(54) СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЦЕЛЬНОКАТЛННЫХ
1
Изобретение относится к области термической обработки металлов, а именно к термической обработке железнодорожных колес.
Известны способы термической обработки колес с упрощением только обода 1, с упрочнением всех элементов колеса 2, а также способ термической обработки цельнокатанных железнодорожных колес для увеличения их эксплуатационной надежности путем повьциения хладостойкости диска и мест пере хода его в обод и ступицу.
По основному авт. св. N 837982, известен способ термической обработки цельнокатанных железнодорожных колес, включающий нагрев до температуры аустенитизации, независимое прерьгоистое спрейерное охлаждение обода, диска и мест перехода диска в обод и ступицу, в процессе которого охлаждение диска и мест его перехода в обод и ступицу начинают по достижении средней температуры обода 480-520 С и ведут его со скоростью выше критической. После этого ведут дифференцированно отпуск элементов колеса: обода при температуре 480-520°С, ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС
а диска и мест его перехода в обод и сту-пицу при температуре 600-650° С 3.
Недосгаток известного способа за лючается в том, что он не обладает простотой исполнения. Это объясняется тем, что осуществление дифференцированного отпуска элементов колеса в одном тепловом агрегате затруднительно. Обеспечение отпуска обода, диска и мест его перехода в обод и ступицу при разных температурах требует проектирования и изготовления теплового агрегата, обеспечивающего заданные условия нагрева. Он представляет собой довольно сложное устройство и особенно Д)тя нагрева колес при их поточном производстве.
Цель изобретения - упрощение процесса термической обработки железнодорожных колес.
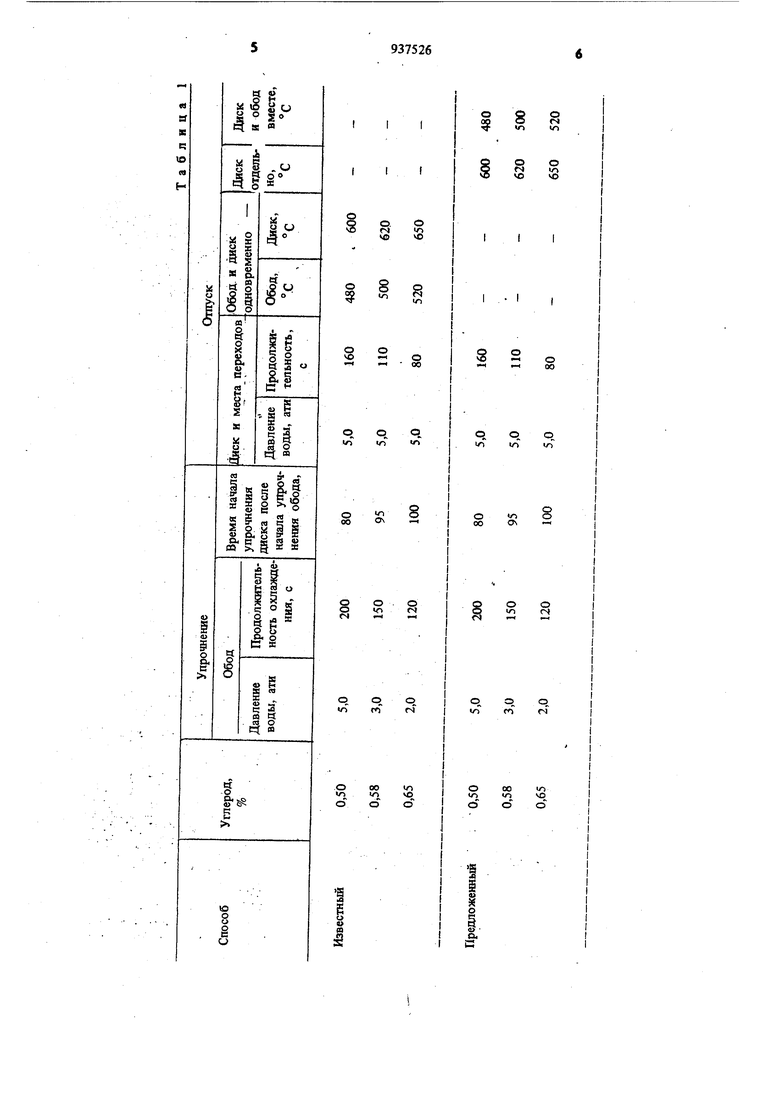
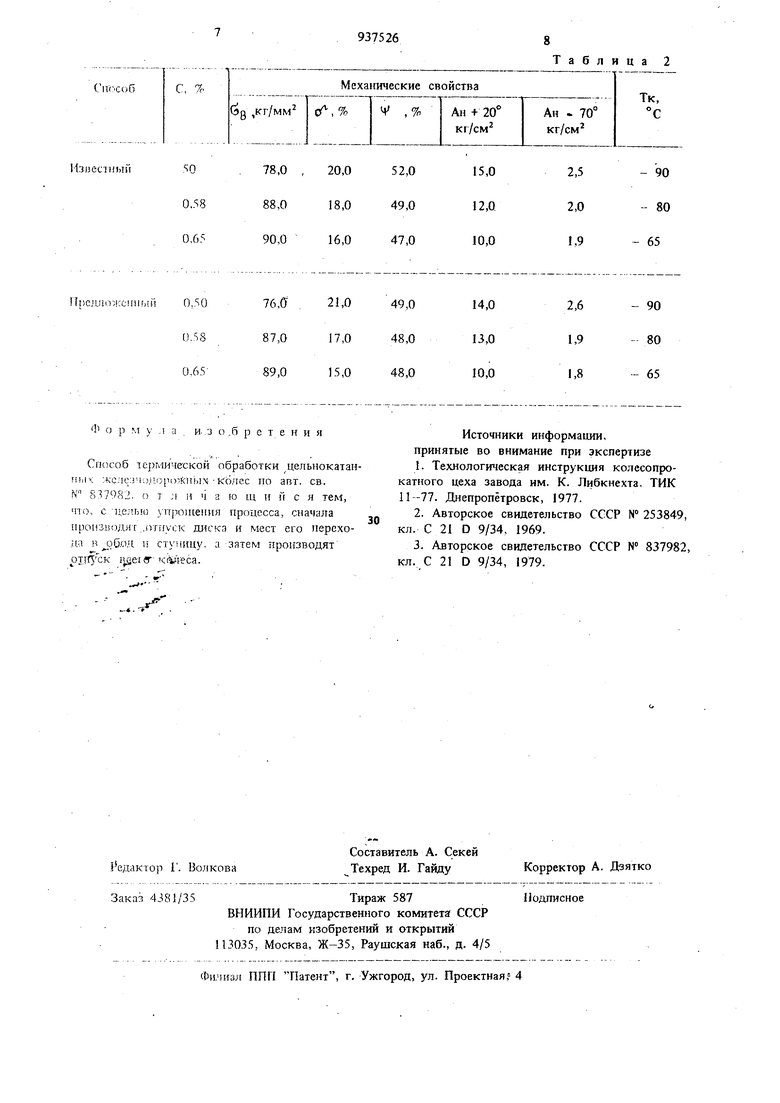
