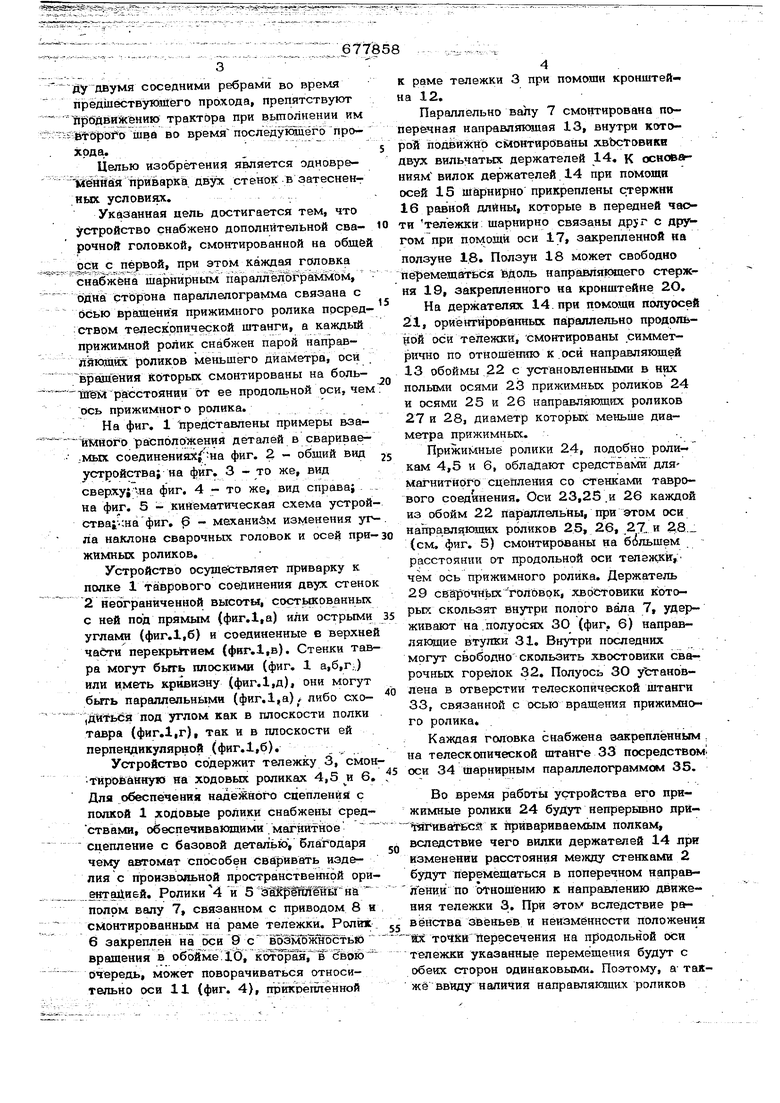
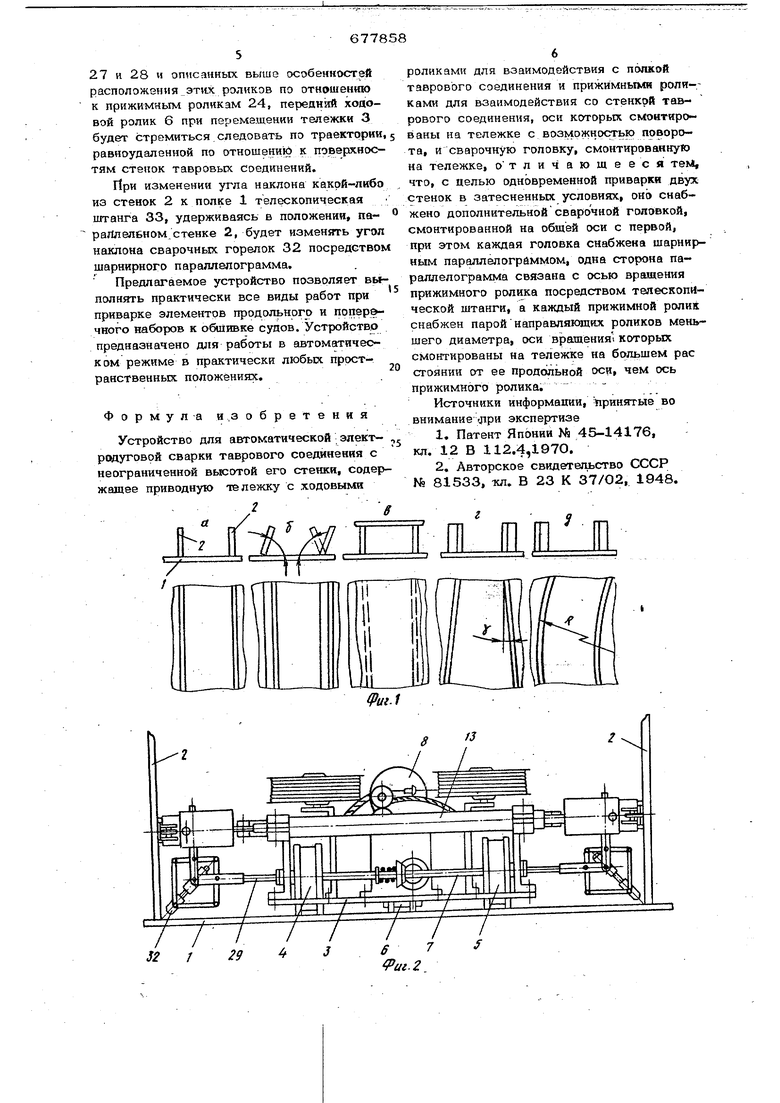
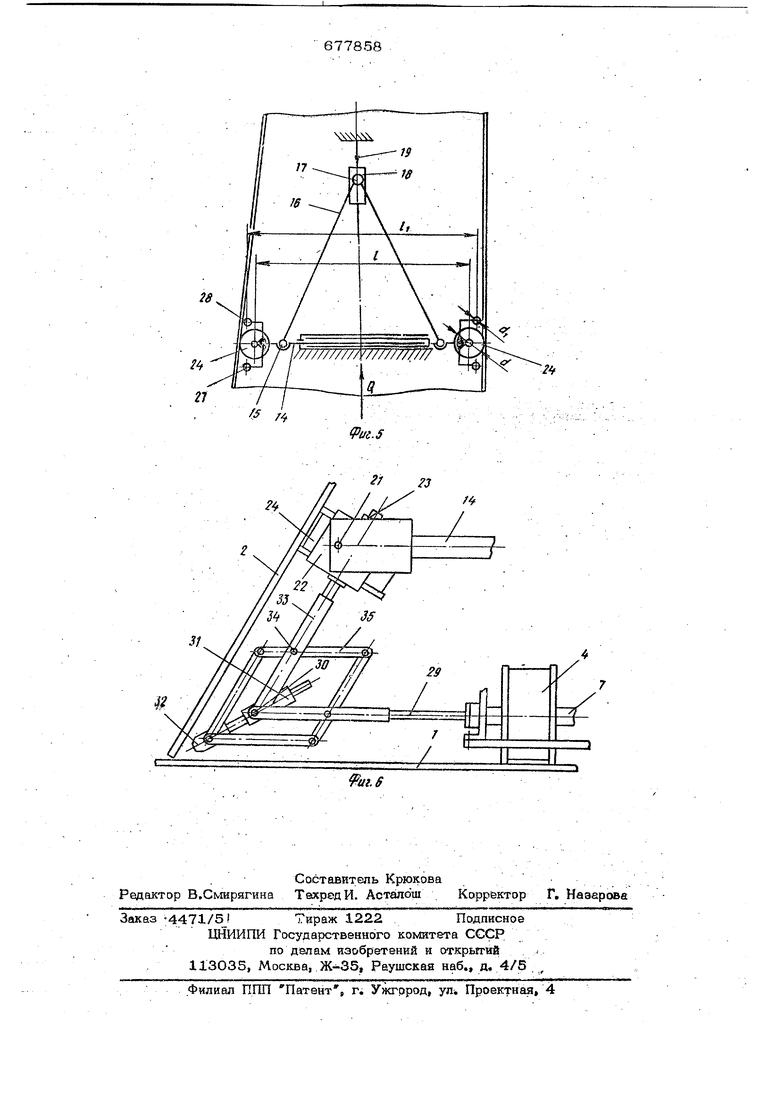
ду двумя соседними ребрами во время предшествующего прохода, препятствуют прбдби кению трактора при вьшолнении им йётброг о шва во время последуйшего прохода. Целью изобретения является одновре Йгейййя приварка двух стенок в затесненных, условиях. Указанная цель достигается тем, что устройство снабжено дополнительной сварочной головкой, смонтированной на общей оси с первой, при этом каждая головка снабжена шарнирным параллёл оРрайЙок1, одна сторйна параллелограмма связана с осью вратения прижимного ролика посред:ством телескопической штанги, а каждый прижимной ролик снабжен парой направпйюйта роликов меньшего диаметра, оси вращения которых смонтированы на боль ТШШй расстоянии от ее продольной оси, чем ОСЬ прижимного ролика. . , ;. На фиг. 1 представлены примеры вза й лнбго расположения деталей в сваривае;Мьгх соединениях на фиг. 2. - общий вид устройства; на фиг. 3 - то же, вид сверху; .на фиг, 4 - то же, вид справа; на фиг. 5 - кинематическая с.хема устрой ства;-;н а фиг. - механизм изменения уг ла наклона сварочных головок и осей при- жимньЕС роликов. Устройство осушеСтвляет приварку к полке 1 таврового соединения двух стено 2 неограниченной высоты, состьа8:ованных с ней под прямым (фиг.1,а) или острьп и углами (фиг. 1,6) и соединенные в верхне части перекрЕ ием {фиг.1,в). Стенки тав ра могут быть плоскими (фиг. 1 а,б,Г;) или иметь кривизну (фиг.1,д), они могут быть параллельнь1ми (фиг.1,а) либо схо,ДйтьС Я под углом как в плоскости полки тавра (фиг.1,г), так и в плоскости ей перпендикулярной (фиг.1,6). Устройство содержит тележку 3, смон тйробанную на