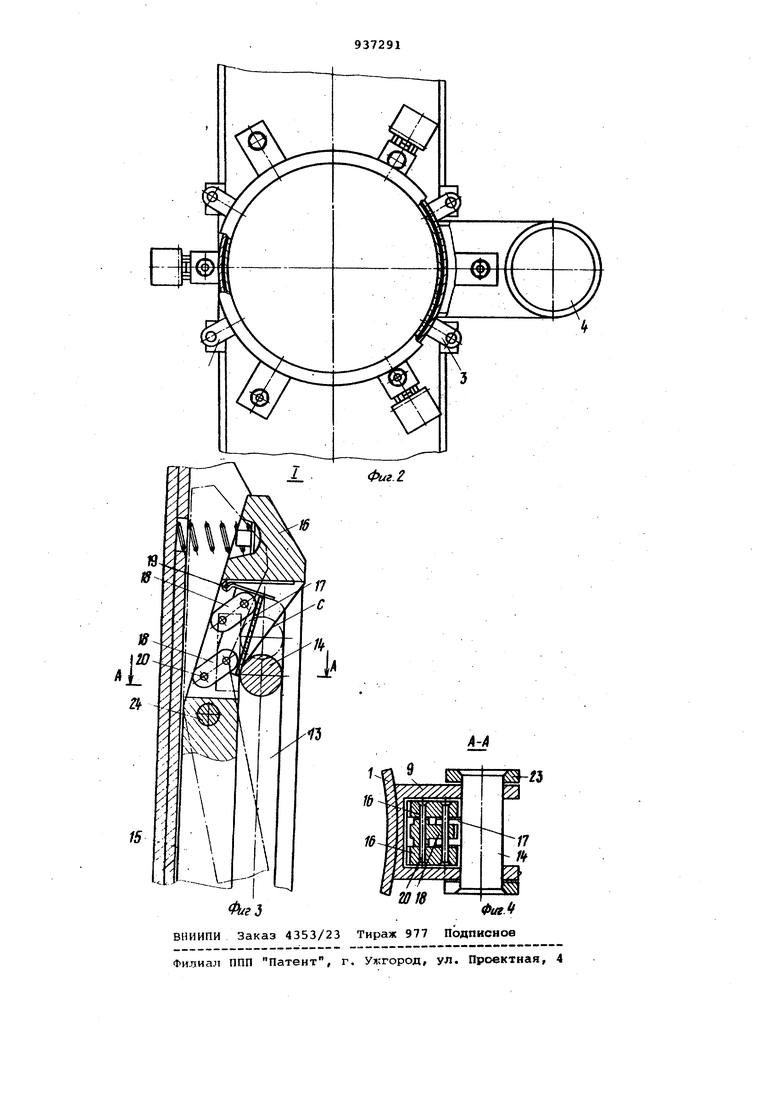
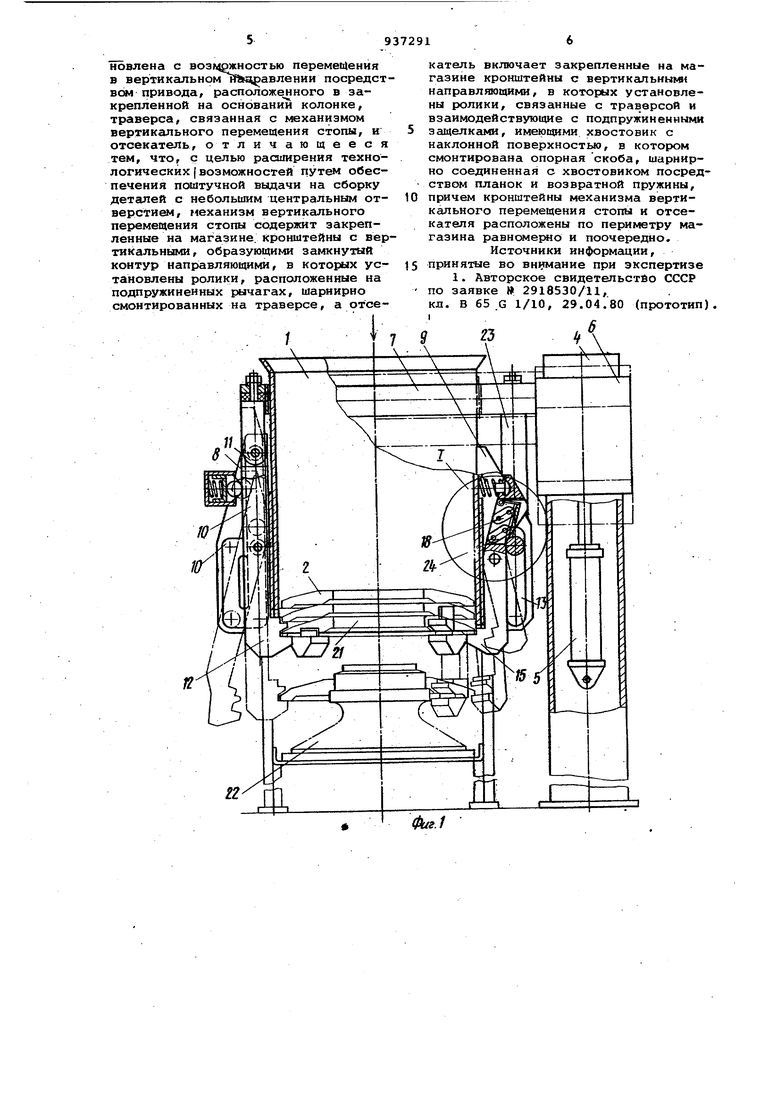
Изобретение относится к устройст вам для поштучной вьщачи цилиндрических деталей, преимущественно дидков колес, на конвейерных линиях с малым ритмом. Известно устройство для поштучной выдачи цилиндрических деталей, преимущественно дисков колес, содер жащее смонтированный на основании магазин, на наружной поверхности которого установлена с возможностью перемещения в вертикальном направл нии посредством привода, расположенного в закрепленной на основании колонне, траверса, связанная с механизмом вертикального перемеще.ния стопы, и отсекатель l}. Недостатком известного ,стройст ва является невозможность выдачи на сборку деталей с небольшим центральным отверстием. Цель изобретения -. расширение технологических возможностей путем обеспечения поштучной выдачи на.сбо ку деталей:с небольшим центральным отверстием. Цель достигается тем, что механизм вертикального перемещения сто|ПЫ содержит закрепленные на магазине кронштейны с вертикальными обра щими замкнутый контур направляющими, .В KOTOjaJX установлены ролики, расположенные на подпружиненных рычагах, шарнирно смонтированных на Tpiaверсе, а отсекатель включает закрепленные на магазине кронштейны с вертикальными нстравляющими, в которых установлены ролики, связанные с траверсой и взаимодействующие с подпружиненными защелками, имеющими хвостовик с наклонной поверхностью, в котором смонтирована опорная скоба, шарнирно соединенная с хвостовиком посредством планок и возвратной пружины, причем кронштейны механизма вертикального перемещения стопы и отсекателя расположены по периметру магазина равномерно к поочередно . На фиг.1 изображено устройство для поштучной выдачи.цилиндрических детсшей, общий вид на фиг.2 - то же, вид сверху; на фиг.З - узел I на фиг.1; на фиг.4 - сечение А-А на фиг.З. Устройство для поштучной выдачи цилиндрических деталей содержит магазин 1 с уложенной в него стопой 2 детгшей, при этом магазин 1 установлен на конвейере посредством лап 3, стойку 4, перемещающуюся по ней посредством пневмоцилиндра 5, каретку 6 и траверсу 7, закрепленную на Kaper te. На наружной поверхности кор пуса магазина 1 з естко закреплены чередующиеся по периметру кронштей-, .ны 8 механизма вертикального перемещения стопы 2 и кронштейны 9 отсекателя, при этом механизм вертикального перемещения стопы содержит крон штейны 8 с вертикальными, образующими замкнутый контур направляющими 10, в которых установлены ролики 11, расположенные на подпружиненных рлчагах 12, шарнирно смонтированных на траверсе 7, а отсекатель включает закрепленные на магазине 1 кронштейны 9 с вертикальными направляюшими 13, в которых установлены ро лики 14, связанные с траверсой и вза имодействующие с подпружиненными защелками 15, имеющими хвостовик 16 с наклонной поверхностью, в котором смонтирована