1
Изобретение относится к области зчонвейерного транспорта, а именно . вертикально-замкнутым .конвейерам, иредназнаяенным для межоиерацнонного транспортирования груза.
Известен вертж ально-замкнутын конзейер для траноиортирования деталей, выключающий приемио-загрузачное устройство, загрузочный стол, нап.ра.зляющие 1.
Недостаток этого |КО|Н1вейера - невозможность последующей механизированной транспортиров,ки груза.
Наиболее близкн1М техническим решен1 ем является вертикально-замкнутый пластинчатый Конвейер, включающий бесконечно-замкнутые тяговые Цепи, лриводную и натяжн Ю звездочки, направляющие, секционную раму с платфорМами и приемно-загрузочные , каждая из .которых содержит приемный рольганг и загрузочный стол.ик 2.
Недостаток известного конвейера - неполная автоматизация распределення заготовок по рабочим местам.
Цель изобретения - автоматизация распределения заготовок ло рабочим местам л ехЕнизированной лоточной линии.
Указанная цель достигается тем, что хонвейер снабжен подвижными упорами с роликами, опорньими пластинами, кро;1штей:-;ами с тормозными электромагнитами, а загрузочны; столик оснащен сталкивателем з виде подвижНОИ .каретки с ipeopaMJi жесткости и катками, размещенными в продольных ;горизонтальных пазах, укрепленных иа секционной раме направляющих пластин, иричем ребра жесткости выполнены с вертикальныли пазами, в которых расположеиы подвижные упоры с роликами, взаимодействующими посредством опор}1ых пластнн и кронштейна с тор.мозным электромаггп1том, зaкpeплeнны: r иа секционной раме.
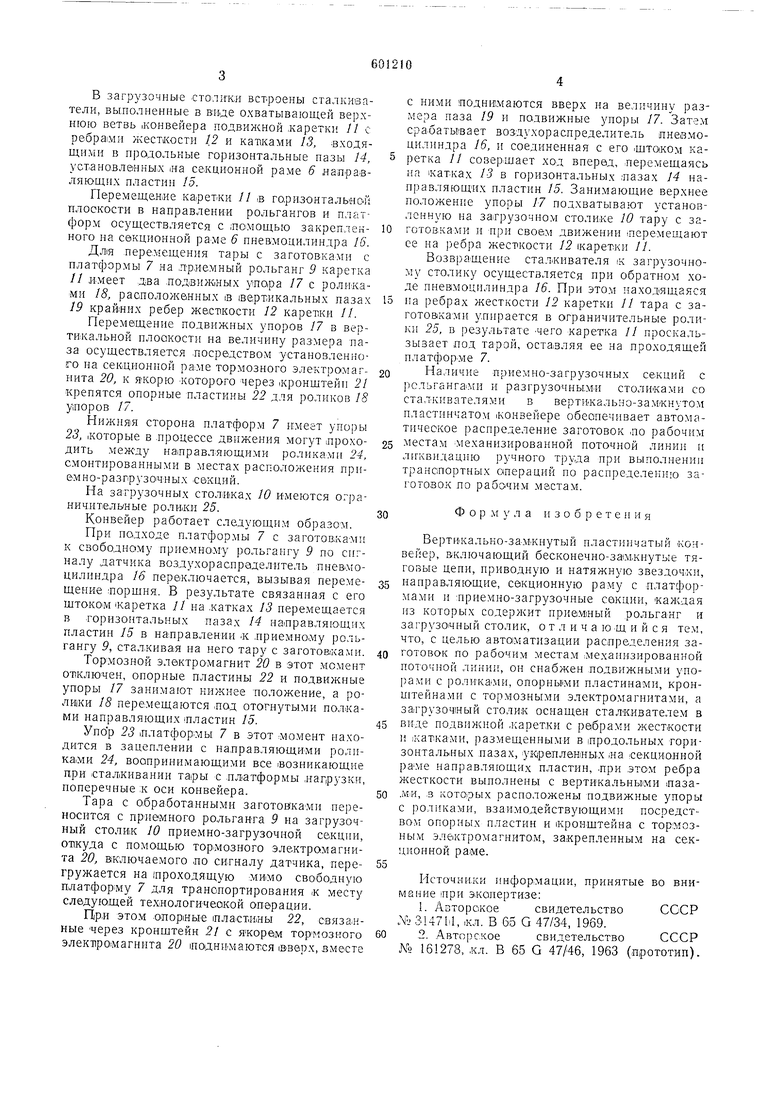
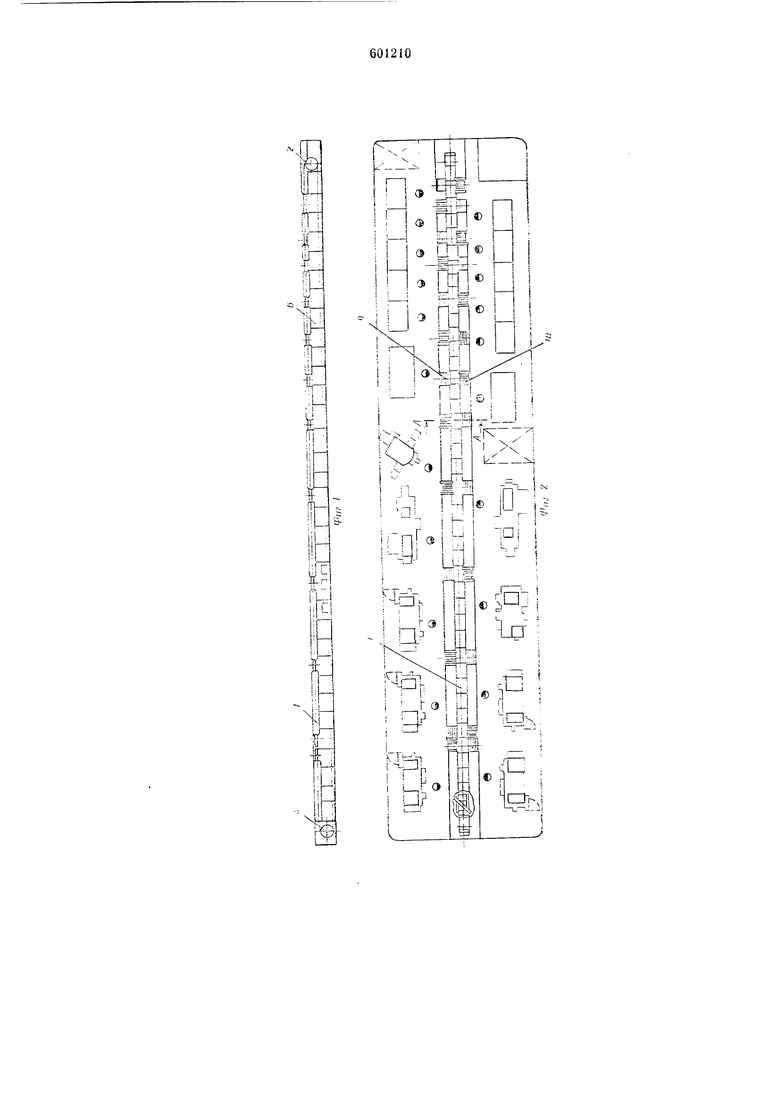
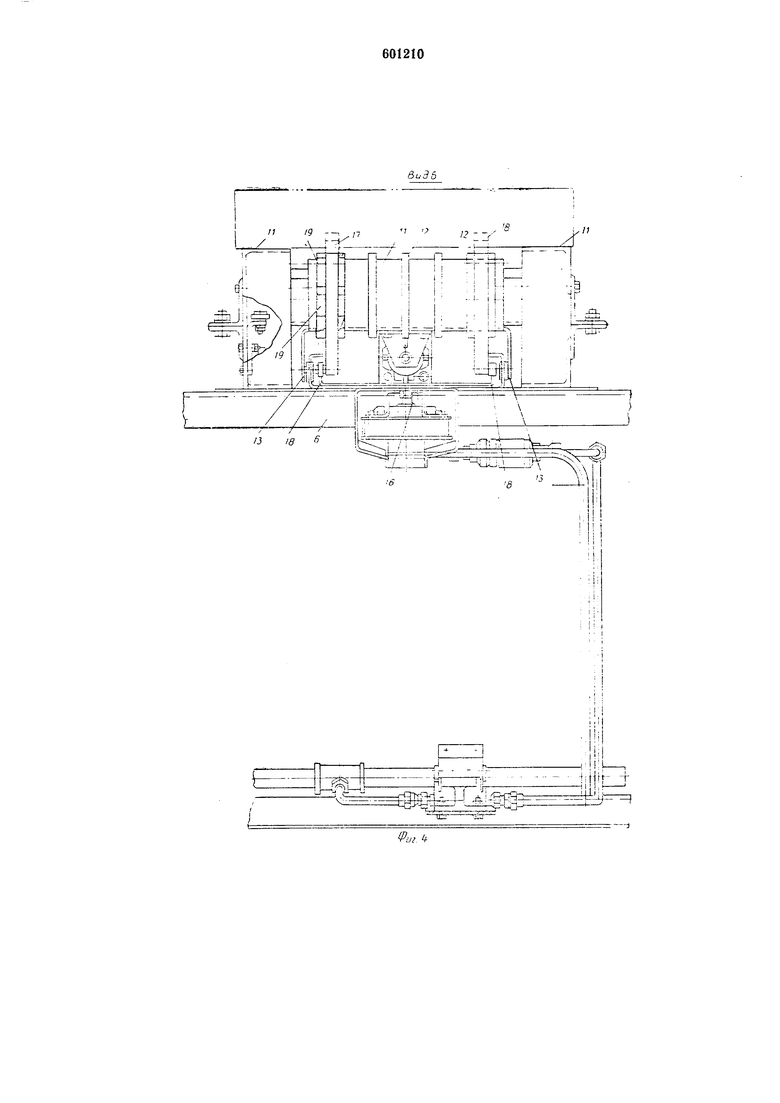
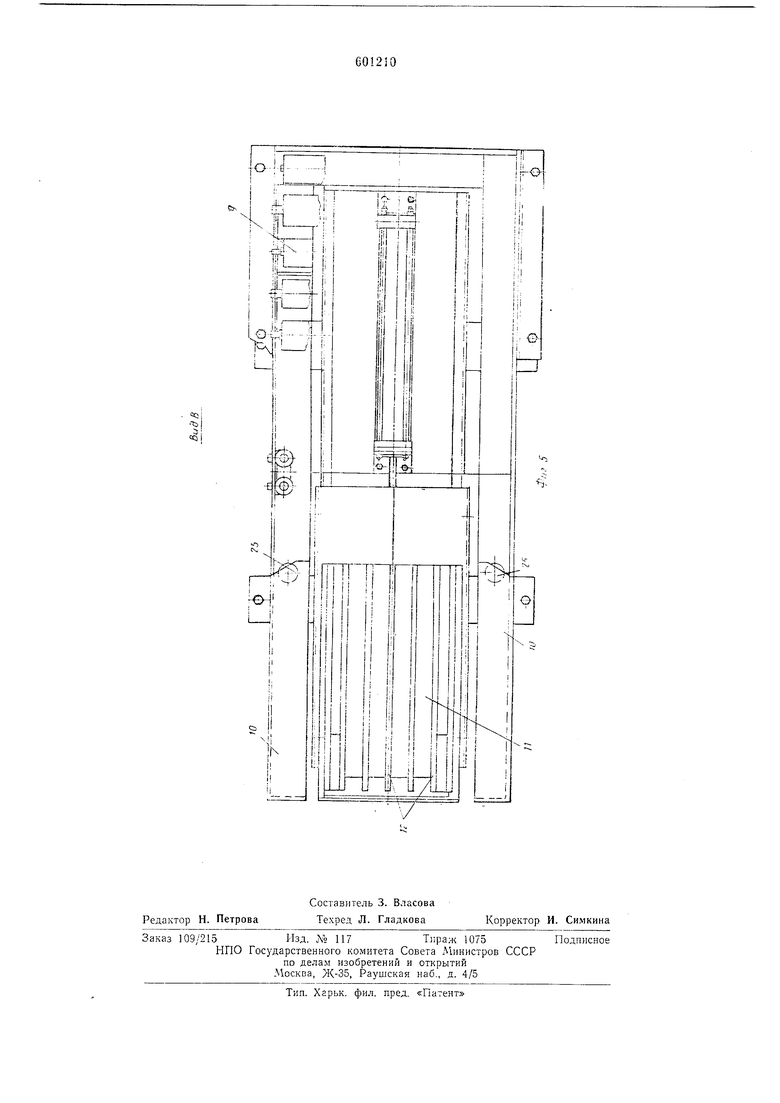
На . 1 изображен предлагаемый конвейер, вид сбоку; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез по .4-А фиг. 2; иа (Ьнг. 4 - вид Б фпг. 3; на фиг. 5 - вид В фиг. 3.