ходовых роликах 4,5 и 6, Для обеспечения надёжного сцепления с полкой 1 рсодовые ролики снабжены средствами, обеспечивающими магнитное сцепление с базовой деталью, благодаря чему автомат способен сваривать изделия с произвольной пространственной ориентацией. Ролики 4 и 5 ггйргШйены на полом валу 7, связанном с приводом 8 н смонтированным на раме тележки. Ролйж 6 закреплен на оси 9 с возможностью вращения в обойме. 15, к6торая,в cffeoro очередь, может поворачиваться относительно оси 11 (фиг. 4), прйкреготенной к раме тележки 3 при помоши кронштейа 12. Параллельно валу 7 смонтирована поеречная направляющая 13, внутри котоой подМижно Сйонтирс5ваны хвЪстовики двух вильчатых держателей 14. к основаниям вилок держателей 14 при помощи осей 15 шарнирно прикреплены стержни 16 равной длины, которые в передней чаои тележки шарнирно связаны с дру гом при помощи оси 17 закрепленной на ползуне 18. Ползун 18 может свободно йеремещаТбСя Тйдоль направпякнцего стержня 19, закрепленного на кронштейне 2О. На держателях 14. при помощи полуосей 21, ориекгироранных параллельно продольiiofi оси тележки, смонтированы симметрично по отношёшпо к .оси направляющей 13 обоймы 22 с установленными в них полыми осями 23 прижимных роликов 24 и осями 25 и 26 направляющих роликов 27 и 28, диаметр которых меньше диаметра прижимнык... Прижимные ролики 24, подобно роли- кам 4,5 и б, обладают средствами длямагнитнбГО сцепления со стенками таврового соединения. Оси 23,25 .