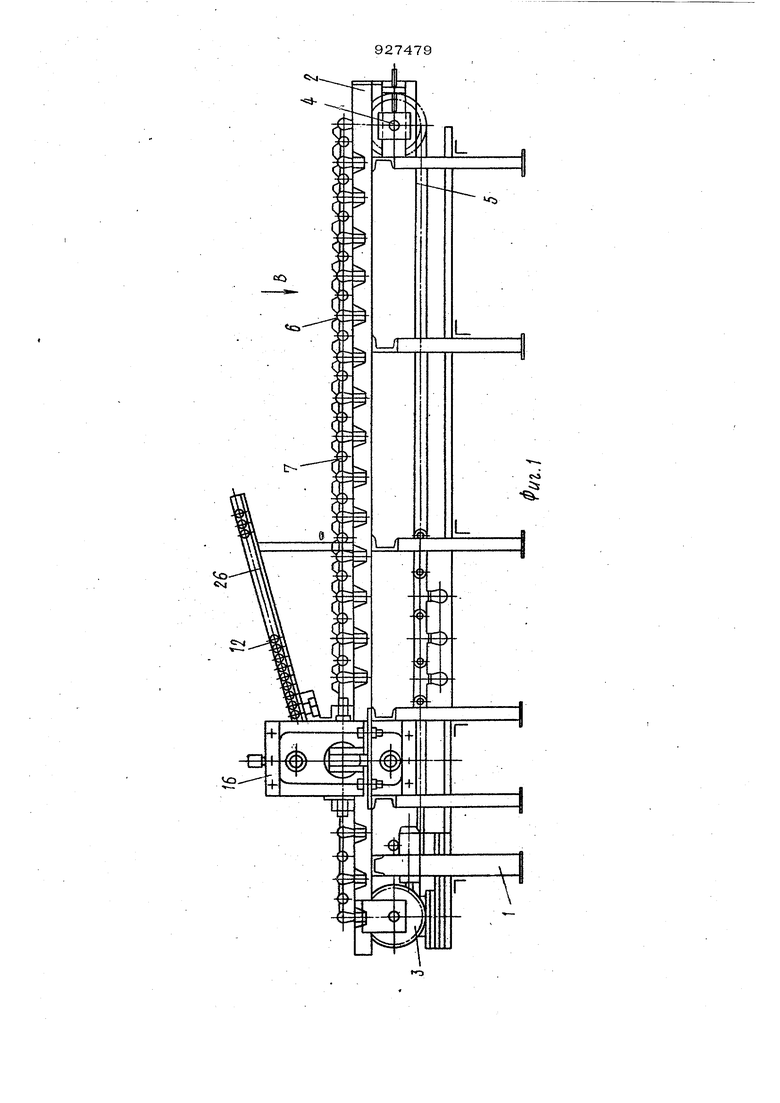
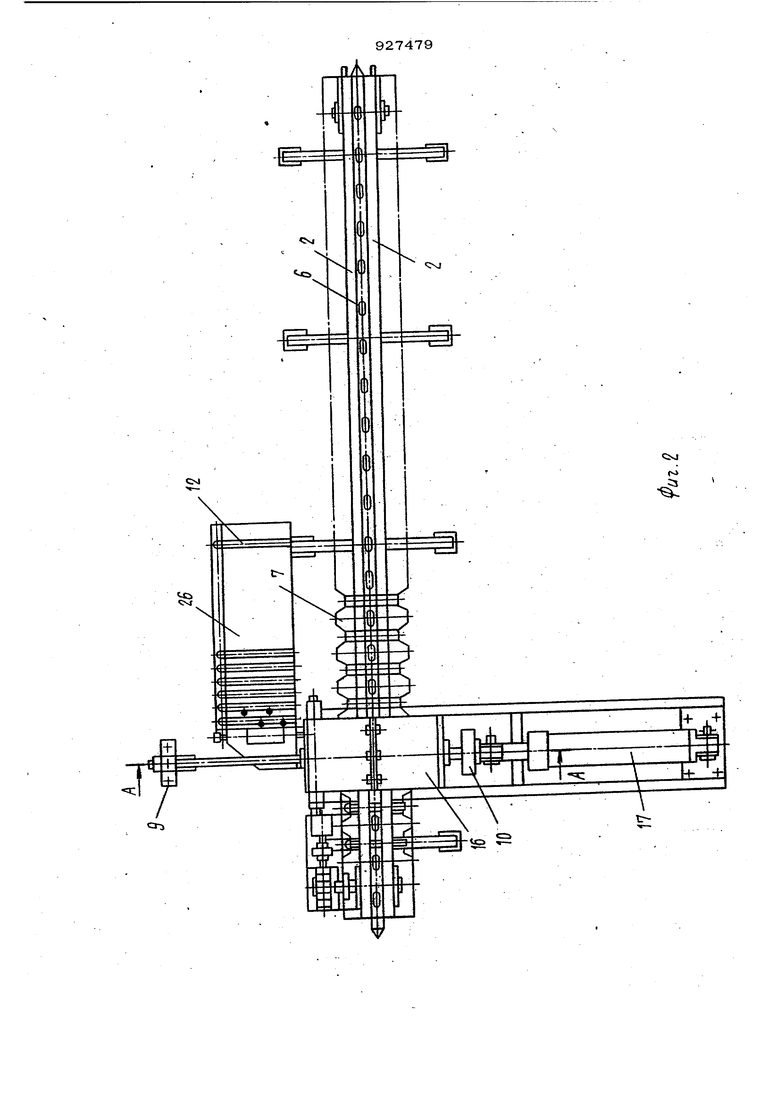
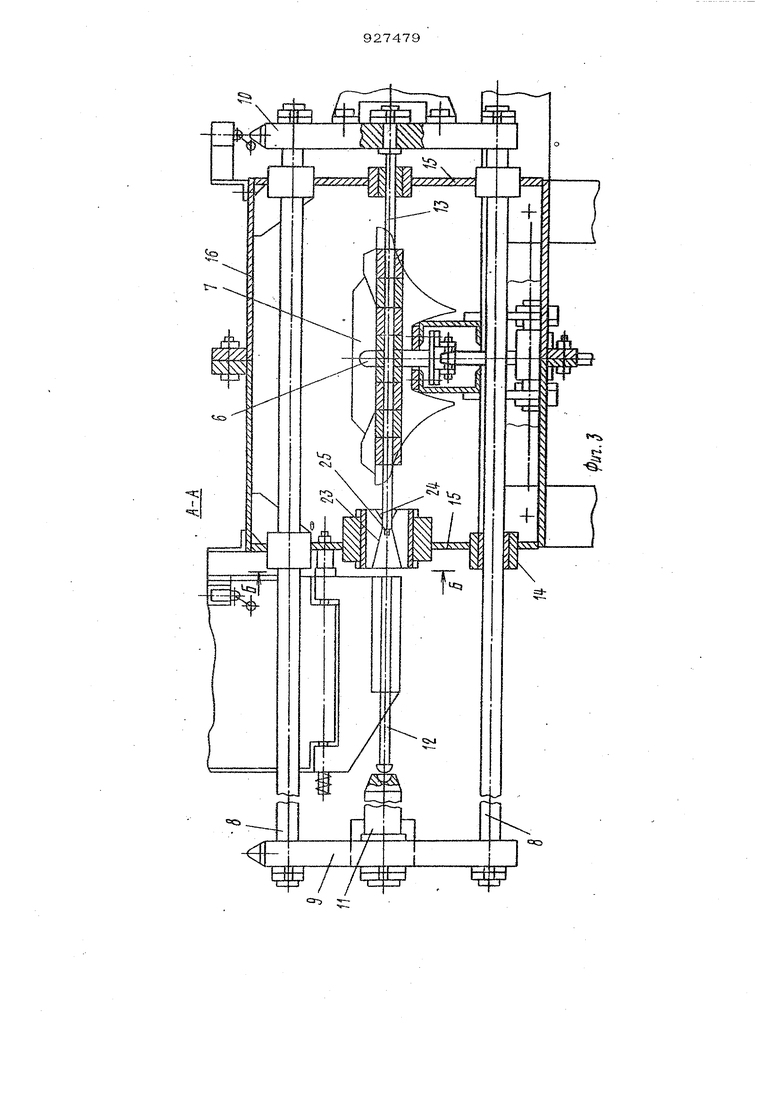
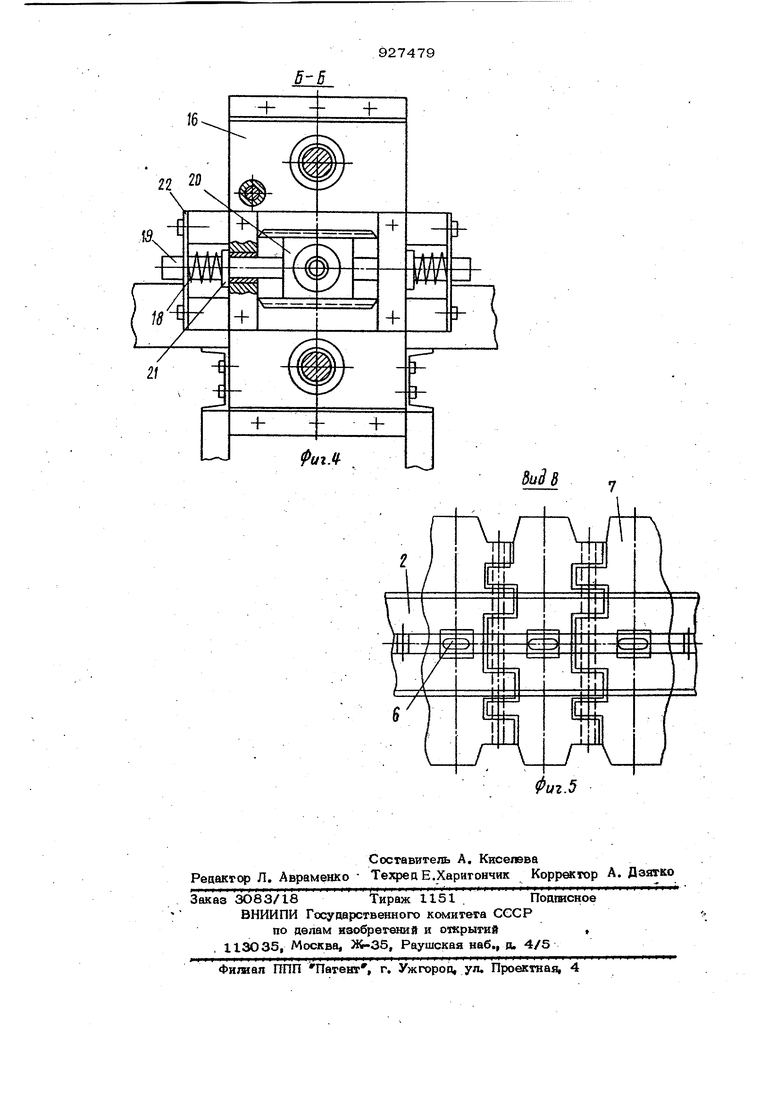
Изобретение относится к механосборочному производству, в частности к оборудо ванию для сборки агрегатов гусеничных транспортных средств, например к полуавтоматам для сборки звеньев гусеницы. Известен полуавтомат для сборки зве- .ньев гусеницы, содержащий смонтированные на основании транспортер, механизмы шаговой подачи и центрирования звеньев гусейицы, а также механизм подачи и механизм запрессовки пальцев, который вь полнен в виде двух соединенных между собой штангами параллельных траверс, установленных с возможностью возвратнопоступательного перемещения, при этом в одной из траверс размещен толкатель, а в другой - соосно толкателю центриру ющий стержень I. Однако известное устройство не обеспечивает требуемой точности центрирования отверстий звеньев гусениц и качесг- во сборки. Целью изобретения является повьпиение качества сборки. Указанная цель достигается тем, что полуавтомат для сборки звеньев гусеницы, содержащий смснгированные на основании транспортер, механизмы шаговой подачи и центрирования звеньев гусеницы, а также механизм подачи и механизм запрессовки пальцев, который выполнен в виде двух соединенных между собой штангами параллельных траверс, установленных с возможностью возвратно-поступательного перемещения, при этом в одной из траверс размещен толкатель, а в другой - соосно с толкателем центрирующий стержень, снабжен дополнительным механиэ--мом центрирования звеньев , вь полненным в виде двух расположенных соосно в корпусе перпендикулярно оси запрессовки подпружиненных стержней с сухарями, контактирующими между собой по рабочим торцам, а механизм центрирования звеньев гусеницы выполнен в виде закрепданных