Поставленная цель достигается тем, что согласно способу, включающемуНагрев до температуры аустенитизацни, прерывистое спрейерное охлаждение обода, диска и мест перехода диска вобод и .ступицу и последующий ошуск: обода при 480-5 20°С, а даска 3 и мест его перехода в обод и ступицу при 600-650°С, сначала производят отпуск диска и мест его перехода в обод и ступицу, а затем производят отпуск всего колеса. Вследствие этого упрощается процесс термообработки железнодорожных колес. Способ реализуется следующим образом Колесо нагревают до температуры аустен нитизации, осуществляют прерывистое спрейерное охлаждение обода, в течение 120- 200 с при давлении воды 2-5 ати, диска и мест перехода диска в обод и ступицу. При этом охлаждение диска и мест его перехода в обод и ступицу начинают по достижений средней температуры обода 480-520°С и ведут его в течение 80-160 с при давлении воды 5,0 атм со скоростью выше критической. Затем следует дифференцированный отпуск элементов колеса, при которой внача ле ведут отпуск диска и мест его перехода в обод и ступицу, при температуре 600- 650° С, после чего следует отпуск всего колеса при температуре 480-520°С. Такая последовательность операций отпуск элементов колеса позволяет обеспечить в ди ке и местах перехода его в обод и ступицу требуемую структуру и комплекс свойств Следующий отпуск всего колеса при 480- 520°С обеспечивает требуемые уровень прочности в ободе и систему остаточных напряжений в элементах колеса. Пример. Колеса, изготовленные из стали с содержанием углерода 0,50, 0,58 и 0,65%, термически обрабатывают по предлагаемому способу и для сравнения по известному способу. Сначала - колеса нагревают до температуры 860, 840 и 820° С, затем выдерживают их в течение 0,5 ч. После зтого колеса загружают в устройство, где элементы колеса упрочняются в следующем порядке: вначале охлаждают обод, затем по достижении средней температуры обода 480-520° С охлаждают диск и места его перехода в обод и ступицу со скоростью выше, критической (для стали с содержанием 0,50-0,65% она составляет 50-60°С с). Параметры охлаждения обода колес и диска и их отпуска приведены в табл. 1. После упрочнения элементы колеса отпускают в следующей последовательности: вначале отпускают диск и места перехода в обод и ступицу при температуре 600-650°С. в течение 10-15 мин, для чего колесо помещается в индуктор тиристорного преобразователя частоты ТПЧ-1, где нагревается диск, после чего колесо помещается в электроколодец, где обод и диск