опорная скоба 17 посред ством планок 18 и возвратной пружины 19, причем планки 18 шарнирно устано лены в прорези хвостовика защелки 15 посредством осей 20. Стопа 2 деталей устанавливается на защелках 15. Для сборки диска 21 с деталью 22 необходимо включить пневмоцилиндр 5 на псф1ъем, при этом поднимается траверса 7, а ролик 11 перемещаются по вертикальной направляющей 10, причем рычаги 12 приподнимают стопу 2, освобождая защелки 15.. Одновременно с движением вверх рычагов 12 со стопой 2 деталей- вверх идут также тяги 23, связанные с траверсой 7. При этом ролик 14 перемещается по направляющей 13 кронштейна 9. При упоре ролика 14 в хвос товик 16 защелок 15 и перемещении ролика по наклонной поверхности хвос товика 16 защелка 15 поворачивается вокруг оси 24 и выходит из зоны вертикального перемещения стопы 2. Величина хода пневмоцилиндаа 5 вверх обеспечивает выход защепок 15 из зоны вертикального пере Мещения стопы 2 деталей. Пневмоцилиндр 5. переключается на ход вниз. Величина хода при этом обеспечивает сборку диска 21 с деталью 22. При ходе стопы 2 деталей вниз отсекают нижний диск от стопы. При ходе штока пневмоцилиндра 5 вверх ролик 14 перемещается по направляющей 13 вверх и, нажимая на хвостовик 16 защелки 15, отклоняет ее в сторону относительно магазина 1. При ходе вверх ролики 14 приподнимают скобу 17, При определенном взаимном положении ролики 14 и скобы 17 последня под действием пружины 19 падает вни при этом планки 18 поворачиваются вокруг осей 20; при ходе ролика 14 вниз он перемещается по скобе 17. Затем при ходе траверсы 7 со стопой 2 вниз защелки 15, возвращаясь в исходное положение, принимают на несущие поверхности всю стопу 2, а рычаги 12 продолжают опускать нижнюю деталь и производят ее сборку с деталью, установленной на конвейере. При движении вниз траверсы 7 ролики 11 перемещаются по вертикальной части направляющей 10. После укладки (сборки) диска 21 нижний ролик 11 под действием пружины начинает движение по низу 0-образной части вертикальной направляющей 10, что заставляет рычаги 12 отклоняться от магазина 1. При этом они поворачиваются вокруг оси верхнего ролика 11. Отклонение рычагов 12 позволяет им вернуться в исходное положение, не .задев диск 21. Для это.го пневмодилиндр 5 должен сработать на подъем, в результате чего нижний ролик 11, пройдя по наружной ветви замкнутого О- образного контура направляющей 10 вверх, снова попадает под действием пружины в вертикальную часть направляющей 10 в исходное .положение.При этом несущие поверхности рычагов 12 подходят снизу к стопе 2 и захватывают нижнюю деталь. Работа пневмоцилиндра 5 производится по сигналу оператора. Цикл подъемопускание-подъем в исходное положение выполняется автоматически, что обеспечивается электрической схемой устройства. Выполнение механизма вертикального перемещения стопы с закрепленньи на магазине кронштейном с вертикальной, образующей замкнутый контур направляющей, в которой установлены ролики, расположенные на подпружинен.