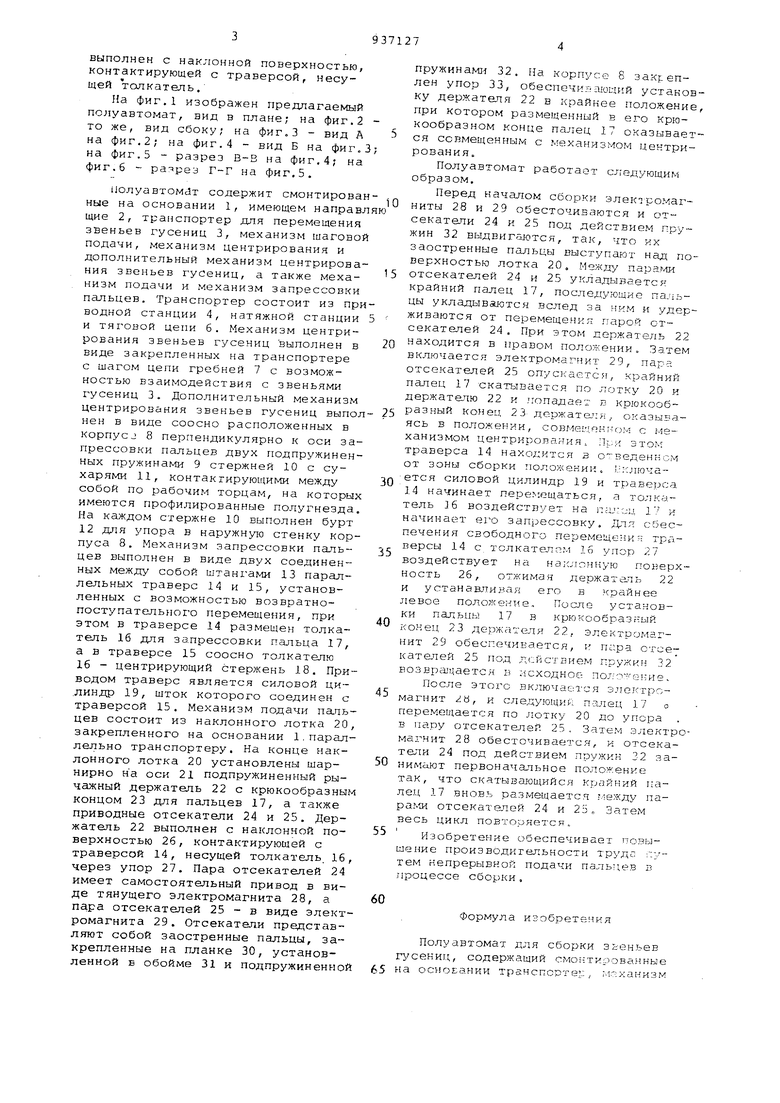
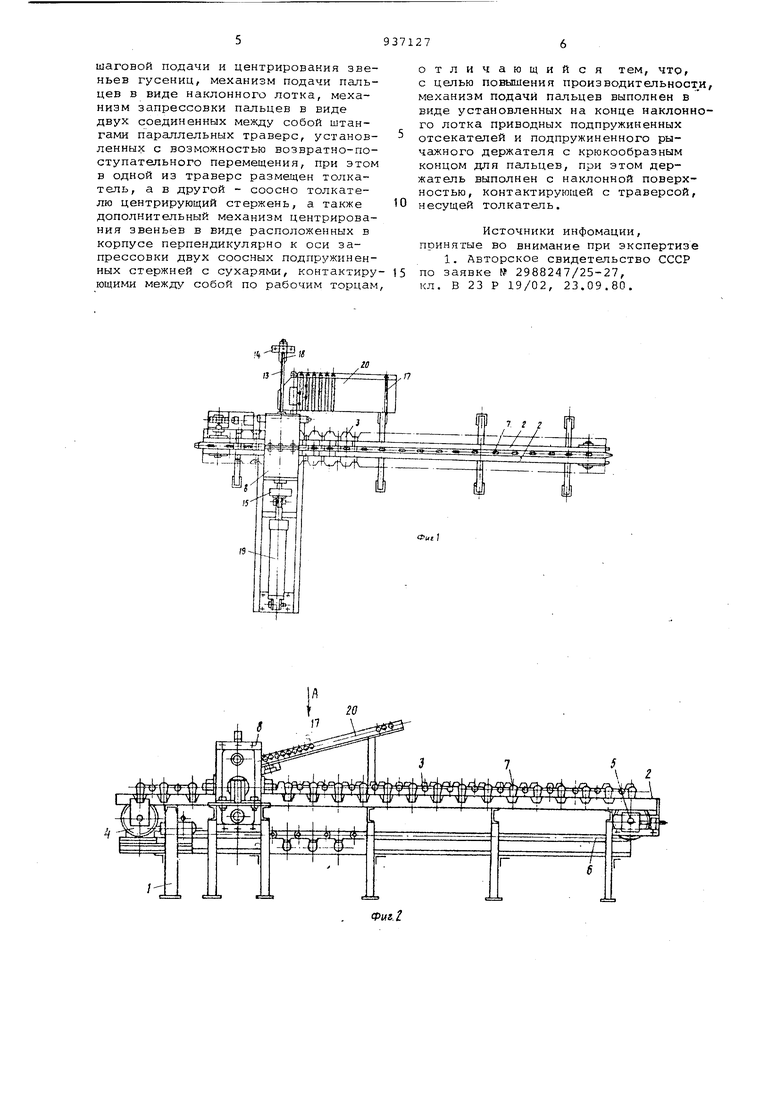
Изобретение относится к механосборочному производству, в частности, к оборудованию для сборки агрегатов гусеничных транспортных средств. Известен полуавтомат для сборки звеньев- гусениц, содержащий смонтированные на основании транспортер, механизмы шаговой подачи и центрирования звеньев гусениц, механизм подачи пальцев в виде наклонного лотка, механизм запрессовки пальцев который выполнен в виде двух соединенных между собой штангами парал лельных траверс, установленных с возможностью возвратно-поступательн го перемещения, при этом в одной из траверс размещен толкатель, а в дру гой - соосно толкателю центрирующий стержень, а также дополнительный механизм центрирования звеньев, выполненный в виде расположенных в корпусе перпендикулярно к оси зап ресовки пальцев двух соосных подпру жиненных стержней с сухарями, конта тирующими между собой по рабочим Topuafc l Однако известный полуавтомат не обеспечивает требуемой производител нести. Цель изобретения - повьииение производительности . Поставленная .цель достигается тем, что в полуавтомате для сборки звеньев гусениц, содержащем смонт1 рованные на основании транспортер, механизмы шаговой подачи и центрирования звеньев гусениц, механизм подачи пальцев в виде наклонного лотка и механизм запрессовки пальцев, который выполнен в виде двух соединенных между собой щтангами параллельных траверс/ установленных с возможностью воз вратно-поступательного перемещения, при этом в одной из траверс размещен толкатель, а в другой - соосно толкателю центрируюЩ1.й стержень, а также допдлнительный механизм центрирования звеньев, выполненный в виде расположенных вкорпусе перпендикулярно к оси запрессовки двух соосных подпружиненных стержней с сухарями, контактирующими между собой по рабочим торцам, механизм подачи пальцев выполнен в ви- . де установленных на конце наклонного лотка приводных подпружиненных отсекателей и подпружиненного рычажного держателя с крюкообразным концом для пальцев, при этом держатель выполнен с наклонной поверхностью, контактирующей с траверсой, несущей толкатель. На фиг.1 изображен предлагаемый полуавтомат, вид в плане; на фиг.2 то же, вид сбоку; на фиг.З - вид А на фиг.2; на фиг.4 - вид Б на фиг.З на фиг.З - разрез В-В на фиг.4; на фиг.