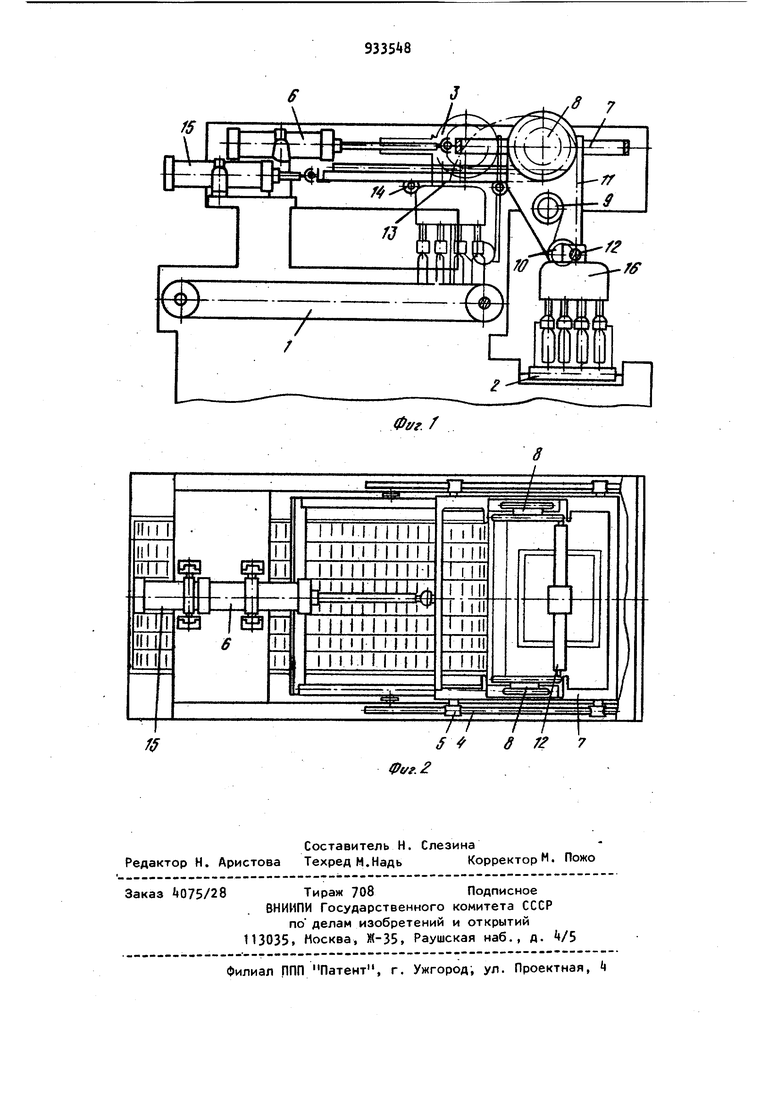
Изобретение относится к области упаковывания изделий, например бутылок,, в тару. Известно устройство для укладки и извлечения изделий из тары, содержащее подающий изделия конвейер, рас положенный на выходе из него конвейе для подачи тары и захватные го.повки для изделий с механизмом их перемеще ния, включающим пневмопривод СП. Однако известное устройство ненадежно в работе, поскольку не может обеспечить предотвращение опускания головки в момент, когда подана не сцентрированная тара. Целью изобретения является повышение надежности работы. .Поставленная цель достигается тем что в устройстве для укладки и извле .мения изделий из тары, содержащем по дающий изделия конвейер, расположенный на выходе из него конвейер для подачи тары и захватные головки для изделий с механизмом их перемещения, включающим пневмопривод, механизм перемещения захватных головок состоит из двух блоков звездочек разных диаметров, укрепленных на пневмоприерде реек для взаимодействия со звездочками меньшего / иаметра, штангу для соединения звездочек большого диаметра между собой, отклоняющих и натяжных роликов и цепей для взаимодействия последних со звездочками большего диаметра, при этом захватные головки шарнирно укреплены на штанге. На фиг. 1 изображено устройство для укладки и извлечения изделий из тары; на фиг. 2 - то «е, вид сверху. Устройство состоит из конвейера 1 для подачи изделий и конвейера 2 для тары, предназначенных для подвода под захватную головку и отвода соответственно изделий и тары и установленных перпендикулярно к друг другу в нижней части корпуса 3В верхней части корпуса 3 над конвейеоами 2 и 1 установлена с возможностьс перемещения по направляющим 4 не роликах 5 под действием пневмоцилиндра 6 каретка механизма перемещения захватных головок.
