1
«Изобретение относится к устройствам для отделения и подачи деталей из магазинов, кассет или накопительных лотков на позицию обработки, применяемым на автоматическом металлообрабатывающем или другом оборудовании .
Известно устройство для выдачи деталей, содержащее магазин, подвижный приемный стол, шиберный питатель, корпус, разводящие опорные стойки, кинематически связанные с приемным столом и приводом ij
Недостаток известного устройства заключается в том, что оно не может быть использовано в быстродействующих машинах, вследствие ударных нагрузок при значительной массе деталей в пакете. А это существенно снижает производительность оборудования.
Цель изобретения - повышение производительности устройства.
Поставленная цель достигается тем, что устройство снабжено закрепленными на корпусе роликами и планками, шарнирно установленными на опорных стойках с возможностью взаимодействия с роликами, в промежуточных положениях опорных стоек, при этом каждая опорная стойка соединена одним концом с приводом посредством дополнительно введенного кривошипа и на них выполнен криволинейный профиль для взаимодействия с роликами.
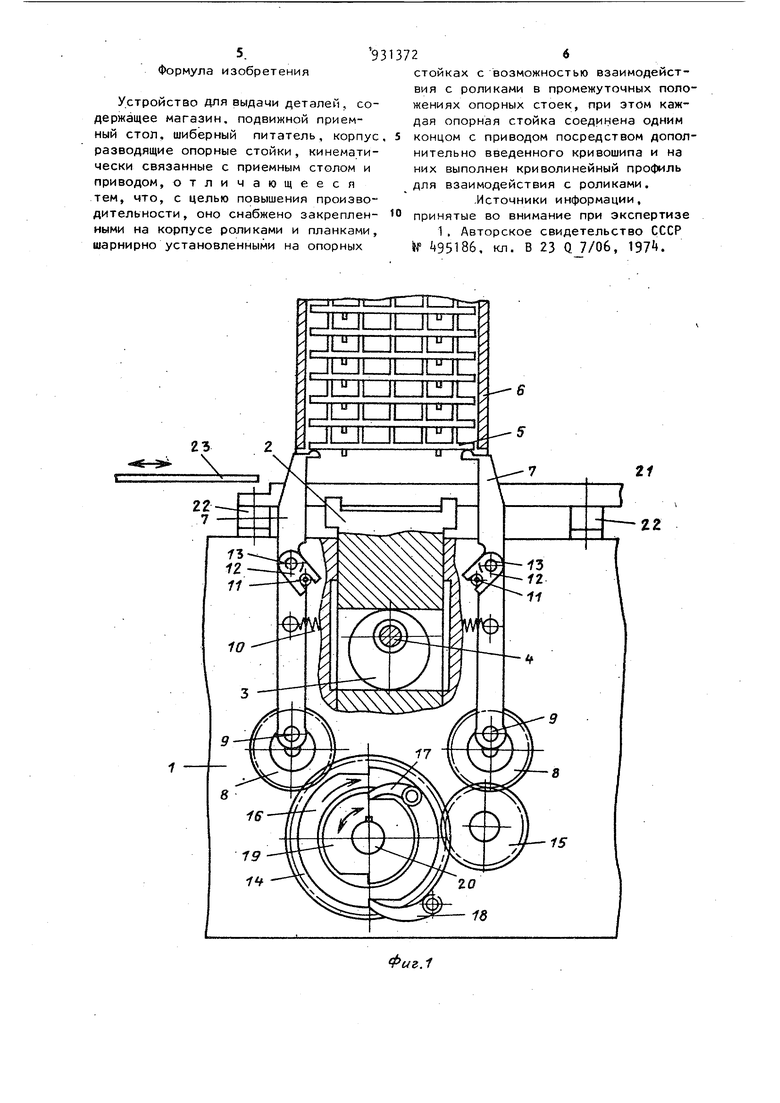
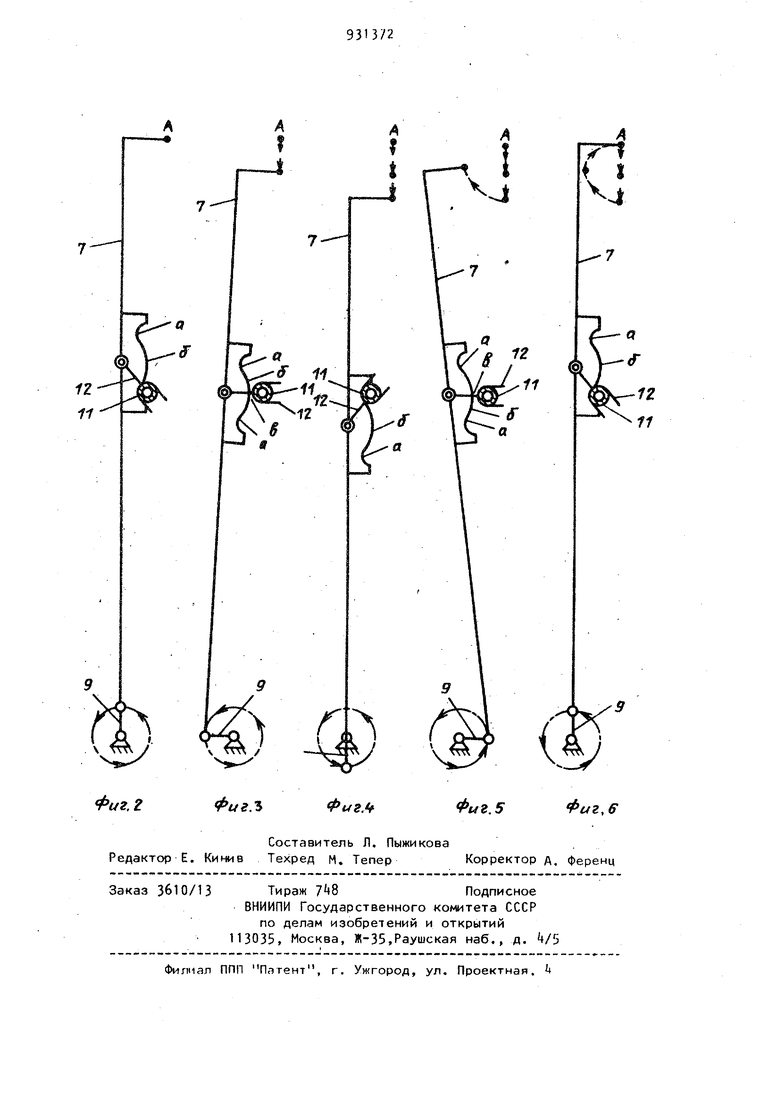
На фиг, 1 изображено устройство для выдачи деталей; на фиг. 2-6 структурная кинематическая схема опорной стойки в разных положениях.
Устройство для выдачи деталей состоит из корпуса 1, в котором помещен приемный стол 2, перемещающийся возвратно-поступательно при вращении кулачка 3, расположенного на валу k. Обрабатываемые детали 5 располагаются штабелем в магазине 6 и удерживаются опорными стойками 7, которые шарнирно укреплены на зубчатых колесах 8 посредством кривошипов 9, Опорные стойки 7 стянуты пру жиной 10 и удерживаются в крайних п ложениях от смещения роликами П, з крепленными на корпусе 1, которые размещаются при этомВ пазах а ((Jwr, 2-6) криволинейного профиля б Планки 12, укрепленные на осях 13, образуют связь с роликами 11 и стой ками 7, когда последние занимают промежуточное положение при переиещении вверх или вниз. Ведущее зубчат колесо Н соединено непосредственно с одним из колес 8, а с другим через промежуточное колесо 15 что предназначено для придания вращения колесам 8 в противоположных направлениях. На колесе жестко насажен диск 16 с шарнирной и подпружиненной собачкой 17, имеющий два паза для соединения с подпружиненной собачкой 