на транспортере с ша- гом звеньев гусеницы гребней, имеющих возможность взаимоцействия со звеньями гусениц Ыо На рабочих горцах сухарей выполнены профилированные гнезда. На фиг. 1 изображен noi a&TOMuf для сборки звеньев гусеиймЫв общий виц; на фиг. 2 - то же, вид в пдане| на фиг. 3разрез А-А на фиг, 2; на фиг. 4 - раэрез Б-Б на фиг. 3 |на фиг. 5 - виц В иа фиг, 1, Полуавтомат йпя сборки звеньев гусе5шцы содержит смонтированные на вании I, имеющем горизсягеальные иапра вляющие 2, транспортер для перемещения звеньев гусешщь, механизмы шаговой по дачи и центрирования звеньев Гусеницыа дополнительный механи.зм центрирования звеньев, а также механизмы лоцачи и аапрессовкя пальцев. Транспортер состоит из приводной станции 3, натя1кной станции 4 и тяговой цепи 5. Механизм центрирования звеньев гусеницы выполнен в виде закрепленных на транспортере с щагом звеньев гусеницы гребней 6 для взаимодействия со звеньями 7 гусеницы. Механизм запрессовки пальцев выполйен в виде двух соеш-шех-гаых между собой штангами 8 параллельных траверс09 и 10 установленных с возможностью возвратнопоступательного перемещения, при этом в траверсе 9 размещен толкатель 11 для запрессовки пальца 12, а в траверсе 10 соосно толкателю 11 центрирующий стергкень 13, Штанп 8 расположены в направляющих втулк:ах 14, закрепленных в стенках 15 корпуса 16, Приводом для траверс 51Впяется силовой цилиндр 17, шток которого воздействует на траверсу 1О Дополнительн 1й механизм центрирования звеньев гусеницы выпоянеи в вкае двух расположенных соосно в корпусе 16 . перпендикулярно оси запрессовки поцпружиненных пружшгами 18 стержней 19 с сухарями 20, контактирующими межоу со бой по рабочим торцам. Прулшна 18 раэмвидена между буртом 21, выполненным на стержне 19, и упорной планкой 22, закреплШной на корпусе 16. На рабочих торцах сухарей 20 выпоинены профилированные гнезда в виде по1 конических поверхностей 23 и 24, соединённых между соб.