1
Изобретение относится к оборуцсванию сварочного произвоясгва.
Известно устройство для приварки ре,бер, содержащее приводнуютележку с ходовыми и прижимными роликами для взаимодействия со свариваемыми элементами, оси которых смонтированы на тележке с возможностью поворота, и сварочную головку, смонтир1жанную на тележке Cl,
Недостатком этого устройства является невозможность приварки сразу двух ребер.
Известно устройство для автоматической приварки ребер, содержащее приводную тележку, снабженную сварочными ri ловками и установленными на осях вецу щими и ходовыми колесами t2.
Недостатком этого- устройства являет ся невысокая точность слежения п-о шву при сварке одновременно двух ребер.
Целью изобретения является повыпю- ние качества сварки за счет повышения точности сложения путем направления колес непосресютвенно по свариваемым соепинениям обоих одновременно привариваемых ребер.
Поставленная цель достигается тем, что устройство для автоматической приварки ребер, содержащее приходную тележку, снабженную сварочными головками и установленными на осях ведущими и ходовыми колесами, снабжено установлен«Оными на тележке поперечными аолымисоосно расположенными противолежащими обоймами, подпружиненными блоками зубчатых передач, смонтированными в обой- мах, а сварочные головки и оси ведущих
15 колес жестко закреплены на подпружиншиых блоках зубчатых гереоач под углом к оси обойм. Оси сварочных гоповок расположены в плоскостях вращения соответствующих им колес.
М
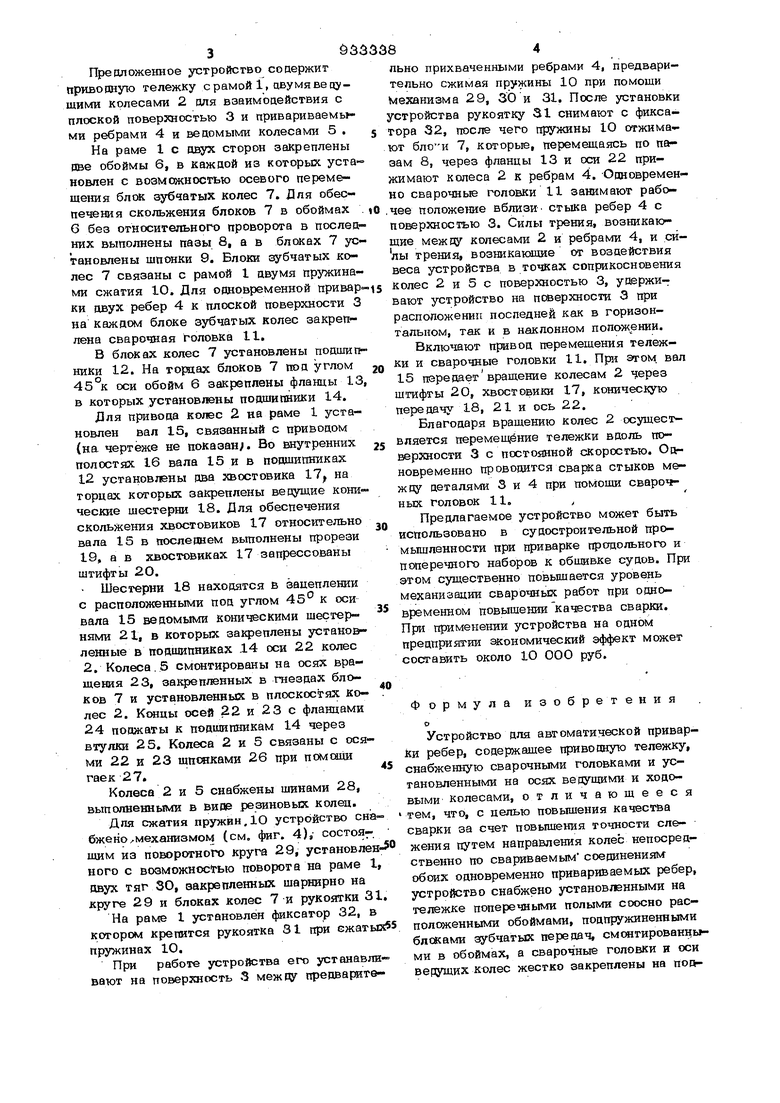
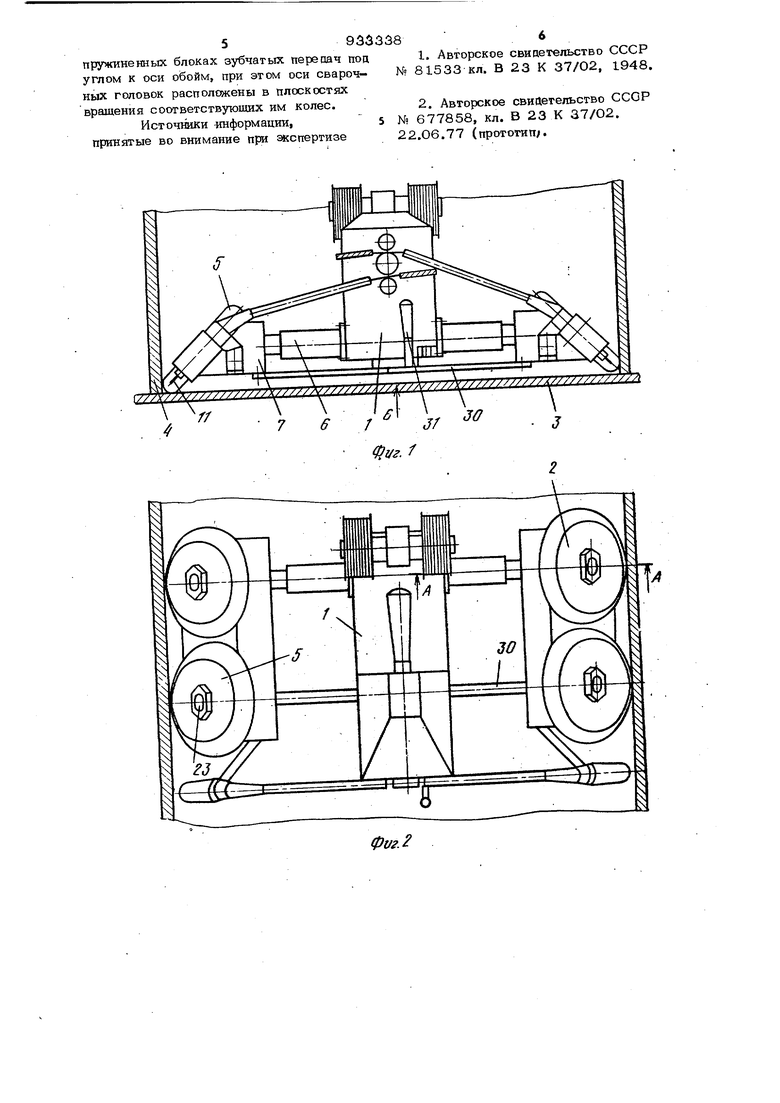
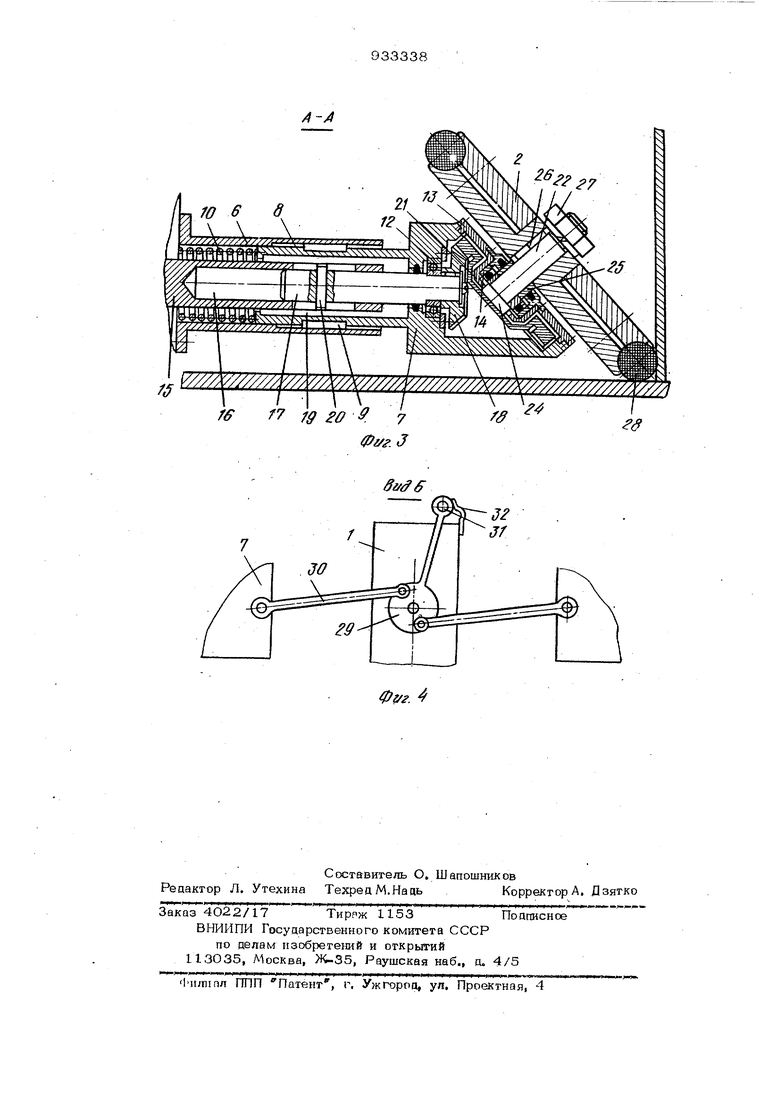
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фнг. S - сечение А-А на фиг. , .2j на фиг. 4 - вид Б на фиг. 1. 