отпускаются при температуре 480-5 20° С в течение 2,5 ч. После осуществления отпуска, колеса в стопах остывают на воздухе. Механические свойства диска, ударная вязкость при -70°С и хладостойкость в виде Тк приведены в табл. 2. Таким образом, предложенный способ позволяет упростить процесс термообработки, обеспечивая практически одинаковые свойства.
о
S
1Л VO
ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки цельно-КАТАНыХ жЕлЕзНОдОРОжНыХ КОлЕС | 1979 |
|
SU837982A1 |
| Способ термической обработки цельнокатаных железнодорожных колес | 1982 |
|
SU1087557A1 |
| Способ термической обработки цельнокатаных железнодорожных колес | 2016 |
|
RU2632507C1 |
| Способ изготовления цельнокатанных железнодорожных колес | 1992 |
|
SU1836451A3 |
| Способ изготовления цельнокатаныхжЕлЕзНОдОРОжНыХ КОлЕС | 1979 |
|
SU829697A1 |
| Способ термообработки железнодорожных колес и устройство дифференцированного охлаждения железнодорожных колес для осуществления способа | 2024 |
|
RU2832041C1 |
| Способ обработки цельнокатаных колес | 1977 |
|
SU720034A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1994 |
|
RU2088677C1 |
| Способ изготовления железнодорожныхКОлЕС | 1979 |
|
SU795712A1 |
| Способ термической обработки цельнокатаных железнодорожных колёс из легированной стали | 2016 |
|
RU2616756C1 |
о
1Г
VO
§ и
ОО
00
5 -ч О kO - о - - оо ч -н - 00
С5
Q
о ш
ш ш
о
о
л
OV
ОО
О гч
О ш
SO О 10Г
э гГ
о
L
Г in
О ш
ООШ
ш
ШVD
VO
5
Оо
ОО
СпсСоб
78,0 , 20,0
Известный
50
0,58
88,0
18,0
16,047,0
0,65
90,0 Ф о р м у л а и-,а о ,б р е т е н и я Спнсоб термической обработки дгельнокатан Fihix жс;1с:зч;),)кпь1х-колес по авт, ев, N 837982. о т л и ч а ю щ и и с я тем, что, с упрошення процесса, сначала производит .отггуск диска и мест его перехода н ouo.i и стуиицу. а затем производят ртгПск KtvVeca,
Таблица 2
Тк, °С
15,0
52,0
2,5
- 90
- 80
49,0
2,0
12,0
1,9
- 65
10,0 Источники информации, принятые во внимание при экспертизе 1.Технологическая инструкция колесопрокатного цеха завода им. К, Либкнехта. ТИК 1Ь-77. Днепропетровск, 1977, 2.Авторское свидетельство СССР № 253849, кл, С 21 D 9/34, 1969, 3.Авторское свидетельство СССР № 837982, кл, С 21 D 9/34, 1979.
