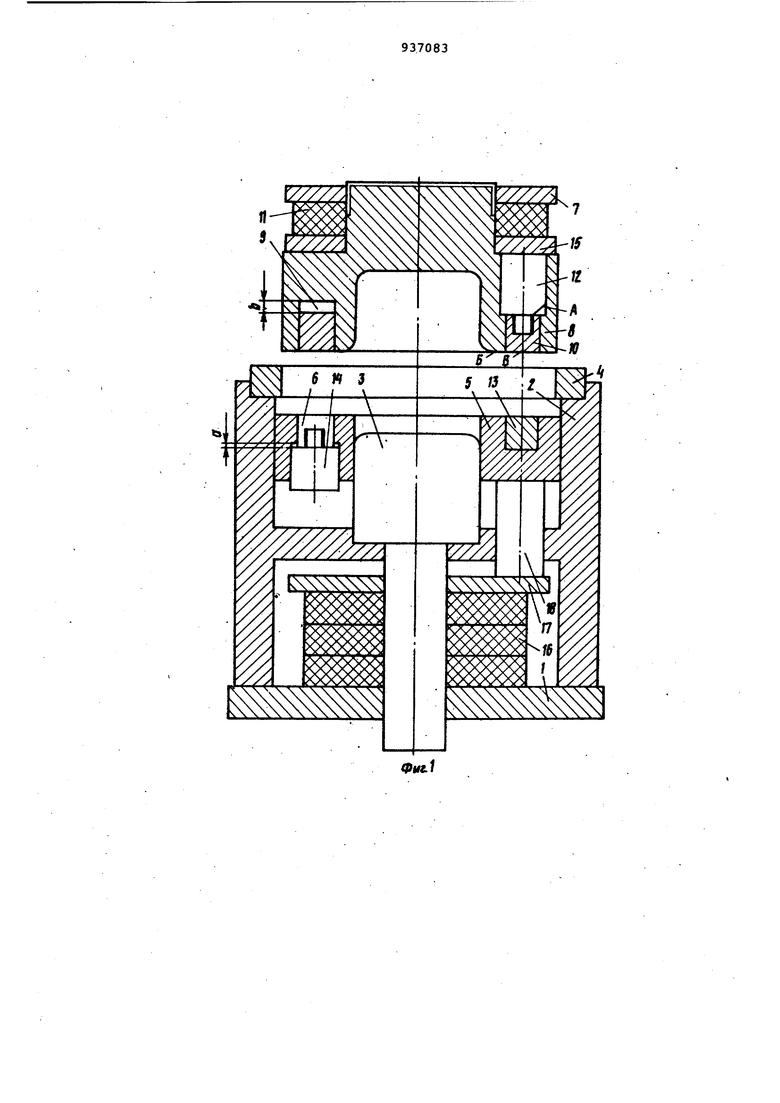
ложение); на фиг.2- то же, и конечный момент штамповки.
Штамп содержит неподвижную плиту, состоящую из основания 1 и опорного кольца 2, установленные на ней вытяжной пуансон 3, вырубную матрицу 4 и прижим 5 с кольцевой полостью б, подвижную плиту 7, на которой закреплена пуансон-матрица 8 с кольцевой полостью 9, в которой размещено выталкивающее кольцо 10, жестко связанное с подпружиненными посредством упругого элемента 11 толкателями 12, и установленное и кольцевой полосой б прижима 5 вырубное кольцо 13, жестко сьязанное с упорами 14.
Высота вырубного кольца 13 равна глубине кольцевой полости б прижима 5, высота выталкивающего кольца 1О меньше глубины кольцевой полости 9 пуансон-матрицы 8, не менее, чем на толщину штампу емЬй заготовки, внутренние диамет ял вырубного кольца 13 и кольцевой полости 9 пуансон-катрицы 8 соответствуют диаметру фланца готового изделия, а расстояние между нижним торцом упоров 14 вырубного кольца 13 и опорным кольцом 2 неподвижной плиты больше расстояния между рабочими торцами прижима 5 и вытяжного пуансона 3 на высоту готового изделия. Между толкателями 12 и упругим элементом 11 установлено промежуточное кольцо 15. На основа НИИ 1 установлены упругие элементы 16 и подкладное кольцо 17, связанное с прижимом 5 посредством валиков 18.
Штамп работает следуюпдам образом.
Пуансон-матрица 8 перемещается вниз и, работая как вырубной пуансон а вырубной матрице 4 внрубс ет за готовку (не показана). дальнейшем движении вниз пуансон-матрица 8 работает как матрица формов1 и (вытяжки) при вытяжном пуансоне 3.
Когда изделие (не показано) отформовано на нужную высоту, упоры 14 попадают на фланец опорного кольйа 2 и вместе с вьлрубным кольцом. 13 и выталкиваЛщим кольцом 10 останавливаются. Прижим 5 и пуансон-матрица 8 продолжают движение вниз, происходит обрезка края фланца из делия.
Эффект от использования предлагаемого штампа за счет авыполнения операций вырубки., формовки и обрубки за один ход ползуна из листовой заготовки заключается в повышении качества изДелия, за счет ликвидации гофр и повышении щзоизводительности труда не менее, чем в 2 раза.
Формула изобрете ния
Штамп для вырубки, формовки и обрезки из штучных заготовок, содержащий подвижную плиту, на которой закреплена пуансон-матрица,и неподвижную плиту с установленными на ней вытяжным пуансоном прижимом и вырубной матрицей, отличающийс я тем, что, с целью обеспечения получения изделий с фланцем, в Пуансон-матрице и прижиме выполнены кольцевые полости, а штамп снабжен размещенным в кольцевой полости пуансон-матрищл выталкивающим кольцом, жестко связанным с ним по)дпружиненны толкателем и установленными в кольцевой полости прижима вырубным кольцом и упорами, причем высота выталкивающего кольца меньше глубины кольцевой полости пуансона-матрицы не менее, чем на толщину штампуемой заготовки, внутренние диаметры вырубного кольца и кольцевой полости пуансон-матрицы соответствуют диаметру фланца готового изделия, а расстояние Между нижним торцом упоров вырубного кольца и неподвижной плитой больше расстояния межцу рабочими торцами прижима и вытяжного пуансона на высоту готового изделия.
Ж
fl

| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| Штамп для изготовления конических деталей | 1980 |
|
SU927387A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |