(5) ОПТИМИЗАТОР РЕЖИМОВ РЕЗАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления станком | 1978 |
|
SU708309A1 |
| Устройство для управления станком с выдвижным шпинделем | 1982 |
|
SU1108393A1 |
| Система адаптивного управления процессом резания | 1981 |
|
SU1009717A1 |
| Устройство для автоматического контроля и управления процессом резания на станках с ЧПУ | 1984 |
|
SU1231485A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТЫ ИНСТРУМЕНТА ПРИ ОБРАБОТКЕ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1991 |
|
RU2009765C1 |
| Способ измерения износа режущего инструмента при обработке цилиндрических деталей | 1990 |
|
SU1725100A1 |
| Устройство управления точностью на металлорежущем станке | 1980 |
|
SU918022A1 |
| КОНТРОЛЛЕР ДЛЯ СТАНКОВ С ЧПУ | 1993 |
|
RU2108900C1 |
| Устройство для резки полупроводниковых материалов | 1989 |
|
SU1657386A1 |
| Способ контроля диаметральных размеров деталей | 1990 |
|
SU1814974A1 |
I
Изобретение относится к машиностроению и предназначено для установления оптимальных режимов режания при механической обработке металлов.
Известны оптимизаторы режимов резания, состоящие из схемы управления приводом станка испо/ ительного механиама, индикатора текущей скорости резания П.
Недостатком таких оптимизаторов режимов резания является низкая точносгь уста ювления оптимальных режимов обработки.
Цель изобретения - повышение точности установления оптимального режима обработки.
Поставленная цель достигается тем, что в устройство введены датчик вибраций инструмента, измеритель оптимальности режимов, преобразователь4 индикатор оптимальной скорости, датчик скорости, запоминающее устройство, примем датчик вибраций инструмента соединен через изме ритель с управляющим входом запоминающего устройства и с одним входом схемы управления приводом станка, информационный вход запоминающего устройства соединен с выходом преобразователя скорости резания и индикатором текущей скорости резания; выход запоминающего устройства с индикатором оптимальной скорости резания; выход датчика скорости резания соединен со входом
to преобразователя.
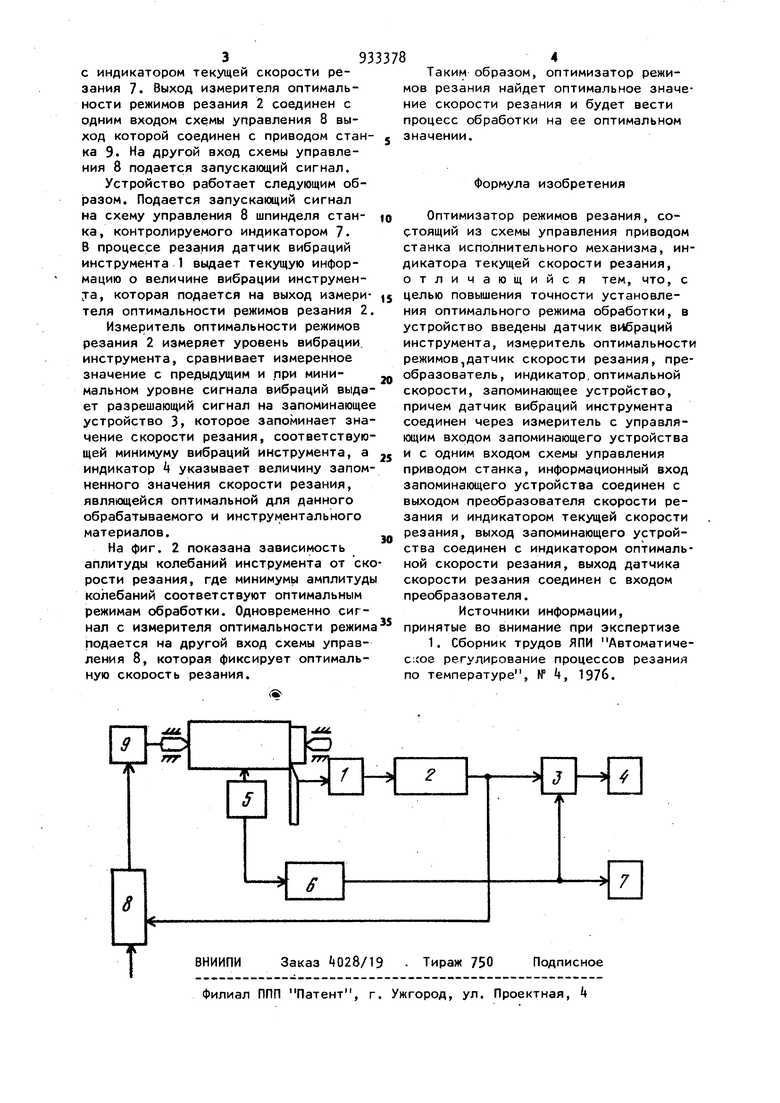
На чертеже приведена блок-схема предлагаемого устройства.
Датчик вибрац 1й инструмента 1 соединей -со входом измерителя оптимальISности режимов реаания 2, выход которого соединен с управляющим входом запоминающего устройства 3, выход которого соединен с индикатором оптимальной скорости резания , Выход
ж датчика скорости резания 5 соединен XX) входом преобразователя 6, выход которого соединен с информационным входом запоминающего устройства 3 и с индикатором текущей скорости резания 7. Выход измерителя оптимальности режимов резания 2 соединен с одним входом схемы управления 8 выход которой соединен с приводом стан ка 9. На другой вход схемы управления 8 подается запускающий сигнал. Устройство работает следующим образом. Подается запускающий сигнал на схему управления 8 шпинделя станка, контролируемого индикатором 7. В процессе резания датчик вибраций инструмента 1 выдает текущую информацию о величине вибрации инструмента, которая подается на выход измери теля оптимальности режимов резания 2 Измеритель оптимальности режимов резания 2 измеряет уровень вибрации, инструмента, сравнивает измеренное значение с предыдущим и при минимальном уровне сигнала вибраций выда ет разрешающий сигнал на запоминающе устройство 3 которое запоминает зна чение скорости резания, соответствую щей минимуму вибраций инструмента, а индикатор k указывает величину запом ненного значения скорости резания, являющейся оптимальной для данного обрабатываемого и инструментального материалов. На фиг. 2 показана зависимость аплитуды колебаний инструмента от ск рости резания, где минимумы амплитуд колебаний соответствуют оптимальным режимам обработки. Одновременно сигнал с измерителя оптимальности режим подается на другой вход схемы управления 8, которая фиксирует оптимальную СКОРОСТЬ резания. Таким образом, оптимизатор режимов резания найдет оптимальное значение скорости резания и будет вести процесс обработки на ее оптимальном значении. Формула изобретения Оптимизатор режимов резания, состоящий из схемы управления приводом станка исполнительного механизма, индикатора текущей скорости резания, отличающийся тем, что, с целью повышения точности установления оптимального режима обработки, в устройство введены датчик вибраций инструмента, измеритель оптимальности режимов,датчик скорости резания, преобразователь, индикатор,оптимальной скорости, запоминающее устройство, причем датчик вибраций инструмента соединен через измеритель с управляющим входом запоминающего устройства и с одним входом схемы управления приводом станка, информационный вход запоминающего устройства соединен с выходом преобразователя скорости резания и индикатором текущей скорости резания, выход запоминающего устройства соединен с индикатором оптимальной скорости резания, выход датчика скорости резания соединен с входом преобразователя. Источники информации, принятые во внимание при экспертизе 1. Сборник трудов ЯПИ Автоматическое регулирование процессов резания по температуре, № Ц, 1976.
