(54) МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ
12
вает sairoTOiBKy в матрицу из ножа и производит .первую осадку. Осаженная заготовка меха-низшам выталкивания выталкивается из матрицы и загоняется в «лещл устройства 9, которое в дальнейшем, перемещаясь с помощью промежуточного звена, переносит за гото.вку на II .позицию штам1павки. На второй /позиции штамновки луансон заталкивает заготонку в матрищу и П1роизво1дит niTaiMinoBKy. В момент штамповки клещи, дрннесшие заготовку, раскрываются и .воэв1ращаются в лерволачальное .положение, т. е. к I позиции. Отштамтован.ная заготовка зата.лкивается в другую нар.у клещей устройства для нереноса, а затем лвренооится на III позицию и т. д. За каждый ход ползуна получается отштамноваеное изделие.
Промежуточные звенья работают следующим ОбразОМ. Недрерывно вращающийся «р.И1Вош.ип 12 сообщает шатунам 13 качатель:ное движение зубчато.му сектору, который, в свою очередь, перемещает зубчатое колесо, угол поворота которого 180°. Расположенный на зубчато М колесе 15 кривошип 16 сообщает лосредствам шатуна 17 .возвратно-гаоступательное движение иополнительным устройствам 5 и 9. Выстой исполнительных устройств, необходвмый .для иро/воденля операций заталкивания и выталкивания заготовок, а также подачи материала, возникает в момент прохождения «.мертвых точек мривошиино-шатунных механизмов. Время выстоя
зависит от раз.меров и B3aHiMHoro расположения элементов прамежуточнаго звена, величины зазоров в сочленениях. ,
Формула и 3 о i6 р е т е н и я
Мног.онозиционный автомат .для объемной шта1мнов1ки, содержащий ползун с пуансонами, механизм подачи материала, мехаииз.м выталкивания заготовок, распределительный вал, а также устройства для отрезки заготовки н переноса ее с позиции на позицию с исполнительными органалш, связанные с распределительным валом посредством промежуточных звеньев, отличающийся тем, что, с целью повышения производительности работ, каждое цро1межутачное звено вьшолнепо в влде двух кривощипно-щатунных механизЛЮВ, соединенных между собой зубчатой 11:е;редачей, нри этом один .из механизмо1В связан с иаполнительным органом, а другой - с раолределительным ,ва.лом.
Источники инфо.рмации, принятые во вни.мание прн экапертизе:
1.Трофимов И. Д., Стоколов В. Е. «Оборудование для горя1чей штам1повки с электронагревом. Машиностроение, Москва, 1972 г., гл. IV, стр. 74.
2.Навр.оцкий Г. А. «Кузнечно-шта(М1ПО:Вочные автоматы. Машиностроение, Москва, 1965 г., стр. 149, рис. 86.

| название | год | авторы | номер документа |
|---|---|---|---|
| Холодновысадочный автомат | 1980 |
|
SU940991A1 |
| Многопозиционный автомат для объемной штамповки | 1980 |
|
SU929299A2 |
| Автомат для двусторонней высадки утолщений на стержневых заготовках | 1983 |
|
SU1174144A1 |
| Бункерное захватно-ориентирующее устройство | 1977 |
|
SU772653A1 |
| Автомат для горячей высадки изделийСТЕРжНЕВОгО ТипА | 1979 |
|
SU814543A1 |
| Холодновысадочный автомат | 1977 |
|
SU659266A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Холодновысадочный автомат | 1978 |
|
SU710740A1 |
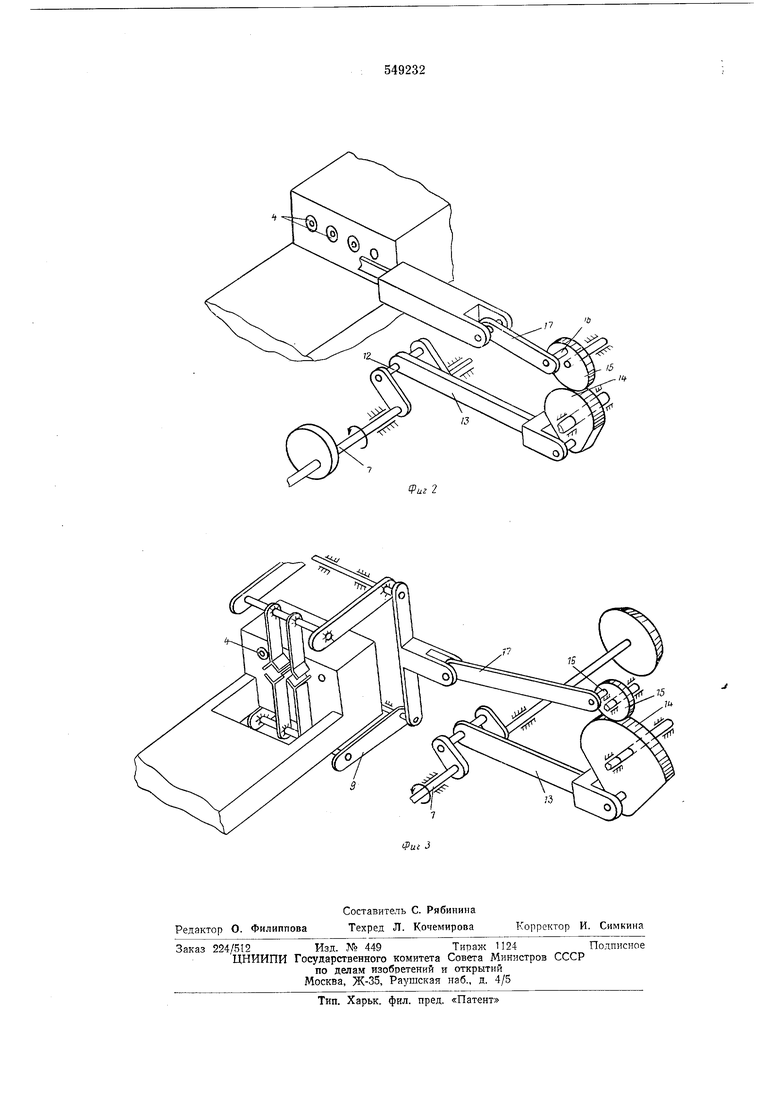
Риг 2
