 встречают на своем пути ограничительную прокладку 4, которая задерживает в открытом зеве участки струн 1 и 2 от вершины углов зева до мест касания с прокладкой 4 . Другие участки струн 1 и 2 от мест касания с прокладкрй 4 свод$1т в плоскость нейтрального положения и, не меняя направления их движения.разводят в направлении открывания очередного зева. Затем извлекают огрешичительную прокладку 4 в сторону свободного KCKiua провода. Технологические струны 1 и 2 при сходе с кромки прокладки 4 посяедоЁательно возрастающий обратшлй 1 69 зев в направлении свободного конпа провода и производят формовку провода 3. Необходимая глубшш формовки провода 3 у лсрая матрицы, противоположного свободному концу прсжо ника, обеспечивается за счет увеличенного зева в данной зоне, что создает увеличенную амплитуду движения крайних струн при сходе с кромки прокладки 4. Необходимая глубина формовки провода 3 от середины матрицы к краю в направлении свободного конца проводника обеспечивается воз-, стаюшим углом обратного зевообразова- ния струн в направлении свободного конца провода. Струны 1 и 2 опираются на Дорму,емые участки провода 3, причем за счет возрастающего угла обратного зевообразования, чем ближе к свободному концу провода, тем больший участок струны опирается на него. Однако вследствие уменьшения степени натяжения струн от середины матрипы к ее краю не происходит чрезмерной глубины формовки участков провода в данной зоне. Этим обеспечивается равномерная глубина формовки провода по всей длине витка. Перемещение сформованных провоцников к адресным обмоткам производится при фиксированном обратном зеве. При этом сформованный проводник сходит с разведенных струн 1 и 2 к адресным обмоткам к вершине зева, освобождая струны. Сформованный проводник из напряженного состояния переходит в свободное, поскольку при сходе со струн, обраауюшяк обратный зев, давление ш проводник струнами уменьшается по мере приближения его к адресным обмоткам. Это сохраняет форму витков и исключает обрывы адресных обмоток матрицы, что повышает надежность ее изготовления.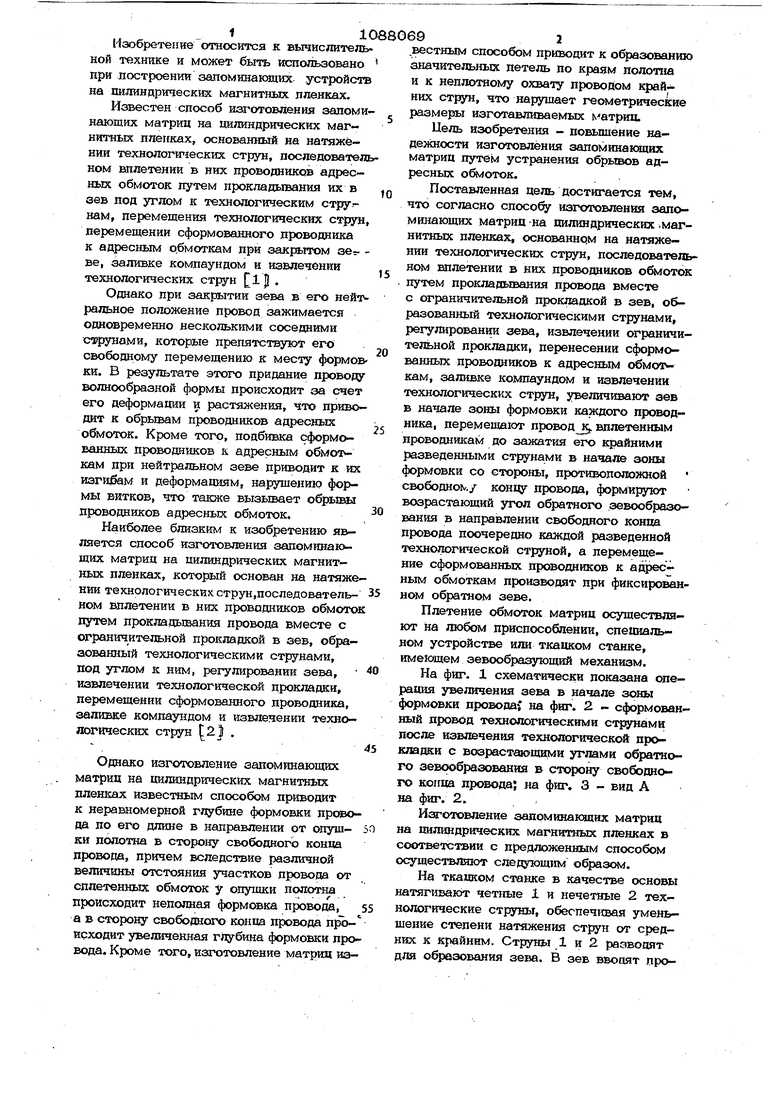

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1984 |
|