ой полуципиндрической поверхностью 2 5 На основании 1 размещен механизм подачи 26 пальцев 12. Полуавтомат дпя сборки звеньев гусеницы работает следующим образом. Звенья 7 гусеницы устанавливаются на транспортере и центрируются гребнями 6, входящий в окна звеньев. Включается транспортер и ориентированная группа звеньев 7 поцается в рабочую зону усТ ройства для запрессовку пальцев 12. Силовой цилиндр 17 перемещает центрирующий стержень 13, который дополнительно осуществляет центрирование пары звеньев 7 по отверсгаям их проушин поц соединительный палец 12. При этом центрирующий стержень 13 в коще хода силового цилиндра 17 заходит в отверстие, образованное двумя полуцилиндрическими ni верхностями 25 сухарей 20. При обратном ходе силового цилиндра 17 движе ние штока передается через траверсу 10, щтанги 8 и траверсу 9 на то;жаТель 11, который начинает воздействовать на палец 12, предварительно поступивщий в рабочую зону из механизма подачи 26 пальцев 12. При дальнейшем движении толкатель передвигает палец 12, который входит в цилиндрические отверстия проушин пары звеньев 7, освобождаемые при выходе из них центрирующего стержня 13, Толкатель доходит до сухарей 2О дополнительного механизма центрирования звеньев гусеницы, разжимает их и запрессо шает палец 12 до конца. Затем произвошттся перемещение группы звеньев гу сеницы на один щаг, и полуавтомат готов к новому циклу. Предлагаемый полуавтомат за счет повышения точности относительного центрирования звеньев гусеницы позволяет значительно повысить качество сборки. Формула изобретения 1. Полуавтомат для сборки звеньев гу сеницы, содержаиЬгй смонтированные на основании транспортер, механизмы шаговой подачи и центрирования