Верти1кально-замкнутый пластиичатый конвейер содержит две бесконечно-замкнутые тяговые цепи /, пр1шодную 2 и натяжиую 3 звездоч,ки, направляющие 4 и 5 для перемещения цепей /, секционную раму 6 и платформы 7, собранные из скренленных кронштейнами 8 пластпн.
На секциоиной раме 6, в местах приближения к технологическому оборудованию поточной линии, расиоложены приемно-загрузочиые секции, В1ключающие приемиые рольганги 9 и загрузочные столнк 10. В зоне каждого рабочего места располагаются с одной стороны приемный рольганг 9, с другой - загрузочный столик 10.
В загрузочные столяки встроены сталкиватели, выполненные в охватывающей верхнюю ветвь 1конвейера подвижной ,кареткн У/ с pe6paiMii жесткости 12 и каиками 13, входящими в продольные горизонтальные пазы 14, устано,влвннЫ:Х 1на секционной раме 6 направляющих пластин 15.
Перемещение ка|ретки //в го.ризонтальной плоскости в направлении рольгангов и платформ осуществляется с ;пОМощью закрепленного на секционной раме 6 пневмоцилиндра 16.
Дл1я перемещения тары с заготовками с платформы 7 на лр.иемный рольганг 9 каретка // имеет два .подвижных ynoipa 17 с роликами 18, расположенных IB вертикальных пазах 19 крайних ребер жесткости 12 каретки //.
Перемещение подвижных упоров 17 в вертикальной плоскости на величину размера паза осуществляется лосредством установленного на секционной раме тормозного электромагнита 20, к якорю которого через кронщтейп 21 крепятся опорные пластины 22 для роликов 18 упоров 17.
Ниж}1Я Я сторона платформ 7 имеет упоры 23, (Которые в процессе движения могут лроходить между натравляющими роликами 24, смонтированными в местах расположения прием но-разг-рузоч-ных секций.
На загрузочных столиках 10 и-меются ограничительные ролики 25.
Конвейер работает следующим образом.
При иоаходе платформы 7 с заготовкалп: к свободному приемному рольгангу 9 по сигналу датчика воздухораспраделитель пнеВМОцилиндра 16 переключается, вызывая перемещение :порщня. В результате связанная с его щтоко М Каретка 7/ на катках 13 перемещается в горизонтальных пазах 14 направляющих пластин 15 в направлении .к ,приемнО|Му рольгангу 9, сталкивая на него тару с заготовками.
Тормозной электромагнит 20 в этот момент отключен, опорные пластины 22 и подвижные упоры 17 занимают нижнее положение, а ролики 18 перемещаются лод отогнутыми полками направляющих шластин 15.
Упор 23 1платфор;мы 7 в этот :момент находится в зацеплении с направляющими ролика.ми 24, воспринимающими все возникающие при 1стал1кивании Taipbi с платформы лагрузки, поперечные к оси конвейера.
Тара с обработанными заготовками иереносится с приемного рольганга 9 на загрузочный столик 10 приемно-загрузочной секции, откуда с помощью тормозного электромагнита 20, включаемого ло сигналу датчика, лерегружается на проходящую мимо свободную платформу 7 для транспортирования .к месту следующей технологической операции.
При этом олоряые пластилы 22, связанные через кронщтейн 21 с якорем тормозного элекиромагнита 20 поднимаются ©верх, вместе
с ними поднимаются вверх на величину размера паза 19 и подвижные упоры 17. Затем срабатывает воздухораспределитель пневмоцилиндра 16, и соединенная с его штоком каретка // совершает ход вперед, перемещаясь на катках 13 в горизонтальных лазах 14 направляющих пластин 15. Занимающие верхнее положение упоры 17 подхватывают установленную на за1грузочном столике 10 тару с заготовками и при своем движении перемещают се на ребра жесткости 12 1каретки 11.