Каретка состоит из рамы 1, на боковинах которой установлены блоки звездочек 8. Причем звездочки больше го диаметра с отклоняющими 9 и натяжными 10 роликами замыкаются непрерывными втулочно-роликовыми цепями
11,связанными между собой штангой
12,а звездочки меньшего диаметра взаимодействуют с горизонтальными рейками 13 установленными на прикрепленных к боковинам корпуса роликах 14 и имеющими общий пневмопривод 15. На штанге 12 шарнирно подвешивается захватная головка 16. Работа устройства осуществляется следующим образом. Движение захватной головки 16 начи нается с движения рейки 13 в сторону ящичного транспортера 2. Рейка 13, перемещаясь от усилия пневмопривода 15, вращает блок звездочек 8 против часовой стрелки и цепи 11 поднимают захватную головку 16. На определенной высоте захватной головки 16 пневмоцилиндр начинает перемещать каретку механизма перемещения захватных головок 16 к конвейеру. 1 для изделий. При этом захватная головка 16, продолжая подниматься, одновременно перемещается к конвейеру 1, осуществляя движение по криволинейной траектории до положения, указанного на фиг. услов но. Обратное движение захватной головки 16 начинается с перемещения каретки к конвейеру 2 для тары. Блок звездочек 8, перекатываясь по рейкам 13, вращается, обеспечивая тем самым движение захватной головки 16 по циклоиде. Причем диаметры звезч дочек блока 8 и положение отклоняющего ролика 9 подобраны таким образом, чтобы в начале циклоиды был прямой вертикальный участок, достаточный для подъема захватных головок над .изделиями, оставленными на конвейере Когда штанга 12 перейдет через верхнюю точку звездочки блока 8, захватная головка 16, опускаясь под собственным весом, начинает вращать блок звездочек 8 по часовой стрелке, перемещая рейку 13 и шток пневмоцилиндра 15 в сторону конвейера J.
