Изобретение относится к раскройному оборудованию легкой промышленности и может быть использовано для подачи многослойного настила в зону вырубания.
Известно устройство для транспортирования многослойного настила, содержащего горизонтальный замкнутый ленточный транспортер с опорными подпружиненными роликами для рабочей ветви транспортера, размещенными внутри ленты, и каретку, установленную с возможностью совместного с транспортером перемещения, и несущую прижимы настила, нижние части которых размещены под рабочей ветвью транспортера, а верхние связаны с силовыми цилиндрами. Нижние части прижимов снабжены несущими пластинами для настила, выполненными с клиновыми передними и задними гранями, и установлены с возможностью скольжения по опорным элементам.
Наиболее близким к предлагаемому является устройство для подачи многослойного настила к вырубочному прессу, содержащее ленточный транспортер для размещения настила, каретку с подающей платформой и зажимом, поддерживающую платформу с прижимом и средство для поддержки верхней ветви ленты транспортера с настилом, выполненное в виде неподвижно закрепленных вдоль транспортера под его верхней ветвью планок.
Недостатком известного устройства являются большие габаритные размеры, слож4JifO
li4 ел
о о
мая конструкция и трение верхней ветви транспортера по опорным планкам, что приводит к дополнительному расходу энергии при подаче настила.
Целью изобретения является упрощение конструкции и сокращение энергозатрат на процесс подачи настила.
Поставленная цель достигается тем, что в устройстве для подачи многослойного настила к вырубочному прессу, содержащем опорный ленточный транспортер для настила с приводным и натяжным роликами, средство для прижима и подачи настила, включающее два пневмоцилиндра, средство для поддержания верхней ветви опорного транспортера и привод, средство для прижима и подачи имеет закрепленный на штоках пневмоцилиндров прижимной ленточный транспортер с приводным и натяж- ным роликами, установленный над опорным транспортером и кинематически с ним связанный, и пневматическую балку, расположенную над нижней ветвью прижимного транспортера, а средство для под- держания верхней ветви опорного транспортера содержит дополнительную пневматическую балку, расположенную под верхней ветвью, при этом пневматические балки подключены к центробежному вентилятору, установленному на станине пресса, и имеют отверстия по всей рабочей поверхности со стороны размещения настила.
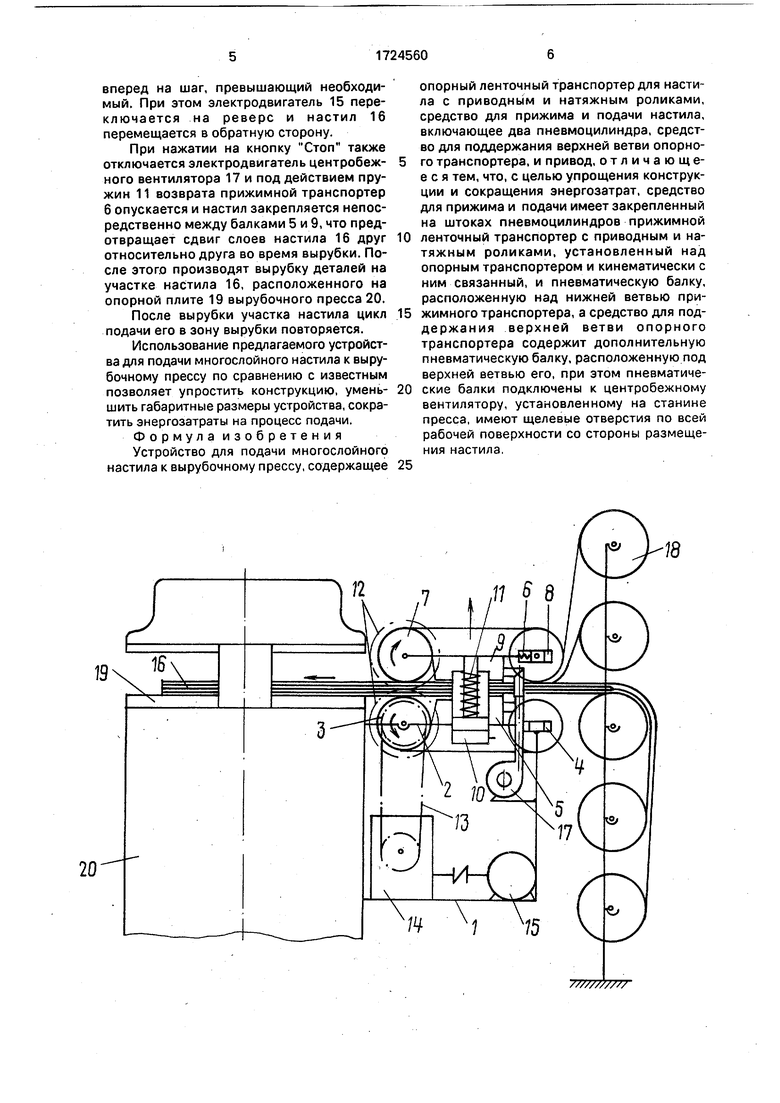
На чертеже представлена кинематическая схема предлагаемого устройства,