и 26 каждой из обойм 22 па:раллепьны, при этом оси направляющих роликов 25, 26, .27. и 28. (см. фиг. 5) смонтированы на б(льшем рассто янии от продольной оси тележки,: чем ось прижимного ролика. Держатель 29 свжрочньгх головок, хвостовики которых скользят внутри полого вала 7, удерживают на полуосях 30 (фиг. 6) направляющие втулки 31. Внутри последних могут свободно скользить хвостовики сварочных горелок 32. Полуось 30 уЪтановлена в отверстии телескопической штанги 33, связанной с осью вращения прижимного ролика. Каждая головка снабжена закреплённым . на телескопической штанге 33 посредством. оси 34 шарнирным параллелограммом 35. Во время работы устройства его прижимные ролики 24 будут непрерывно при- й1Гиватьса к привариваемым полкам, вследствие чего вилки держателей 14 при изменении расстояния между стенками 2 будут перемещаться в поперечном направпении по otHDшeнию к направлению движения тележки 3. При этом вследствие равенства звеньев и неизменности положения ТОЧКИПересечения на продольной оси тележки указанные перемещения будут с обеих сторон одинаковыми. Поэтому, а также ввиду наличия направляющих роликов 27 и 28 и описанных выше особенностей расположения этях роликов по отношению к прижимным роликам 24, передний ходовой ролик 6 при перемещении тележки 3 будет стремиться следовать по траектории равноудаленной по отношени1б к поверхностям стенок тавровых соединений. При изменении угла наклона какой-либо на стенок 2 к полке 1 телезскопическая штанга 33, удерживаясь в положении, па раЛлелбном.стенке 2, будет изменять угол наклона сварочных горелок 32 посредством шарнирного параллелограмма. Предлагаемое устройство позволяет выполнять практически все виды работ при приварке элементов продольного и попер&чного наборов к обшивке судов/Устройство предназначено для работы в автоматическом режиме в практически любых пространственных положениях. Формула и,3 обре тения Устройство для автоматической эпектродуговой сварки