ных рычагах, шарнирно смонтированных на траверсе, а отсекателя - с закреплённым на магазине кронштейном с вертикальной направляющей, в которой установлены ролики, связанные с траверсой и взаимодействующие с подпружиненными защелками, имеющими хвостовик с наклонной поверхностью , в котором смонтирована опор- ная скоба, шарнирно соединенная с ним посредством планок и возвратной пружины, обеспечивает расширение технологических йозможностей путем обеспечения поштучной выдачи на сборку деталей с небольшим центральным отверстием. Формула изобретения Устройство для поштучной выдачи цилиндрических деталей, преимущественно дисков колес, содержащее смонтированный на основании магазин, на наружиЬй поверхности уст новлена с воэкд ностью перемещения в вертикальномн%щ авлеНИИ посредст зсйл привода, расположенного в закрепленной на оснований колонке, траверса, связанная с механизмом вертикального перемещения стопы, и отсекатель, отличающееся тем, что, с целью расширения технологических (возможностей путем обеспечения поштучной выдачи на сборку деталей с небольшим центральным отверстием, механизм вертикгшьного перемещения стотл содержит закрепленные на магазине, кронштейны с вер тикальными, образующими замкнутый контур направляющими, в которых установлены ролики, расположенные на подпружиненных рычагах, шариирно смонтированных на траверсе, а отсекатель включает закрепленные на магазине кронштейны с вepтикaльны вt направляющими, в которых установлены ролики, связанные с траверсой и взаимодействующие с подпружиненными защелками, имеющими хвостовик с наклонной поверхность), в котором смонтирована опорная скоба, шарнирно соединенная с хвостовиком посредством планок и возвратной пружины, причем кронштейны механизма вертикального перемещения стопы и отсекателя расположены по периметру магазина равномерно и поочередно. Источники информации, принятае во внимание при экспертизе 1. Авторское свидетельство СССР по заявке 2918530/11, кл. В 65 .G 1/10, 29.04.80 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи плоских деталей с центральным отверстием | 1980 |
|
SU893764A1 |
| Устройство для автоматической сборки узлов | 1982 |
|
SU1134340A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Механизм поштучной выдачи деталей | 1980 |
|
SU973302A1 |
| Установка для сборки пакетов | 1982 |
|
SU1106792A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Устройство для поштучной выдачи заготовок | 1986 |
|
SU1324728A1 |
| Устройство для сборки колесной системычАСОВ | 1979 |
|
SU832524A1 |
| Устройство для подачи заготовок в зону обработки | 1990 |
|
SU1757770A1 |
| Автоматизированная поточная линия для сборки и сварки колес из двух заготовок | 1981 |
|
SU1229000A1 |