Изобретением является оправка с регулируемым вылетом резца для точной расточки отверстий.
Известны расточные оправки с регулируемым вылетом резца и креплением резца под углом к оси оправки в отверстии посредством торцевого болта. Однако эти оправки не обеспечивают изменения вылета резца без его перестановки в отверстии оправки.
В оиисываемой расточной оправке указанный недостаток устраняется путем деформации резца в поперечном направлении под действием торцевого крепежного болта.
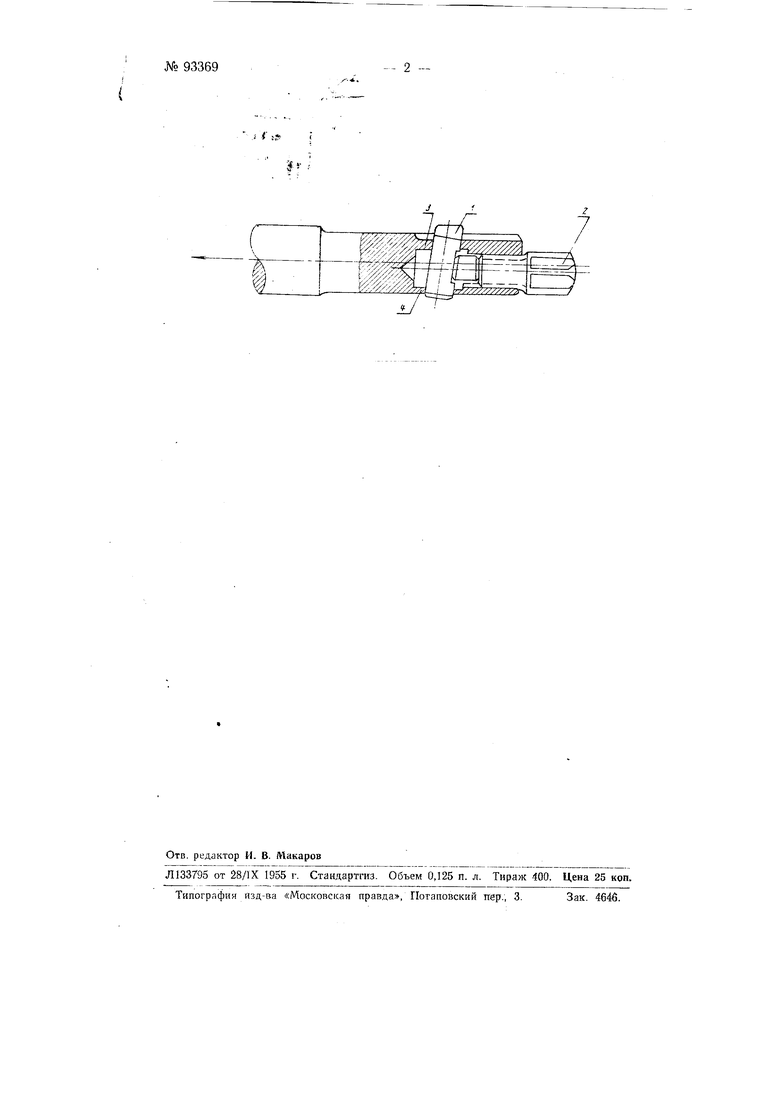
На чертеже схематически изображена описываемая расточная оправка с регулируемым вылетом резца.
В расточной оправке резец 1 выполнен деформируемыл в поперечном направлении под действием торцевого крепежного болта 2, что обеспечивает изменение вылета резца без его перестановки в отверстии оправки.
Резец 1 помещается в оправке между двумя опорами 5 и - в отверстии, которое, с целью обеспечения деформации резца под давлением крепежного болта 2, снабжено по концам двумя узкими посадочными поя;сками и расширенной средней частью.
При затяжке креасжного болта 2 происходит деформация резца /, причем вследств15е нак.чона оси резца к оси оправки, изменяется расстояние режуп1,е11 кромки резца до оси оправки. Это дает возможность регулировать диаметр растачиваемого отверстия в пределах затупления резца } до полной потери им
lH ;KVn;i:X ОЗОЙСТВ.
П р е д м о т :.1 :-; о С; р с т е н i; я
1.Расточная оправка с регулируемым вылетом резца с креплениел резца под углом к оси оправки в отверстии оправки посредством торцевого болта, отличающаяся тем, что, с целью обеспечения изменения вылета резца без егр перестановки в отверстии оправки, резец выполнен деформируемым в поперечном направлении под действием торцевого крепежного болта.
2.Ферма ;5ыгюл ;ения раст. оправки по п. 1, отличающаяся тем. что. с целью обеспечения деформации резца под действием торцевого крепежного болта, отверстие в оправке под резец снабжено по концам двумя узкими посадочными поясками и расширенной средней частью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия агрегатных станков для механической обработки поршней и тому подобных деталей | 1950 |
|
SU94814A1 |
| Автоматическое устройство для изменения направления транспортирования цилиндрических изделий, в частности поршней | 1950 |
|
SU95125A1 |
| Устройство для автоматической правки шлифовальных кругов | 1950 |
|
SU93552A1 |
| Автоматический перегружатель цилиндрических изделий | 1950 |
|
SU93939A1 |
| Автоматическое устройство для контроля заданного расположения цилиндрических изделий, в частности поршней, при их транспортировании | 1950 |
|
SU93465A1 |
| Устройство для автоматического регулирования подачи изделий между агрегатами автоматической линии | 1950 |
|
SU94627A1 |
| Устройство для транспортирования изделий с поворотом их в пространстве | 1950 |
|
SU93807A1 |
| Автомат для контроля ширины канавок под поршневые кольца и высоты поршня двигателя внутреннего сгорания | 1950 |
|
SU95869A1 |
| Автоматический завод по изготовлению поршней и подобных им изделий | 1950 |
|
SU94577A1 |
| Многошпиндельный автоматический агрегатный сверлильный станок | 1950 |
|
SU93565A1 |