SU1198567A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1105941A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1985 |
|
SU1309083A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1985 |
|
SU1327184A2 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1984 |
|
SU1244721A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1981 |
|
SU959160A1 |
| Способ изготовления матриц запоминающих устройств на цилиндрических магнитных пленках | 1983 |
|
SU1125653A2 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1092565A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1095235A1 |
| Способ изготовления матриц для запоминающих устройств на цилиндрических магнитных пленках | 1982 |
|
SU1051583A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОМИНАЮЩИХ МАТРИЦ НА ЦИЛИНДРИЧЕСКИХ МАГНИТНЫХ ПЛЕНКАХ, основанный на натяжении технологических струн, последовательном вплетении в них проводников адресных обмоток путем прокладывания провода вместе с ограничительной прокладкой в аев, образсюанный технологическими струнами, регулировании зева, извлечении ограничительной прокладки, перенесении сформсяаанных проводник к адресным обмоткам, заливке компаундом и извлечении технолотических , отличающийся тем, что, с целью псюьпиения наде ююсти изготовления запоминающих матриц путем устранения офывов адресных обмоток, увеличивахуг зев в начале зоны формовки каждого проводника, перемешают провод к вплетенным прсюодникам до зажатия его крайними разведенными струнами в начале зоны формовки со стороны, противоположной свободному концу провода, формируют возрастающий угол обратного зевообразсшания в нешравлении свободного Кчаа провода поочередно каждой разведеннсА технологичес(Л . кой струной, а перемещение сфсфмованных: проводников к адресным обмапсам производят при фиксированном обратном зеве. о 00 СХ) о О) UD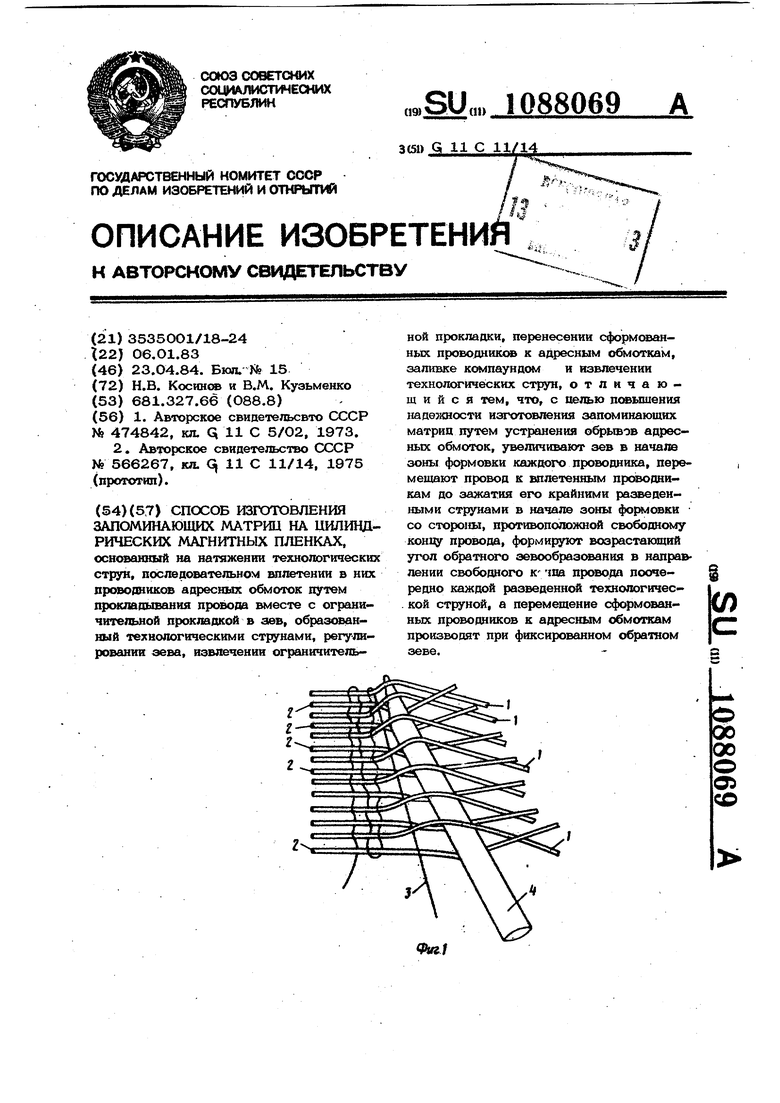
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления матриц запоминающего устройство зу на цилиндрических магнитных пленках | 1973 |
|
SU474842A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления матриц запоминающих устройств на цилиндрических магнитных пленках | 1975 |
|
SU566267A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