Возвра щение сталкивателя (К загрузочному столику осуществляется при обратном ходе пненмоцилиндра 16. При этом находящаяся
на ребрах жесткости 12 каретки 11 тара с заготовками упирается в ограничительные ролики 25, в результате Чего каретка // проскальзывает под тарой, оста:вляя ее на проходящей платформе 7.
Паличие приемно-загрузочных секций с
рсльгангами и разгрузочным и столиками со сталкивателями в вертикально-замкнутом пластинчатом (Конвейере обеспечивает автоматическое распределение заготовок по рабочим
местам механизированной поточной и ликвидацию ручного труда при выполнении транспортных операций по распределению заготовок л о раоочим местам.
Формула изобретения
Вертикально-за-м кнутый пласти}1чатый -конвейер, включающий бесконечно-замкнутые тяговые цепи, приводную и натяжную звездочки,
направляющие, секционную раму с платформами и приемно-загрузочные секции, каждая из которых содержит приемный рольганг и загрузочный столик, отличающийся тем, что, с целью авто1матизации распределения заготовок по рабочим местам |Механизированной поточной линии, он снабжен подвижными упорами с ролика ми, опорными пластинами, кронштейнами с тормозными электромагиитами, а загрузочный столик оснащен сталкивателем в
виде подвижной .каретки с ребрами жесткости и 1катками, размещенными в продольных горизонтальных иазах, yк peллeнlныx иа -секциолной раме направляющих пластин, .при этом ребра жесткости выполнены с вертикальными паза.ми, 3 которых расположены подвижные упоры с роликами, взаимодействующими посредством опорных пластин и кронщтейна с тор.мозным электромагнитом, закрепленным на секционной раме.
Источьики информации, принятые во внимаиие лри экаиертизе:
1. АзторокоесвидетельствоСССР
Л1 .31471il, ,кл. В 65 G 47/34, 1969.
.2. АвторскоесвидетельствоСССР
№ 161273, .кл. В 65 G 47/46, 1963 (прототип).
. ш idtf- й1 к
ж Ри
:|: i
t4. - ч . ,. г-,,.Н
S 1tnT:f ir-U : ; : iiU
I i
; ал
&
i
fli
.
..
-. p- I
. ;
I
e ill
it i i ,
ilKiiJ И П)
Ч;1; Nd lrft : 4::-:.ri/
bi Шив
rj.
. rГ t- fi , --i- i N .
.
4L: : 1
,№)|
; i --|frlf
r; НГ II и
I ii
T -:
- V-Tl:;: -- ; :, 1ЮК
й
JHJi:i i-f-. ,
i ii :gi:.r
i L r i i frl-
T-|.
. il :
. i 1
.щ-| lijiil |i
EErj-f. i;ti i :i i
,S .,
r| i:.:
Ji|:i |k Dl l|
г J li
I :;:; .H
i / .. ,
и i:: j,
. l
. pi rr i
XR::|:| Й ii 1
ra:.-i-ii /,л: ч
, ,|
лII ii
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Установка для укладки строительных из-дЕлий B КОНТЕйНЕРы | 1979 |
|
SU850398A1 |
| Штабелеукладчик для штучных грузов | 1983 |
|
SU1144956A1 |
| Автомат для резки и укладки в штабель керамических цилиндрических заготовок | 1990 |
|
SU1736709A1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| Установка для резки каменных блоков на плиты | 1986 |
|
SU1409458A1 |
| УСТРОЙСТВО ДЛЯ РАЗГРУЗКИ ГРАВИТАЦИОННЫ?СТЕЛЛАЖЕЙ^^..v-.-^jIJ П г ЬФ1Д ШШпЕГш! | 1970 |
|
SU435995A1 |
| Автоматическая поточная линиядля пРОизВОдСТВА КЕРАМичЕСКиХглАзуРОВАННыХ ТРубОК | 1979 |
|
SU806426A1 |
| Съемно-загрузочное устройство Макарова А.П. | 1982 |
|
SU1115982A1 |
| Устройство для укладки плоских изделий стопками в тару | 1980 |
|
SU906798A1 |
.J.
ill
TCS-- - -.
Qi
t§i
MiJtMJ