б - раярез на фиг.5. иолуавтомсЗт содержит смонтирован ные на основании 1, имеющем направл щие 2, транспортер для перемещения звеньев гусениц 3, механизм шаговой подачи, механизм центрирования и дополнительный механизм центрирования звеньев гусениц, а также механизм подачи и механизм запрессовки пальцев. Транспортер состоит из при водной станции 4, натяжной станции и тяговой цепи 6. Механизм центрирования звеньев гусениц выполнен в виде закрепленных на транспортере с шагом цепи гребней 7 с возможностью взаимодействия с звеньями гусениц 3. Дополнительный механизм центрирования звеньев гусениц выпол нен в виде соосно расположенных в Kopnycj 8 перпендикулярно к оси запрессовки пальцев двух подпружиненных пружинами 9 стержней 10 с сухарями 11, контактирующими между собой по рабочим торцам, на которых имеются профилированные полугнезда На каждом стержне 10 выполнен бурт 12 для упора в наружную стенку корпуса 8. Механизм запрессовки пальцев выполнен в виде двух соединенных между собой штангами 13 параллельных траверс 14 и 15, установленных с возможностью возвратнопоступательного перемещения, при этом в траверсе 14 размещен толкатель 16 для запрессовки пальца 17, а в траверсе 15 соосно толкателю 16 - центрирующий стержень 18. Приводом траверс является силовой ци .линдр 19, шток которого соединен с траверсой 15. Механизм подачи пальцев состоит из наклонного лотка 20 закрепленного на основании 1,параллельно транспортеру. На конце наклонного лотка 20 установлены шарнирно на оси 21 подпружиненный рычажный держатель 22 с крюкообразным концом 23 для пальцев 17, а также приводные отсекатели 24 и 25. Держатель 22 выполнен с наклонной поверхностью 26, контактирующей с траверсой 14, несущей толкатель, 16 через упор 27. Пара отсекателей 24 имеет самостоятельный привод в виде тянущего электромагнита 28, а пара отсекателей 25 - в виде элект ромагнита 29. Отсекатели представляют собой заостренные пальцы, закрепленные на планке 30, установленной в обойме 31 и подпружиненно пружинами 32. На корпусе 8 закреплен упор 33, обеспечи}5а оций установку держателя 22 в крайнее положение, при котором размещенный в его крюкообразном конце палец 17 оказывается совмещенным с механизмом центрирования. Полуавтомат работает следующим образом. Перед началом сборки элекаромагниты 28 и 29 обесточиваются и отсекатели 24 и 25 под действием пружин 32 выдвигаются, так, что их заостренные пальцы выступают над поверхностью лотка 20. Между отсекателей 24 и 25 укладывается крайний палец 17, последующие пальцы укладываются вслед за ним и удерживаются от перемещения парой отсекателей 24. При этом держатель 22 находится в правом положен11и. Затем включается электромаггшт 29, пар-, отсе ателей 25 опускается, крайний палец 17 -скатывается по лотку 20 и держателю 22 и попадает в крюкообразный конец 23 держател/;, оказываясь в положении, совмещек -о;-; с механизмом центрирования. При этом траверса 14 находится з о-гведенксм от зоны сборки положени -; - глючается силовой цилиндр 19 и траверса 14 начинает пepe ;eщaтьcя, а толкатель J6 воздействует на пшил-, 17 и начинает eio запрессовку. Для обеспечения свободного перемещение; трдверсы 14 с толкателем 16 упор 27 воздействует на на; ; онную поверхность 26, отжимая держате1ль 22 и устанавливая его в крайнее левое пoлoл-;e; иe. После установки пальцы 17 в крюкообразкый конец 23 держателя 22, электромагнит 29 обеспечивается, и пара стсекателей 25 под лсистаием пружин 32 возвра;7дается в исходное по7.. После включаг-ася электромагнит .