3633 Предложенное устройство содержит привоцную тележку с рамой, цвумя ведущими колесами 2 оля взаимодействия с плоской поверхностью 3 и привариваемыми ребрами 4 и ведомыми колесами 5 . На раме I с двух сторон закреплены ове обоймы 6, в каждой из которых уста новлен с возмсйкностью осевого перемещения блок зубчатых колес 7. Для обеспехюния скольжения блоков 7 в обоймах 6 без относительного проворота в последшх выполнены пазы. 8, а в блоках 7 установлены шпонки 9. Блоки зубчатых колес 7 связаны с рамой I двумя пружинами сжатия 10. Для одновременной приварки двух ребер 4 к плоской поверхности 3 на каждсм блоке зубчатых колес закреплена сварочная головка 11. В блоках колес 7 установлены подшипники 12. На тораах блоков 7 под углом 45°к оси обойм 6 закреплены фланцы 13, в которых установлены подшипники 14. Для привода колес 2 на раме 1 установлен вал 15, связанный с приводом {на чертеже не показан/. Во внутренних полостях 16 вала 15 и в подшипниках 12 установлены два хвостовика 17 на торцах которых закреплены ведущие кони ческие шестерни 18. Для обеспечения скольжения хвостовиков 17 относительно вала 15 в последнем выполнены прорези 19, а в хвостовиках 17 запрессованы штифты 20. Шестерни 18 находятся в зацеплении с расположенными под углом 45 к оси вала 15 ведомыми коническими шестернями 21, в которых закреплены устаноаленные в подшипниках 14 оси 22 колес 2. Кол«;а.5 смонтированы на осях вращения 23, закрепленных в гнездах блоков 7 и установленных в плоскостях колес 2. Ксйцы осей 22 и 23 с фланцами 24 поджаты к подшипникам 14 через втулки 25. Копеса 2 и 5 связаны с осями 22 и 23 шпонками 26 при помшщ гаек 27. Колеса 2 и 5 снабжены шинами 28, выполненными в виде резиновых коледг. Для сжатия пружин.io устройство сн:абже но механизмом (см. фиг. 4),- состоя-. шнм из поворотного круга 29, установлен ного с возможностью поворота на раме 1, двух тяг 30, закрепленных шарнирно на круге 29 и блоках колес 7 и рукоятки 31 На раме I установлен фиксатор 32, в котором крепится рукоятка 31 при сжатых пружинах Ю. При работе устройства его устанавлн вают на поверхность 3 между предва{жте8пьно прихваченными ребрами 4, предварительно сжимая пружины 10 при помощи Механизма 29, 30 и 31. После установки устройства рукоятку 31 снимают с фиксатора 32, после чего