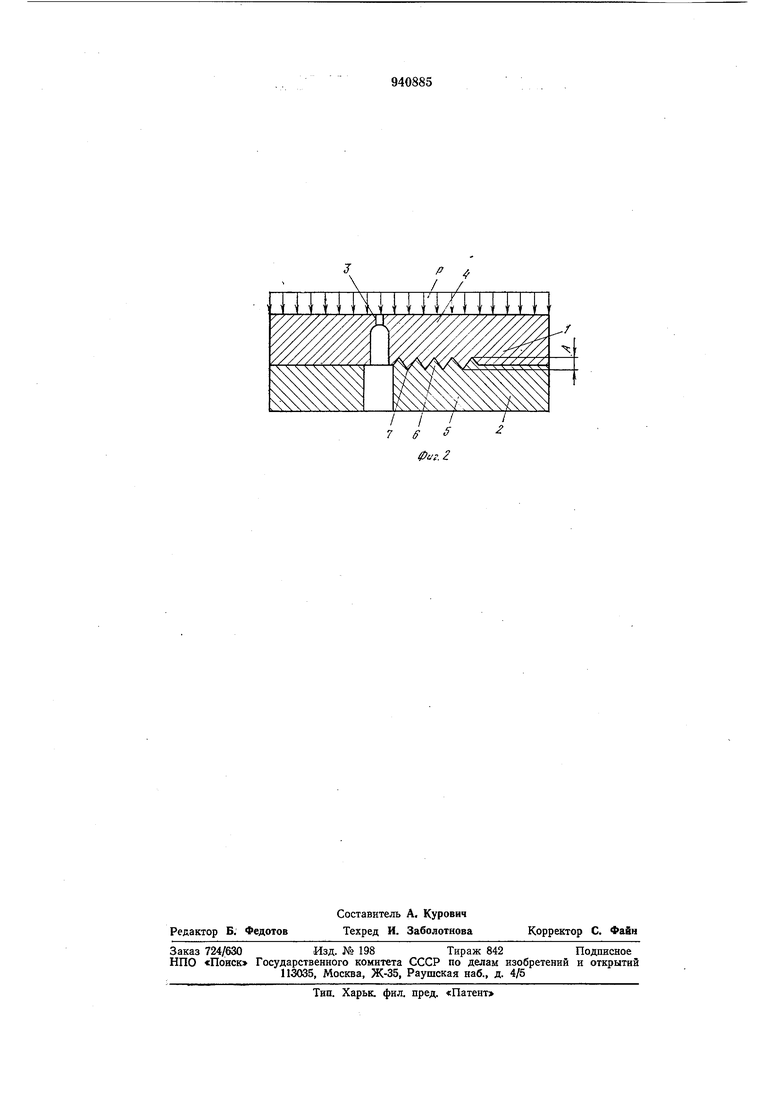
при этом испытывает значительное давление Р на рабочий торец, в том числе на ее консольный элемент 4. Под действием этого давления происходит прогиб последнего, который вызывает и прогиб консольного элемента 5 подкладки 2. Однако, поскольку выступы на поверхности консольного элемента 5 подкладки 2 входят во впадины поверхности консольного элемента 4 матрицы 1, упомянутые поверхности не могут проскальзывать относительно друг друга, и консольные элементы прогибаются аналогично монолитной детали, т. е. величина прогиба уменьшается в 2 : 2,5 раза.