Устройство содержит станину 1, на которой закреплен опорный транспортер 2, имеющий приводной 3 и натяжной 4 ролики, между которыми под верхней ветвью ленты закреплена пневматическая балка 5. Прижимной транспортер 6 имеет приводной 7 и натяжной 8 ролики, между которыми над нижней ветвью ленты закреплена пневматическая балка 9, а сам транспортер закреп- лен с обеих сторон на штоках двух пневмоцилиндров 10 с пружинами 11 возврата. Пневмоцилиндры 10 закреплены на станине 1. Приводные ролики 3 и 7 опорного 2 и прижимного 6 транспортеров кинематически связаны зубчатой передачей 12 и приводятся в движение посредством цепной передачи 13, червячного редуктора 14 и электродвигателя 15. Настил 16 закрепляется между лентами опорного 2 и прижимного 6 транспортеров при подаче воздуха в пневматические балки 5 и 9 от центробежного вентилятора 17 и подается лентами транспортеров из рулонов 18 на опорную плиту 19 вырубочного пресса 20.
. Устройство работает следующим образом,
Сначала настил 16 из рулонов 18 заправляется под нижнюю ветвь прижимного транспортера 6 и укладывается на верхнюю ветвь ленты опорного транспортера 2. При
этом в момент заправки воздух от пневмо- сети подается в полости пневмоцилиндров 10 и прижимной транспортер 6 находится в крайнем верхнем положении, образуя между лентами достаточную щель для заправки
0 конца настила 16.
Затем на пульте управления прессом (не показано) включают кнопку Прижим. Бесштоковые полости пневмоцилиндров 10 соединяются с атмосферой и под действием
5 собственного веса и пружин 11 прижимной транспортер 6 опускается на настил 16, закрепляя его с лентами опорного 2 и прижимного 6 транспортеров между пневматическими балками 5 и 9. В конце
0 хода прижимного ленточного транспортера 6 вниз отключается блокировка (не показано) кнопок Подача вперед и Подача назад. Затем на пульте управления включают кнопку Подача вперед. При этом включа5 ется электродвигатель центробежного вентилятора 17 и реле времени (не показано), которое через определенный промежуток времени, достаточный для достижения необходимого давления в пневматических
0 балках 5 и 9, включает электродвигатель 15 привода подачи. Пневматическая балка 9 с прижимным транспортером 6 поднимается, сжимая пружины 11 возврата. При этом между нижней ветвью ленты прижимного
5 транспортера 6 и верхней балкой 9, а также между верхней ветвью ленты опорного транспортера 2 и нижней балкой 5 образуется щель по периметру балок и воздух из балок вытесняется в атмосферу, создавая
0 еоздусжую подушку между лентами и балками.Настил зажимается лентами под действием сжатого воздуха, непрерывно поступающего от центробежного вентилятора, и ленты транспортеров не касаются рабочих поверхностей пневматических ба5 лок, что исключает трение и, как следствие, экономит энергозатраты. Движение лентами транспортеров передается от электродвигателя 15 посредством червячного редуктора 14, цепной передачи 13 и зубча0 той передачи 12.. в результате чего настил 16, зажатый между лентами опорного 2 и прижимного 6 транспортеров, плавно перемещается на опорную плиту 19 вырубочного пресса 20 на шаг, определяемый операто5 ром визуально. Для прекращения подачи настила 16 оператор нажимает на кнопку Стоп. На пульте управления имеется также кнопка Подача назад, которую оператор включает в случае подачи настила
вперед на шаг, превышающий необходимый. При этом электродвигатель 15 переключается на реверс и настил 16 перемещается в обратную сторону.