18, укрепленной шарнирно на корпусе 1 и удерживающей колесо 1 от произвольного поворота. Ведущее храповое колесо 19 с пазами для собачки 17 соединено жестко с валом 20 и может независимо от колеса 1 с диском 16 совершить поворотное дви жение, причем при вращении по часовой стрелке оно упирается в собачку 1/ и проаорачивает колесо 1, а при вращении в обратном направлении собачка 17 выходит из зацепления, а колесо останавливается и стопорится собачкой 18. Вал k кулачка. 3 и вал 20 храпового колеса 19 кинематически связаны. Ни корпусе 1 закрепле на направляющая 21 с опорами 22, на которой укладывается деталь 5, отделенная от штабеля. Стол 2 имеет соответствующие вырезы для размещения направляющей 21, поскольку он пересекает ее при движении вверх. Толкатель 23 предусмотрен для перемещения деталей 5 по направляющей 21 на рабочую .позицию станка. Устройство работает следующим образом, Ведущее храповое колесо 19 вращается по часовой стрелке, находясь в зацеплении с собачкой 17, и поворачивает зубчатое .колесо 14 на полоборота, а колесо 8 на один полный оборот; само затем возвращает,ся в исходное положение. За этот период про исходит опускание опорных стоек 7 вместе со штабелем деталей 5 и одновременный подъем стоЛа 2, принимающе го штабель деталей, затем возвращение опорных стоек 7 в исходное положение с размещением их под последующей деталью штaбehя. Далее происходит опускание стола 2 с нижней деталью 5, которая ложится на направляющие 21 , и толкатели 23 перемещает этудеталь на первую обрабатывающую позицию станка. При вращении кривошипов 9 осуществляется опускание и подъем опорных стоек 7, а криволинейные профили о, взаимодействующие с роликами 11, обеспечивают прямолинейную траекторию опорных точек А опорных стоек 7 (фиг. 2-6) при их движении вниз, а при движении вверх криволинейную траекторию, огибающую деталь 5. Поскольку крутизна профиля б велика, для снижения нагрузок и предохранения его поверхности от износа при взаимодействии с роликом 11, средняя часть профиля б выполнена дугой окружности с радиусом несколько меньшим, чем расстояние между центрами осей 13 И роликов 11, (фиг. 1). Поэтому в промежуточных положениях опорных стоек 7 профиль б не соприкасается с роликом 11 и образует зазор о (фиг. 7 и 9). В результате такой корректировки средняя действительная часть профиляS образуется с помощью шарнирной планки 12 и несколько отличается от теоретического. Но