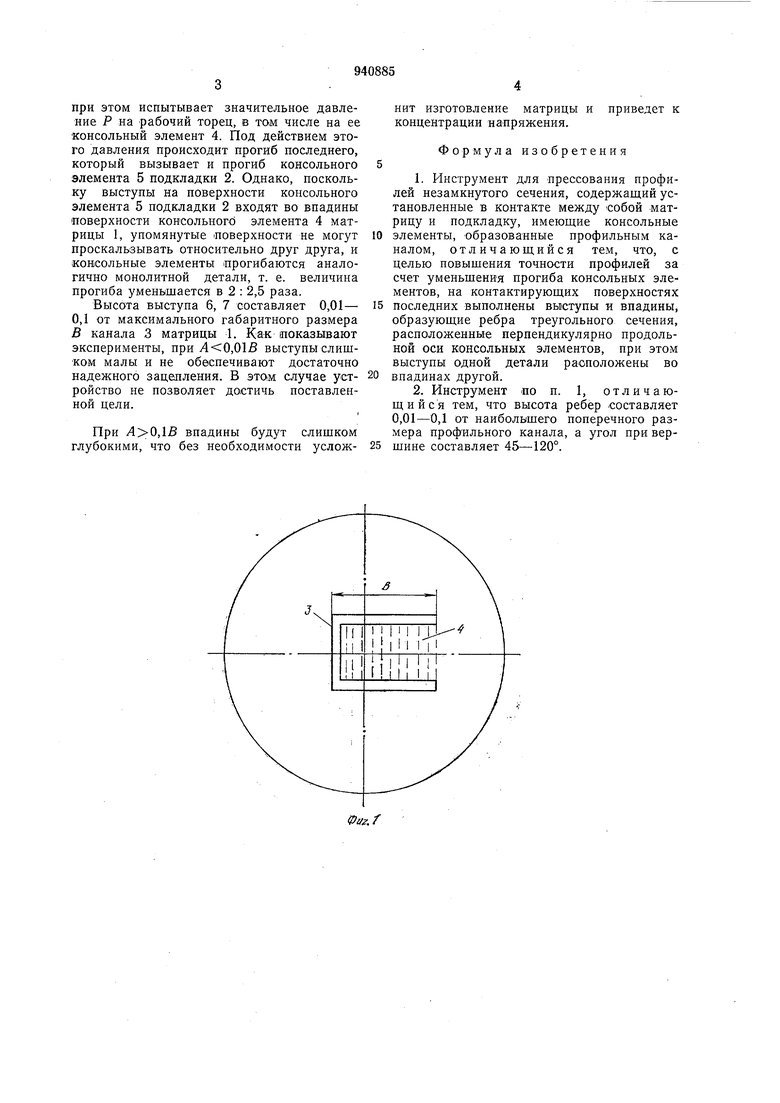
Высота выступа 6, 7 составляет 0,01- 0,1 от максимального габаритного размера В канала 3 матрицы 1. Как показывают эксперименты, при ,01В выступы слишком малы и не обеспечивают достаточно надежного зацелления. В этом случае устройство не позволяет достичь поставленной цели.
При ,1В впадины будут слишком глубокими, что без необходимости усложнит изготовление матрицы и приведет к концентрации напряжения.
Формула изобретения
1.Инструмент для прессования профилей незамкнутого сечения, содержащий установленные в контакте между собой матрицу и подкладку, имеющие консольные элементы, образованные профильным каналом, отличающийся тем, что, с целью повышения точности профилей за счет уменьшения прогиба консольных элементов, на контактирующих поверхностях последних выполнены выступы и впадины, образующие ребра треугольного сечения, расположенные перпендикулярно продольной оси консольных элементов, при этом выступы одной детали расположены во впадинах другой.
2.Инструмент по п. 1, отличающийся тем, что высота ребер «оставляет 0,01-0,1 от наибольшего поперечного размера профильного канала, а угол при вершине составляет 45-120°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования полузамкнутых профилей | 1982 |
|
SU1049133A1 |
| Матрица для прессования изделий с незамкнутым профилем поперечного сечения | 1980 |
|
SU948480A1 |
| Матричный комплект для прессования профилей | 1977 |
|
SU674809A1 |
| Инструмент для прессования изделий переменного сечения | 1982 |
|
SU1063500A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
| Инструмент для прессования изделий переменного сечения | 1982 |
|
SU1063499A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ГОФРАМИ | 1992 |
|
RU2016685C1 |
| ЖЕЛЕЗНОДОРОЖНЫЙ ПУТЬ (ВАРИАНТЫ) | 2022 |
|
RU2806106C2 |
| СПОСОБ ОБКАТЫВАНИЯ ЭЛЕКТРОГОЛОВКОЙ | 2009 |
|
RU2420390C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ РАБОЧИХ КОЛЕС ТУРБОМАШИН С ЛОПАТКАМИ СЛОЖНОГО АЭРОДИНАМИЧЕСКОГО ПРОФИЛЯ И МНОГОРАЗЪЕМНЫЙ РАЗБОРНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016693C1 |