При нажатии на кнопку Стоп также отключается электродвигатель центробежного вентилятора 17 и под действием пружин 11 возврата прижимной транспортер 6 опускается и настил закрепляется непосредственно между балками 5 и 9, что предотвращает сдвиг слоев настила 16 друг относительно друга во время вырубки. После этого производят вырубку деталей на участке настила 16, расположенного на опорной плите 19 вырубочного пресса 20.
После вырубки участка настила цикл подачи его в зону вырубки повторяется.
Использование предлагаемого устройства для подачи многослойного настила к выру- бочному прессу по сравнению с известным позволяет упростить конструкцию, уменьшить габаритные размеры устройства, сократить энергозатраты на процесс подачи.
Формула изобретения
Устройство для подачи многослойного настила к вырубочному прессу, содержащее
опорный ленточный транспортер для настила с приводным и натяжным роликами, средство для прижима и подачи настила, включающее два пневмоцилиндра, средство для поддержания верхней ветви опорного транспортера, и привод, отличающееся тем, что, с целью упрощения конструкции и сокращения энергозатрат, средство для прижима и подачи имеет закрепленный на штоках пневмоцилиндров прижимной
ленточный транспортер с приводным и натяжным роликами, установленный над опорным транспортером и кинематически с ним связанный, и пневматическую балку, расположенную над нижней ветвью прижимного транспортера, а средство для под- держания верхней ветви опорного транспортера содержит дополнительную пневматическую балку, расположенную под верхней ветвью его, при этом пневматические балки подключены к центробежному вентилятору, установленному на станине пресса, имеют щелевые отверстия по всей рабочей поверхности со стороны размещения настила.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи многослойного настила вырубочного пресса | 1988 |
|
SU1606418A1 |
| Устройство для подачи многослойного настила волокнистого материала к вырубочному прессу | 1983 |
|
SU1138374A1 |
| Устройство для раскроя многослойного настила | 1990 |
|
SU1747368A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1980 |
|
SU929521A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1985 |
|
SU1286487A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1981 |
|
SU1066925A1 |
| Устройство для подачи многослойного настила рулонного материала к вырубочному прессу | 1983 |
|
SU1137045A1 |
| Устройство для подачи и фиксации многослойного настила вырубочного пресса | 1983 |
|
SU1326617A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1986 |
|
SU1377233A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1986 |
|
SU1323506A1 |
Изобретение относится к раскройному оборудованию легкой промышленности, а именно к устройству для подачи многослойного настила к вырубочному прессу, позволяет упростить конструкцию устройства и сократить энергозатраты. Устройство содержит опорный ленточный транспортер, кинематически связанный зубчатой передачей с прижимным ленточным транспортером, и средство для зажима настила между лентами транспортеров, выполненное в виде двух полых пневматических балок, одна из которых (нижняя) закреплена на опорном транспортере, другая (верхняя) - на прижимном транспортере. При этом балки закреплены между направляющим и натяжным роликами транспортеров: нижняя балка установлена под верхней ветвью ленты прижимного транспортера, а верхняя балка - над нижней ветвью ленты прижимного транспортера. Прижимной транспортер с обеих сторон закреплен на штоках двух пневмоцилиндров, в свою очередь закрепленных на опорном транспортере. 1 ил.
| Устройство для транспортирования многослойного настила | 1985 |
|
SU1240712A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1986 |
|
SU1377233A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