Ь, и следующий палец 17 о перемещается по лотку 20 до упора в пару отсекателей 25. Затем электромагнит 28 обесточивается, и отсекатели 24 под действием пружин 32 занимают первона гальное положение так, что скатывающийся крайний палец 17 вновь размещается -.-ежду парами отсекателей 24 и 25„ Затем весь цикл повторяется. Изобретение обеспечивает повышение производительности труде ;-;утем непрерывной подачи пальцев з процессе сборки. Формула изобретения Полуавтомат для сборки звеньев Г сенип;, содержащий смоь:тированные на основании трзнспсрте : , механизм
шаговой подачи и центрирования звеньев гусениц, механизм подачи пальцев в виде наклонного лотка, механизм запрессовки пальцев в виде двух соединенных между собой штангами параллельных траверс, уставовленных с возможностью возвратно-поступательного перемещения, при этом в одной из траверс размещен толкатель, а в другой - соосно толкателю центрирующий стержень, а также дополнительный механизм центрирования звеньев в виде расположенных в корпусе перпендикулярно к оси запрессовки двух соосных подпружиненных стержней с сухарями, контактиру ющими между собой по рабочим торцам
отличающийся тем, что, с целью повышения производительност механизм подачи пальцев выполнен в виде установленных на конце наклоннго лотка приводных подпружиненных отсекателей и подпружиненного рычажного держателя с крюкообразным концом для пальцев, при этом держатель выполнен с наклонной поверхностью, контактирующей с траверсой, несущей толкатель.
Источники инфомации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2988247/25-27, кл. В 23 Р 19/02, 23.09.80.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки звеньев гусеницы | 1980 |
|
SU927479A1 |
| Полуавтомат для сборки звеньев гусениц | 1980 |
|
SU954194A2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЦЕПИ | 2003 |
|
RU2257991C2 |
| Полуавтомат для сборки звеньев гусениц | 1976 |
|
SU653019A1 |
| Установка для сборки звеньев гусениц | 1990 |
|
SU1729679A1 |
| Полуавтомат для сборки звеньев цепи кабелеукладчика | 1989 |
|
SU1648719A1 |
| Полуавтомат для сборки звеньевгуСЕНиц | 1979 |
|
SU804177A2 |
| Станок для сборки гусеничной цепи | 1973 |
|
SU477813A1 |
| Полуавтомат для сборки звеньев гусениц | 1989 |
|
SU1669684A2 |
| Автомат для сборки уплотнительногоузлА КАРдАННыХ пОдшипНиКОВ | 1978 |
|
SU796513A1 |

JjlJ.