В работе устройства пневмопривода 6 и 15 могут срабатывать как последовательно друг за другом, так и совмещая частично свою работу по времени, тем самым обеспечивая возможность менять в процессе работы автоматически, исходя из обстоятельства, скорость перемещения захватной головки, а следовательно, и производительность устройства без изменения режима привоТаким образом, устройство позволя-, ет получать высокую производительность не только за счет рациональной траектории движения захватной головки, но и за счет совмещения по времени работы пневмоцилиндров перемещения каретки и рейки. Формула изобретения Устройство для укладки и извлечения изделий из тары, содержащее подающий изделия конвейер, расположенный на выходе из него конвейер для подачи тары и чи тары и захватные головки для изделий с механизмом их перемещения, включающим пневмопривод, отличающееся тем, что, с целью повышения надежности работы, механизм перемещения захватных головок состоит из двух блоков звездочек разных диаметров, укрепленных на пневмоприводе реек для взаимодействия со звездочками меньшего диаметра, штангу для соединения звездочек большего диаметра между собой,.отклоняющих и натяжных роликов и цепей для взаимодействия последних со звездочками большего диаметра, при этом захватные головки шарнирно укреплены на штанге. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N- , кл. В 65 В 21/08, 1973. д 7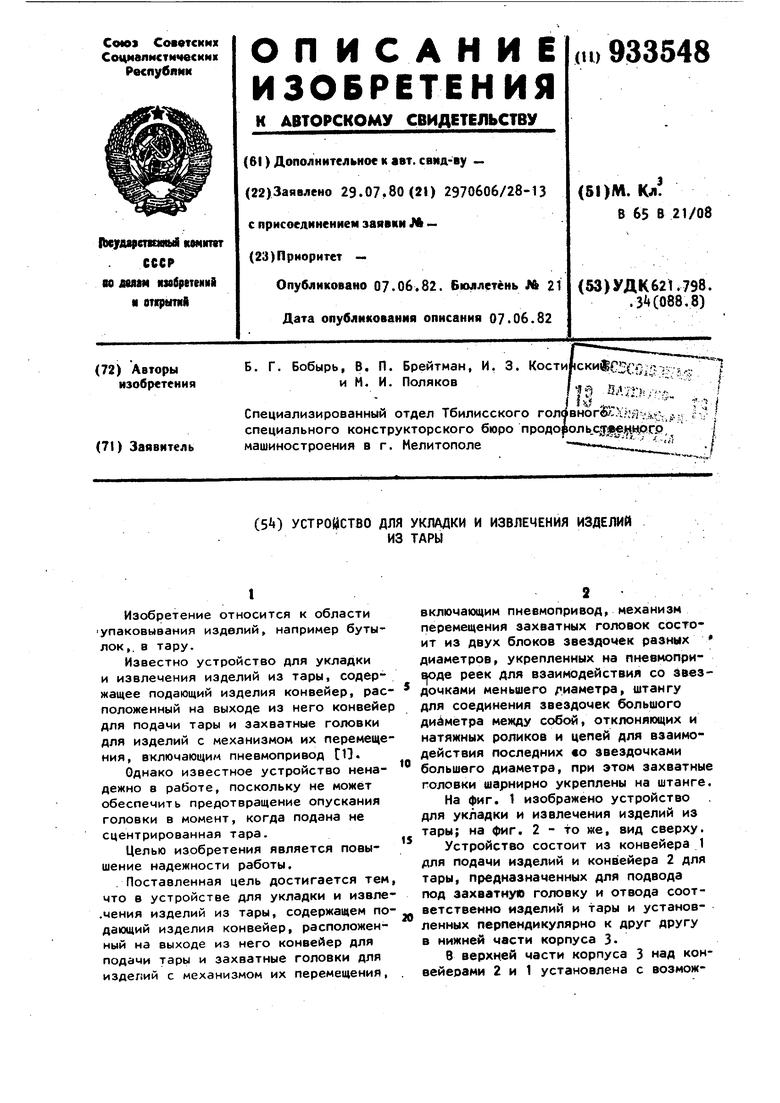
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки и упаковки листового стекла в тару | 1980 |
|
SU933549A1 |
| Установка для резки и укладки кирпича-сырца на консольные сушильные вагонетки | 1981 |
|
SU1022814A1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| Устройство для загрузки подвесного конвейера | 1983 |
|
SU1152894A1 |
| Устройство для укладки бутылок в контейнеры | 1983 |
|
SU1088998A1 |
| МАШИНА ДЛЯ ИЗВЛЕЧЕНИЯ И УКЛАДКИ БУТЫЛОК В ТАРУ | 1991 |
|
RU2010754C1 |
| Устройство для подачи плоских изделий в сушильной камере | 1989 |
|
SU1615112A1 |
| Устройство для укладки бутылок в контейнеры | 1989 |
|
SU1611788A1 |
| Автоматическая линия для нанесе-Ния пОКРыТия HA ВНуТРЕННюю пОВЕРХ-НОСТь пОлыХ издЕлий | 1978 |
|
SU801896A1 |
| Устройство для поворота грузовых подвесок конвейера | 1983 |
|
SU1155535A1 |