пружины 1О отжимают 7, которые, перемещаясь по п&зам 8, через фланцы 13 и оси 22 прижимают колеса 2 к ребрам 4. Одновременно сварочные головки 11 занимают рабонее положение вблизи, стыка ребер 4 с поверхностью 3. Силы трения, возникающие межцу колесами 2 и ребрами 4, и сйлы трения, возникаюаиие от воздействия веса устройства в точках соприкосновения колес 2 и 5 с поверхностью 3, уоержи-г вают устройство на поверхности 3 при расположении последней как в горизонтельном, так и в наклонном положении. Включают привод перемещения тележ сварочные головки 11. При этом, вал 15 передаетвращение колесам 2 через штифты 2О, хвостовики 17, коническую передачу 18, 21 и ось 22. Благодаря вращению колес 2 осущест ля тся перемещение тележки вдоль поверхности 3 с постоянной скоростью. Одновременно проводится сварка стыков между деталями 3 и 4 при помощи сварочных головок 11., Предлагаемое устройство может быть использовано в судостроительной промышленности при приварке продольного и поперечного наборов к обшивке судов. При этом существенно повьплается уровень механизации сварочных работ при одновременном повыщении качества сварки. При применении устройства на одном предприятии экономический эффект может составить около 1О 000 руб. Формула изобретения Устройство для автоматической приварки ребер, содержащее приводную тележку, снабженную сварочными головками и установленными на осях ведущими и ходовыми колесами, отличающееся тем, что, с целью повышения качества сварки за счет повьпиения точности слежения путем направления колес непосредственно по свариваемым соединени51М обоих одновременно привариваемых ребер, устройство снабжено установданными на тележке поперечными полыми соосно расположенными обоймами, подпружиненными бжжами зубчатых передач, смонтированн ми в обоймах, а сварочные головки и оси ведущих колес жестко закреплены на подпружиненньпс блоках зубчатых передач поц углом к оси обойм, при этом оси сварочных головок расположены в плоскостях вращения соответствующих им колес.
