(54) КОНВЕЙЕР ДЛЯ ПЕРЕМЕЩЕНИЯ ФОРМ-ВЛГОНЕТОК
НА ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ 12
Изобретение относится к технологическому оборудованию, а именно к конвейерам железнодорожных линий, используемых на заводах строительной промышленности.
Известен конвейер для перемещения форм-вагонеток на технологической линии, содержащий закрепленные на основании по контуру линии направляющие под опоры качения формы-вагонетки и каретки-толкатели с упорами. Закрепленные на основании по контуру линии направляющие под опоры качания формы-вагонетки и каретки-толкатели с упорами расположены между направляющими формы-вагонетки и привода для возвратно-поступательного перемещения этих кареток-толкателей CiJОднако конвейер характеризуется недостаточной надежностью узлов.
Цель изобретения - повышение надежности работы конвейера.
Указанная цель достигается тем, что в конвейере для перемещения форм-вагонеток на технологической линии, содержащий закрепленные на основании по контуру линии направляющие под опоры качания форм-вагонетки и карет ки-толкэтели с упорами, которые
расположены между направляющими формы-вагонетки и привода для возвратнопоступательного перемещения этих ка.реток-толкателеС, каретки-толкатели, расположенные под каждой формой-вагонеткой линии, соединены друг с другом и приводом их перемещения посредством гибкой связи, опоры формы-вагонетки выполнены в виде шаров, а направляю10щие - из уголка., установленного полками вверх, причем в направляющих выполнены стрелки, в месте пересечения их с упором каретки-толкателя.
При этом упор каретки-толкателя вы15полнен подпружиненным.
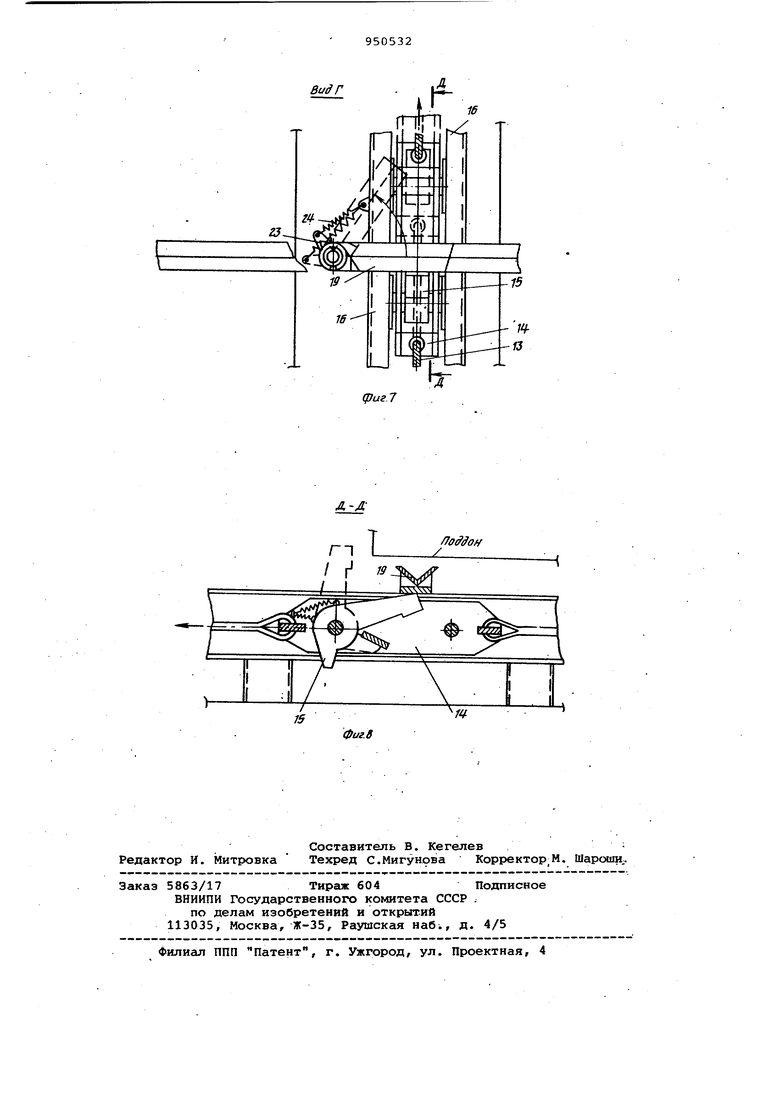
На фиг. 1 изображен конв.ейер в плане; на фиг. 2 - то же, узел 1 на фиг. 1; на фиг. 3 - то же, каретка с торца на Фиг. 4 - то же, вагонет20ка в профиле; на фиг. 5 - сечение Б-Б на фиг. на фиг. 6 - сечение В-В на фиг. 2; на фиг. 7 - вид Г на фиг. 6; на фиг. 8 - сечение Д-Д на фиг. 7. .