таврового соединения с неограниченной вьюотой его стенки, содержащее приводную тележку с ходовыми роликами для взаимодействия с полкой таврового соединения и прижимными роликами для взаимодействия со стенкой таврового соединения, оси которых смонтиро ваны на тележке с возможностью поворота, и сварочную головку, смонтированную на тележке, отличающееся тем, что, с целью одновременной приварки двух стенок в затесненных условиях, оно снабжено дополнительнойсварочной головкой, смонтированной на общей оси с первой, при этом каждая головка снабжена шарнирным параллелограммом, одна сторона параллелограмма связана с осью вращения прижимного ролика посредством телескопической штанги, а каждый прижимной ролик снабжен парой направляющих роликов меньшего диаметра, оси вращения которых смонтированы на тележке на большем рас стоянии от ее продольной оси, чем ось прижимного ролика. Источники информации, принятые во внимание отри экспертизе 1,Патент Японии Ма 45-14176, кл, 12 В 112.4,1970. 2,Авторское свидетельство СССР bfe 81533, тш. В 23 К 37/02, 1948.
JD т 52 1 29 4 J I I 67 иг.г I /
677858
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Автомат для сварки под слоем флюса | 1984 |
|
SU1146168A1 |
| Установка для сварки под флюсом | 1983 |
|
SU1159739A1 |
| Устройство Петрова для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1291344A1 |
| Устройство для автоматической приварки ребер жесткости к плоскому полотнищу | 1977 |
|
SU747649A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Устройство для автоматической электродуговой сварки тавровых соединений | 1985 |
|
SU1250433A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
18 19 J7 № г X-Z:./-./ f I (Риг.з 2 22 23 2e uiA
2
3f