звеньев гу, сеницы, а также механизм подачи и механизм запрессовки пальцев, который вь полнен в виде двух соединенных между собой штангами параллельных траверс, установленных с возможностью возвратнопоступательного перемещения, при этом в. одной из траверс размещен толсатель, а в другой - соосно с толкателем центрирующий стержень, отличающийся тем, что, с целью повышения качества сборки, он снабжён дополнительным механизмом центрирования звеньев гусеницы, выгюлнешяым в виде двух расположенных
соосно в корпусе перпетюикулярно ося запрессовки поцпружиненных стержней с сухарями, конгакгирутоишми межоу собой по рабочим горцам, а механизм центрирования звеньев гусеницы выполнен в вице закрепленных на транспортере с шагом, соответствующим шаг/ звеньев гусеницы, гребней, имеющих возможность взаимодействия со звеньями гусеницы.
2. Полуавтомат по п. I, о т л и ч аю ш и и с я тем, что на рабочих торнах сухарей выполнены профилированные ГЕ езца,.
Источники информации, принятые во внимание прт экспертизе
1. Авторское свидетельство СССР N 653019, кл. В 23 Р 19/02, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки звеньев гусениц | 1980 |
|
SU937127A1 |
| Полуавтомат для сборки звеньев гусениц | 1980 |
|
SU954194A2 |
| Полуавтомат для сборки звеньев гусениц | 1976 |
|
SU653019A1 |
| Установка для сборки звеньев гусениц | 1990 |
|
SU1729679A1 |
| Полуавтомат для сборки звеньев цепи кабелеукладчика | 1989 |
|
SU1648719A1 |
| Полуавтомат для сборки звеньевгуСЕНиц | 1979 |
|
SU804177A2 |
| Устройство для сборки гусениц | 1988 |
|
SU1516217A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЦЕПИ | 2003 |
|
RU2257991C2 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ ГУСЕНИЦ | 1968 |
|
SU220022A1 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ ЗВЕНЬЕВ ГУСЕНИЦ | 1971 |
|
SU306938A1 |