Источники -информации, принятые во внимание при экспертизе
1. Авторское свидетепьство СССР 81533 кл. В 23 К 37/02, 1948.
N
2. Авторское свидетельство ССОР № 677858, кл. В 23 К 37/О2. 22.Об.77 (прототип/.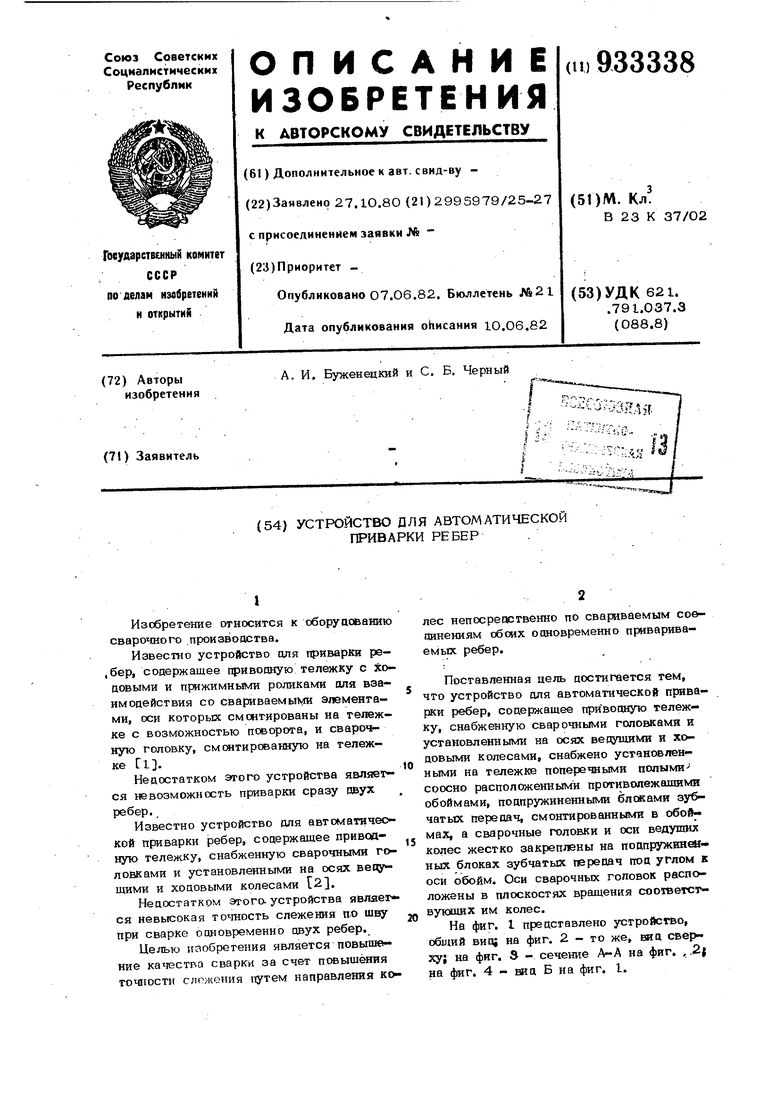
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической электродуговой сварки таврового соединения с неограниченной высотой его стенки | 1977 |
|
SU677858A1 |
| Устройство для автоматической сварки | 1976 |
|
SU732107A1 |
| УСТРОЙСТВО для АВТОМАТИЧЧЕСКОЙ СВАРКИ | 1971 |
|
SU292746A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| Устройство для сварки угловых соединений | 1979 |
|
SU782976A1 |
fff f7 jg o . 7 фуг. J
.