25
Конвейер содержит две параллельные направляющие пути 1 продольного хода, на которых установлены формы- вагонетки 2. Один из путей расположен на участке линии изготовления изде30лий. Второй путь продольного хода
рлсгюложен в термокамере 3. Перпендикулярно путям 1 в их торцах находятся передаточные направляющие пути 4 поперечного хода форм-вагонеток 2 .
Каток 5 формы-вагонетки 2 состоbiT из тара 6, установленного в сферическом гнезде 7 и закрепленного пластиной б. Зазор между шаром 6 и сферическим гнездом 7 заполнен смазкой, удерживаемой сальником 9.
Направляющие продольного 1 хода и поперечного 4 форм-вагонеток 2 выполнены из прокатных уголков, закрепленных в полу цеха.
Трг.нспортныймеханизм конвейера 10 состоит из приводного гибкого органа 11 с кареткой-толкателем, толкателей 12, снабженных качающимися подпружиненными упорами 13, направлящих 14, огибающих блоков 15 и привода 16.
В местах пересечения путей 4с путями 14 последние имеют стрелки-откидные участки 17, выполненные в виде отрезков прокатного уголка, шарнирно закрепленных на направляющих 4 с помощью кронштейна втулки 19, пальца 20 и пластины 21. Пластина 22 связана с направляющими 4 пружиной 23.
Линия работает следующим образом.
В исходном положении (фиг. 1) на линии производят все операции, прдусмотренные технологическим процессом, распалубка изделий, чистка и смазка форм-вагонеток, армирование, формирование изделий, их отделка и тепловая обработка.
По окончании цикла технологически операций включается привод 16 и все формы-вагонетки 2, находящиеся на пу тях 1 и 4, перемещаются на один шаг.
При движении толкателей 12 в мест пересечения направляющих 14 с путями 1 упоры 13 входят в контакт с откидными участками 17, отклоняют их по ходу движения и проходят дальше.
Возврат откидных участков 17 в исходное положение производится с помощью пружин 24. .
По окончании движения толкателей 12 формы-вагоуеткй 2 устанавливаются на последующие по технологическому процессу посты, причем первые по ходу движения формы-вагонетки устаналиваются своими катками в местах пересечения путей 1 и 4.
Включается обратный ход привода 18 и толкатели 12 возвращаются в обратное положение. При этом упоры
13 проходят под откидными участками 17 путей 1 (фиг. 8).
Дсшее цикл изготовления изделий повторяется.
Благодаря выполнению катков формвагонеток в виде шаров, размещенных в сферических гнездах, обеспечивается возможность перемещения формвагонеток по взаимо-пересекающихся направлениях на любой технологический пост линии одним транспортным механизмом - приводным гибким органом с закрепленными на нем толкателями и исключить приямки, перерезающие все наземные коммуникации формовочного цеха .Такая компановка транспортного механизма линии и конструкция катков форм-заготовок значительно упрощает конструкцию линии и снижает ее металлоемкость за счет исключения из комплекта обслуживающих линию механизмов сложных передаточных тележек.
Формула изобретения
1.Конвейер для перемещения формвагонеток на технологической линии, содержащий, закрепленные на основании по контуру линии, направляющие под опоры качания формы-вагонетки
и каретки-вагонетки и каретки-толкатели с упорами, которые расположены между направляющими формы-вагонетки, и привода для возвратнопоступательного перемещения этих ка-; реток-толкателей, о т л и ч а ющ и и с я тем, что, с целью повыше:ния надежности работы конвейера, каретки-толкате.ли, расположенные под каждой формой-вагонеткой линии, соединены друг с другом и приводом их перемещения посредством гибкой связи, опоры формы-вагонетки выполнены в виде шаров, а направляющие - из угла, установленного полкаМи вверх, причем в направляющих под формы-вагонетки выполнены стрелки, в .месте пересечения их с упором каретки-толкателя .
2.Конвейер по п. 1, отличающийся тем, что упор каретки-толкатели выполнен подпружиненным.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 560752, кл. В 28 В 5/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Конвейерная линия для изготовления строительных изделий | 1980 |
|
SU897517A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Устройство для передачи форм вагонеток | 1978 |
|
SU735402A1 |
| Тележка | 1978 |
|
SU748114A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |


bt . л : ; л П|Ыдиу :у
I-/ -. .L.. ,
П
7
фигЛ
Вид Г