это отклонение незначительно и практического значения не имеет. После первой половины оборота кривошипов 9 опорные стойки 7 находятся в нижнем положении, стол 2 поднят, штабель опирается на него. Ход стола 2 и опорных стоек 7 не равны друг другу о При последующем движении/кривошипов 9 опорные стойки 7 разводятся и двигаются ввеох. огибая нижнюю деталь 5| а стол 2 остается в верхнем положении. Затем опорные стойки 7 вновь занимают исходное положение, стол 2 опускается вместе с освободившейся деталью 5. которая остается на направляющей 21. При этом храповое колесо 19 возвращается в первоначальное положение. Толкатель 23. совершая возвратнопоступательное движение, перемешает деталь 5 на рабочую позицию станка. В дальнейшем цикл повторяется. Использование изобретения повышает производительность устройства за счет исключения динамических ударных режимов работы. Формула изобретения Устройство для выдачи деталей, содержащее магазин, подвижной приемный стол, шиберный питатель, корпус разводящие опорные стойки, кинематически связанные с приемным столом и приводом, отличающееся тем, что, с целью повышения производительности, оно снабжено закрепленными на корпусе роликами и планками, шарнирно установленными на опорных 9 26 стойках с возможностью взаимодействия с роликами в промежуточных положениях опорных стоек, при этом каждая опорная стойка соединена одним концом с приводом посредством дополнительно введенного кривошипа и на них выполнен криволинейный профиль для взаимодействия с роликами. -Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 495186, кл. В 23 Q 7/06, 197.
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельная формовочная установка | 1982 |
|
SU1106658A1 |
| Устройство для выдачи билета и сдачи | 1979 |
|
SU868800A1 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| Устройство для перемещения деталей с рабочей позиции пресса | 1981 |
|
SU967632A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| Устройство для загрузки плоских изделий, преимущественно выводных рамок интегральных схем | 1987 |
|
SU1499540A1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| Магазин-накопитель деталей | 1986 |
|
SU1366354A1 |
| Устройство для поштучной выдачи деталей | 1988 |
|
SU1608000A1 |
| Устройство для выдачи штучных изделий из штабеля | 1974 |
|
SU512145A1 |
JLULJLJIZJC
JLLILJLJ1ZJL
JLLJLJIlUlJL
TLILJLJirfT
JLIJILJL-JLIJ
Фиг.1
